控制图与过程能力分析(ppt 135页)
- 格式:pptx
- 大小:623.60 KB
- 文档页数:135
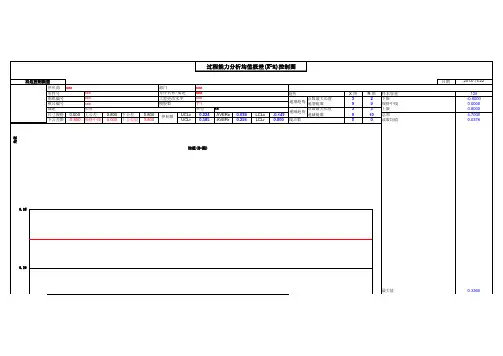
控制图与过程能力控制图与过程能力控制图是一种统计工具,用于检测过程是否稳定,并通过监控过程中的变异性来实现过程的稳定控制。
过程能力则用来评估过程的稳定性及其是否满足规定的要求。
在质量管理中,控制图和过程能力是常用的管理工具,可以帮助企业分析和改进生产过程,提高产品质量。
首先,控制图是由过程数据统计而得出的,其核心思想是通过收集并分析过程数据,判断过程是否处于可控状态,从而及时发现问题,采取相应的纠正措施。
控制图通常由中心线、控制限和数据点构成。
中心线表示过程数据的平均值,控制限则表示过程数据的变异性,通常分为控制上限和控制下限。
数据点则是通过统计过程数据得出的。
控制图可分为平均控制图和范围控制图两种。
平均控制图主要用于分析过程的平均水平是否稳定,常用的平均控制图有均值图和移动平均图。
均值图通过比较样本平均值与中心线的差异来判断过程的稳定性;移动平均图则将样本平均数按照一定的周期进行平均,从而降低随机变异的影响。
范围控制图主要用于分析过程的变异性是否稳定,常用的范围控制图有范围图和标准差图。
范围图通过比较样本范围与控制限的差异来判断过程的稳定性;标准差图则是将样本标准差按照一定的周期进行计算,从而判断过程的稳定性。
控制图的构建需要确定样本的大小和采样间隔,样本的大小一般取决于过程的稳定性和潜在的变异性,采样间隔则取决于对过程的监控程度。
通过不断地收集和分析过程数据,可以根据实际情况进行调整和改进。
过程能力则是对过程进行综合评价的指标,用于衡量过程的稳定性和能够满足规定要求的能力。
过程能力通常由过程能力指数(Cp)和过程能力指数偏差(Cpk)来表示。
Cp表示过程的能力指数,计算公式为 Cp = (USL-LSL)/(6σ),其中USL和LSL分别为规定的上限和下限,σ为过程的标准差。
Cpk表示过程能力指数偏差,表示过程确保产品能够满足要求的能力。
过程能力的评估通常需要先确定经验指标和相关标准。
常用的经验指标有6σ、4σ和3σ,表示过程的准确性和精度。
计数值数据控制图过程能力分析引言计数值数据控制图是一种用于监控过程稳定性和能力的有效工具。
通过收集样本数据并绘制控制图,可以帮助我们判断过程是否处于统计性控制,并评估过程的能力。
本文将介绍计数值数据控制图的基本原理和常用的过程能力分析方法。
计数值数据控制图介绍计数值数据控制图是一种用于监控离散型数据的过程控制工具。
它通过收集数据并绘制控制界限来判断过程的稳定性和能力。
计数值数据通常指的是在一定时间或空间范围内,某个特定事件的发生次数。
常见的计数值数据控制图包括:P图、NP图、C图和U图。
P图和NP图适用于二项分布的离散型数据,C图适用于计数型数据,U图适用于事件发生的时间间隔。
过程能力分析方法过程能力分析是指通过统计量和控制界限来评估过程的能力。
常用的过程能力指标有过程潜在能力指数(Cp)、过程实际能力指数(Cpk)和过程盒子能力指数(Cpm)。
过程潜在能力指数(Cp)过程潜在能力指数是用来评估过程在规格范围内的可变性的指标。
它是根据过程的规格上下限与控制限之间的距离来计算的。
Cp的计算公式为:Cp = (USL - LSL) / (6 * sigma)其中,USL表示过程的规格上限,LSL表示过程的规格下限,sigma 表示过程的标准差。
Cp的值越接近1,表示过程的能力越高。
过程实际能力指数(Cpk)过程实际能力指数是用来评估过程在规格范围内的偏移和可变性的指标。
它考虑了过程的中心位置。
Cpk的计算公式为:Cpk = min((USL - μ) / (3 * sigma), (μ - LSL) / (3 * sigma))其中,USL表示过程的规格上限,LSL表示过程的规格下限,mu 表示过程的均值,sigma表示过程的标准差。
Cpk的值越接近1,表示过程的能力越高。
过程盒子能力指数(Cpm)过程盒子能力指数是用来评估过程在规格范围内的偏移、可变性和非正常情况比例的指标。
