物料平衡计算表
- 格式:doc
- 大小:56.50 KB
- 文档页数:1
物料平衡计算公式This model paper was revised by the Standardization Office on December 10, 2020物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围: %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围: %~ %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围: %~ %压片工序的物料平衡=ad c b ++×100% 压片工序的收率=ab ×100%a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围: %~ %包衣工序的物料平衡 = b a ed c +++包衣工序的收率 = b a c+a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围: %~ %包材物料平衡=%100⨯++++A a dc b Ba- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++a dc ba :领用量(Kg)b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++a dc ba-计划产量 b-入库量 c-留样量 d-取样量 1.粉碎过筛和称配岗位物料平衡检查:配料量╳100% 粉碎过筛后原辅料总重(物料平衡范围应控制在~%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在~%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在~%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在~%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。

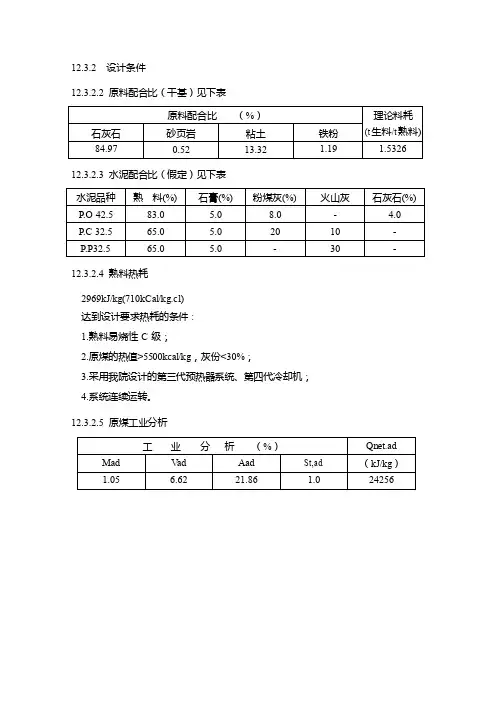
12.3.2 设计条件12.3.2.2 原料配合比(干基)见下表12.3.2.3 水泥配合比(假定)见下表12.3.2.4 熟料热耗2969kJ/kg(710kCal/kg.cl)达到设计要求热耗的条件:1.熟料易烧性C 级;2.原煤的热值>5500kcal/kg,灰份<30%;3.采用我院设计的第三代预热器系统、第四代冷却机;4.系统连续运转。
12.3.2.5 原煤工业分析12.3.3 物料平衡表说明:①以熟料11000t/d为平衡基准。
③窑年运转率:310天。
水泥比例:P.O42.5:P.C32.5:P.P2.5=20%:50%:30%④熟料热耗:2929kJ/kg,理论料耗:1.5326kg/kg熟料⑤烧成用煤空气干燥基低位热值为:24256kJ/kg;⑥生产损失:各种物料生产损失按0.5%计,煤按2%计。
12.3.4 物料储存方式、储存量及储存期见下表下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
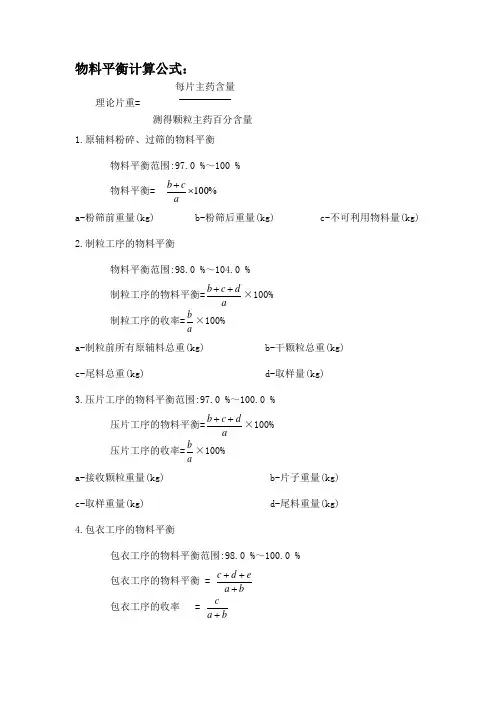
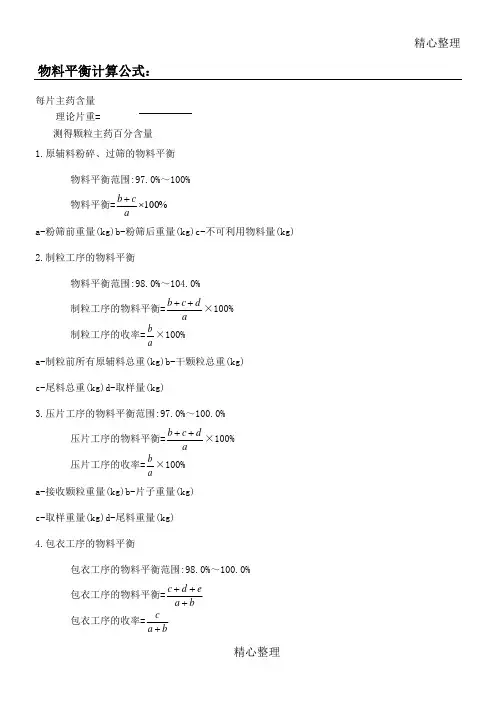
