焊接电流小或焊接速度过快; 坡口或焊道有氧化皮、熔渣及氧化物等高熔点物质; 操作不当
焊接电流小或焊接速度过快; 焊条角度不对或运条方法不当; 电弧过长或电弧偏吹
焊接电流过大或焊接速度太慢; 立焊、横焊和角焊时,电弧太长; 焊条角度摆动不正确或运条不当
焊接参数不当,电压过低,焊速不合适; 焊条角度不对或电极未对准焊缝; 运条不正确
乙流炔量气 大瓶,搬利动于、压装缩卸电、弧使,用使时等都离应子竖弧立能放量稳更,为严集禁中贯在,穿地对到面提焊上高件卧切表放割面并速的直度裂接和纹使吹用走。熔化金属有利。焊接面有杂质
焊接电流小或焊接速度过快;
检验过程中必须破坏被检对象的结构
气保焊时气体流量不合适
未焊透
这样不仅生产率高,且切割质量也比单层好。
禁止使用氧气代替压缩空气。
电弧擦伤
从具体涵义来说,在焊接接头中的不连续性、不均匀性以及其他不健全等的欠缺,统称焊接缺欠。
(1)焊接前要认真检查工作场地周围是否有易燃、易爆物品(如棉纱、油成漆形、不汽良油、煤油、木屑、乙炔发生器等),如有易燃、易爆
物,应将这些物品搬离焊接工作点5m以外。 禁止将气瓶作为承重物。
立焊、仰焊易产生夹 渣
————
破口角度太小,钝边 太厚,间隙太小
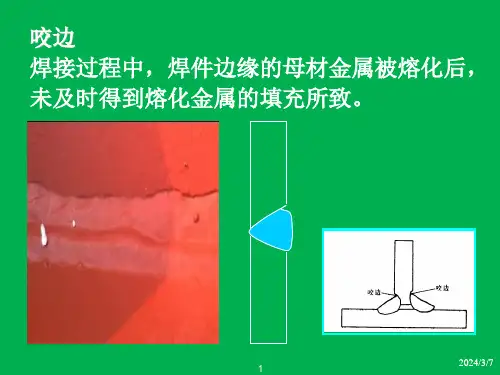
立焊、仰焊时易产生 咬边
坡口太小
坡口间隙过大; 薄板或管子的焊接易 产生烧穿
工艺因素
电弧功率不变,焊接速度增大时增加产生气孔的可 能性; 电弧电压过高(即电弧过长); 焊条、焊剂在使用前未进行烘干; 气保焊时气体流量不合适
电流大小不合适,熔池搅动不足; 焊条药皮成块脱落; 多层焊时层间清渣不够; 操作不当
• 3)为能把金属整个厚度割透,并能快速向 前切割,要求切割氧具有较大的流速和动 量,这就要求切割氧有一定的压力。对于 普通气割来说,氧压增大切割厚度和速度 也增大,但增大到一定值后,继续增大氧 压切割厚度和速度反而减小。