它考虑了过程的中心位置和不符合规格的比例。
控制图与过程能力分析1. 引言控制图是一种常用的质量管理工具,用于监控和分析过程中的变异性。
通过绘制控制图,可以识别过程中的特殊因素或异常情况,从而及时采取控制措施,保证过程稳定并提高产品质量。
而过程能力分析则是评估过程的稳定性和能力的方法,用于判断过程是否满足规定的质量要求。
本文将介绍控制图的基本概念和构成要素,并详细讨论过程能力分析的方法和指标。
同时,还将给出一些实际案例,帮助读者更好地理解和应用控制图与过程能力分析。
2. 控制图概述控制图是一种基于统计学原理的质量管理工具,用于监控和改进过程中的变异性。
通过绘制控制图,可以将过程的实际数据与规定的控制限进行比较,从而判断过程是否受到特殊因素的影响,以及是否处于控制状态。
控制图的构成要素主要包括控制线、样本数据和数据点的标记。
其中,上下控制线用于标识过程的稳定范围,而中心线则表示过程的平均水平。
样本数据则是从过程中得到的一组观测值,通常按时间顺序排列。
每个数据点可以通过标记来表示其特殊性质,如标明异常值或特殊原因。
3. 常见的控制图类型根据观测数据的类型和分布特征,常见的控制图类型包括:3.1. 控制图类型1这是一种适用于连续型数据的控制图类型,适用于受检量或计数型数据。
其构成要素包括X控制图和R控制图。
X控制图用于监控平均值的变化情况,R控制图则用于监控过程的变异程度。
3.2. 控制图类型2这是一种适用于计数型数据的控制图类型,适用于过程中出现的次数或事件。
其构成要素包括P控制图和C控制图。
P控制图用于监控次数型数据的比例,C控制图则用于监控次数型数据的发生数。
3.3. 控制图类型3这是一种适用于属性型数据的控制图类型,适用于过程中出现的缺陷或不良项。
其构成要素包括NP控制图和U控制图。
NP控制图用于监控缺陷或不良项的发生数,U控制图则用于监控缺陷或不良项的比例。
4. 过程能力分析方法过程能力分析是评估过程的稳定性和能力的方法,旨在判断过程是否满足规定的质量要求。

控制图与过程能力分析控制图是一种用于监控过程稳定性和一致性的工具,它通过监控产品或过程的变异性来确保产品质量以及生产效率。
在工业生产中,控制图被广泛应用于监控制造过程中的变异性,以便及时发现和纠正问题,从而确保产品的稳定性和一致性。
与此同时,过程能力分析则是用于评估制造过程的稳定性和一致性的工具,它可以帮助企业确定其生产过程是否能够满足产品质量要求。
因此,控制图与过程能力分析在生产管理中扮演着至关重要的角色。
控制图的原理和类型控制图是一种通过统计方法来监控过程稳定性的工具,它可以帮助生产者及时发现和纠正生产过程中的问题。
控制图的原理是将生产过程中的数据进行分类,然后根据统计学方法对数据进行分析,以便确定过程是否处于稳定状态。
控制图的基本原理是将数据按照时间顺序绘制在图表上,并根据统计学规则来判断生产过程的稳定性。
常见的控制图类型包括X-bar图、R 图、P图和C图等,每种类型的控制图都有着不同的应用范围和适用条件。
X-bar图是一种用于监控过程平均值的控制图,它可以帮助生产者了解生产过程的变异情况。
R图则是用于监控过程变异性的控制图,它可以帮助生产者了解生产过程的一致性。
P图和C图则是用于监控不合格品率的控制图,它们可以帮助生产者了解生产过程的品质情况。
通过绘制这些不同类型的控制图,生产者可以全面了解生产过程的稳定性和一致性,从而及时发现和纠正生产过程中的问题。
过程能力分析的原理和方法过程能力分析是一种用于评估生产过程稳定性和一致性的工具,它可以帮助企业确定其生产过程是否能够满足产品质量要求。
过程能力分析的原理是通过统计方法对生产过程的数据进行分析,以便评估过程的稳定性和一致性。
常见的过程能力指标包括过程能力指数(Cp)、过程能力指数(Cpk)以及过程性能指数(Pp)和过程性能指数(Ppk)等,它们可以帮助企业全面了解生产过程的稳定性和一致性。
通过计算这些过程能力指标,企业可以全面了解生产过程的稳定性和一致性,从而确定生产过程是否能够满足产品质量要求。