物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0 %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0 %~104.0 %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围:97.0 %~100.0 %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0 %~100.0 %包衣工序的物料平衡 =ba e d c +++ 包衣工序的收率 =b ac +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5 %~100.0 %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
物料平衡计算公式:
每片主药含量
理论片重=
测得颗粒主药百分含量
1.原辅料粉碎、过筛的物料平衡
物料平衡范围:97.0%~100% +c b
c-取样重量(kg)d-尾料重量(kg)
4.包衣工序的物料平衡
包衣工序的物料平衡范围:98.0%~100.0%
包衣工序的物料平衡=b
a e d c +++ 包衣工序的收率=b
a c + a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)
5.内包装工序物料平衡
内包装工序物料平衡范围:99.5%~100.0%
包材物料平衡=%100⨯++++A
a d c
b B a-PTP 领用量(kg)b-PTP 剩余量(kg)A-PVC 领用量(kg)
B-PVC 剩余量(kg)c-使用量(kg)d-废料量(kg)
片剂物料平衡=%100⨯++d c b
粉碎过筛后原辅料总重
(物料平衡范围应控制在99.8~100.2%)
2.制粒干燥、整粒总混岗位物料平衡检查:
总混后重量+不良品
╳100%
干颗粒净重+润滑剂+崩解剂
(物料平衡范围应控制在99.0~100.0%)
3.充填抛光岗位物料平衡检查:
胶囊总重+细粉+不良品+废胶囊壳重量
╳100%
颗粒总重+胶囊壳重量
(物料平衡范围应控制在96.0~101.0%)
4.铝塑内包岗位物料平衡检查:
(成品板总重/平均每板重量+不良品)×规格(粒/板)
╳100%。
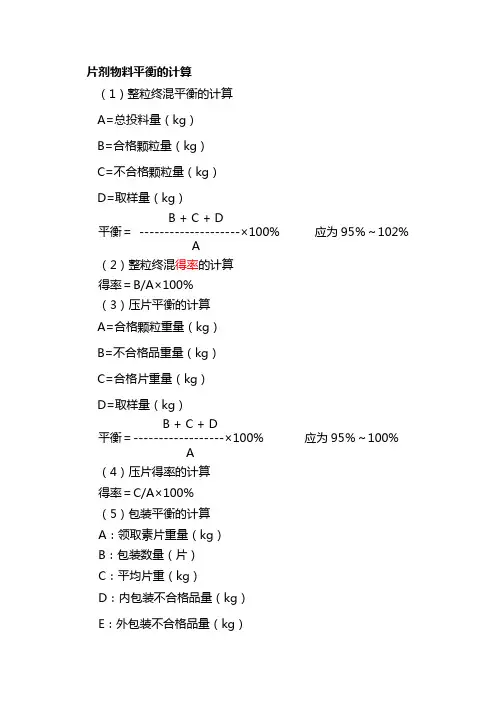
片剂物料平衡的计算(1)整粒终混平衡的计算A=总投料量(kg)B=合格颗粒量(kg)C=不合格颗粒量(kg)D=取样量(kg)B +C + D平衡=--------------------×100% 应为95%~102%A(2)整粒终混得率的计算得率=B/A×100%(3)压片平衡的计算A=合格颗粒重量(kg)B=不合格品重量(kg)C=合格片重量(kg)D=取样量(kg)B +C + D平衡=------------------×100% 应为95%~100%A(4)压片得率的计算得率=C/A×100%(5)包装平衡的计算A:领取素片重量(kg)B:包装数量(片)C:平均片重(kg)D:内包装不合格品量(kg)E:外包装不合格品量(kg)平衡=(B×C÷1000+D+E)/A×100% 应为95%~102%(6)包装得率的计算得率=(B×C÷1000)/A×100%(7)批平衡的计算A:总投料量(kg)B:包装数量(片)C:制粒不合格品量(kg)D:制粒取样量(kg)E:压片不合格品量(kg)F:压片取样量(kg)G:内包装不合格品量(kg)H:外包装不合格品量(kg)B×平均片重÷1000+C+D+E+F+G+H平衡=-------------------------------- ×100% (应为95%~102%)A(8)批得率的计算得率=B×平均片重÷1000/A×100%(9)内包材平衡的计算A:使用量(kg)B:合格药板数量(板)C:不合格药板数量(板)D:未冲裁报废铝箔(米)E:铝塑板的宽(米)F:每一米铝箔的重量(kg)平衡=〔(B+C)÷3×E+D〕÷(A÷F)×100% (应为96%~104%)(10)外包材平衡的计算A:使用量B:成品量C:残损量D:取样量E:退库量/留用下批平衡=(B+C+D)÷A×100% (应为96%~104%)注:箱子和合格证的平衡为100%。
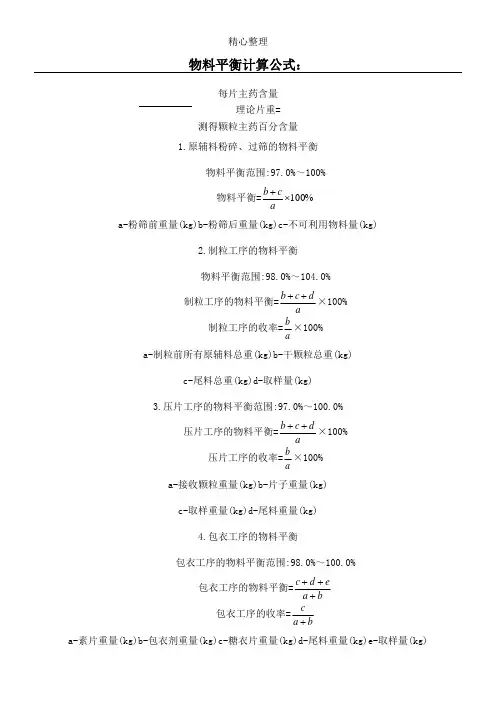
物料平衡计算公式 Document serial number【KK89K-LLS98YT-SS8CB-SSUT-SST108】物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0%~100%物料平衡=%100⨯+ac b a-粉筛前重量(kg)b-粉筛后重量(kg)c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0%~104.0%制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg)b-干颗粒总重(kg)c-尾料总重(kg)d-取样量(kg)3.压片工序的物料平衡范围:97.0%~100.0%压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg)b-片子重量(kg)c-取样重量(kg)d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0%~100.0%包衣工序的物料平衡=b a e dc +++ 包衣工序的收率=ba c + a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5%~100.0%包材物料平衡=%100⨯++++Aa d cb B a-PTP 领用量(kg)b-PTP 剩余量(kg)A-PVC 领用量(kg) B-PVC 剩余量(kg)c-使用量(kg)d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg)b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存a-领用量b-使用量c-剩余量d-残损量7.生产成品率成品率范围:90%~102%片剂收率=%100⨯++ad c b a-计划产量b-入库量c-留样量d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
精心整理
物料平衡计算公式:
每片主药含量
理论片重=
测得颗粒主药百分含量
1.原辅料粉碎、过筛的物料平衡
物料平衡范围:97.0%~100%
a-2.a-c-3.a-c-取样重量(kg)d-尾料重量(kg)
4.包衣工序的物料平衡
包衣工序的物料平衡范围:98.0%~100.0%
包衣工序的物料平衡=
b a e d
c +++ 包衣工序的收率=b
a c +
a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)
5.内包装工序物料平衡
内包装工序物料平衡范围:99.5%~100.0%
包材物料平衡=%100⨯++++A
a d c
b B a-PTP 领用量(kg)b-PTP 剩余量(kg)A-PVC 领用量(kg)
B-PVC 剩余量(kg)c-使用量(kg)d-废料量(kg)
a c 6.e-7.a-1.配料量
╳100%
粉碎过筛后原辅料总重
(物料平衡范围应控制在99.8~100.2%)
2.制粒干燥、整粒总混岗位物料平衡检查:
总混后重量+不良品
╳100%
干颗粒净重+润滑剂+崩解剂
(物料平衡范围应控制在99.0~100.0%) 3.充填抛光岗位物料平衡检查:
胶囊总重+细粉+不良品+废胶囊壳重量
╳100%
颗粒总重+胶囊壳重量
(物料平衡范围应控制在96.0~101.0%) 4.
5.。
物料平衡计算公式:-CAL-FENGHAI.-(YICAI)-Company One1物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围: %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围: %~ %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围: %~ %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围: %~ %包衣工序的物料平衡 =b a e dc +++ 包衣工序的收率 =ba c +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围: %~ %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg)B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在~%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在~%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在~%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在~%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0 %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0 %~104.0 %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围:97.0 %~100.0 %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0 %~100.0 %包衣工序的物料平衡 =ba e d c +++ 包衣工序的收率 =b ac +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5 %~100.0 %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围: %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围: %~ %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围: %~ %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围: %~ %包衣工序的物料平衡 =ba e d c +++ 包衣工序的收率 =b ac +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围: %~ %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在~%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在~%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在~%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在~%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
7.物料平衡计算方法:
7.1 物料平衡计算:
配料平衡= 实际配料量(kg)
×100% 批理论配料量(kg)
物料平衡范围:99.5~100.5%
压片平衡= 【成品片重量(kg)+可回收量(kg) +不合格品量(kg)
+废弃量(kg)】×100%
领取颗粒重量(kg)
物料平衡范围:98%--100%
内包装平衡= 【实际产量(板)+取样量(板)+不合格品量(板) +废弃量
(板)】×100%
理论产量(板)
物料平衡范围:99.5%~100.5%
包装平衡= 【成品箱数(箱)×1板×10盒×20包+零头(包)×
1板×10盒+取样量(盒)×1板+不合格品量(板)】
×100%
半成品数量(板)
物料平衡范围:98%~102%
成品物料平衡= 成品入库数量+留样数量+不合格数量
×100% 理论产量(粒)
标签和类标签的包材物料平衡达100% 7.2技术经济指标:
7.2.1成品率:(理论收率)
成品率= 成品入库数量+留样量
×100% 理论产量
7.2.2成本:
成本=
车间成本(元)
成品与入库数量(片)7.2.3一次合格率:
一次合格率= 一次合格品数
×100% 成品数。
精心整理
物料平衡计算公式:
每片主药含量
理论片重=
测得颗粒主药百分含量
1.原辅料粉碎、过筛的物料平衡
物料平衡范围:97.0%~100%
物料平衡=%
100a c b
a-粉筛前重量(kg)b-粉筛后重量(kg)c-不可利用物料量(kg)
2.制粒工序的物料平衡
物料平衡范围:98.0%~104.0%
制粒工序的物料平衡=a d c b
×100% 制粒工序的收率=a b
×100%
a-制粒前所有原辅料总重(kg)b-干颗粒总重(kg)
c-尾料总重(kg)d-取样量(kg)
3.压片工序的物料平衡范围:97.0%~100.0%
压片工序的物料平衡=a d c b
×100% 压片工序的收率=a b
×100%
a-接收颗粒重量(kg)b-片子重量(kg)
c-取样重量(kg)d-尾料重量(kg)
4.包衣工序的物料平衡
包衣工序的物料平衡范围:98.0%~100.0%
包衣工序的物料平衡=
b a e d
c 包衣工序的收率=b a
c
a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)。