2-12垂直固定俯位管板解析
- 格式:ppt
- 大小:150.50 KB
- 文档页数:12
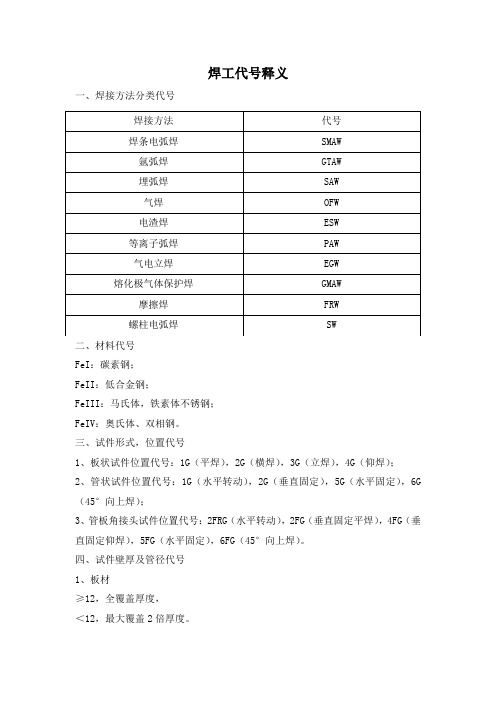
焊工代号释义一、焊接方法分类代号二、材料代号FeI:碳素钢;FeII:低合金钢;FeIII:马氏体,铁素体不锈钢;FeIV:奥氏体、双相钢。
三、试件形式,位置代号1、板状试件位置代号:1G(平焊),2G(横焊),3G(立焊),4G(仰焊);2、管状试件位置代号:1G(水平转动),2G(垂直固定),5G(水平固定),6G (45°向上焊);3、管板角接头试件位置代号:2FRG(水平转动),2FG(垂直固定平焊),4FG(垂直固定仰焊),5FG(水平固定),6FG(45°向上焊)。
四、试件壁厚及管径代号1、板材≥12,全覆盖厚度,<12,最大覆盖2倍厚度。
2、管材五、填充金属代号1、Fef1:钛钙型包括E4303、E5003、E5503-B1等。
2、Fef2:纤维素型包括E4310、E5011等。
3、Fef3;钛型、钛钙型包括G202、G302等。
4、Fef3J;低氢型包括E4315、E5015、E5016、E5515-B2、G307等。
5、Fef4:钛钙型包括E308L-16、E308-16、E309-16等。
6、Fef4J:低氢型包括E308-15、E347-15、E309-15等。
六、焊接工艺因素代号1、手工焊⑴无填充金属焊丝:01⑵填充实芯焊丝:02⑶填充药芯焊丝:03⑷有背面保护气体:10⑸无背面保护气体:11⑹气保焊电流类别与极性(直流正接):12⑺气保焊电流类别与极性(直流反接):13⑻气保焊电流类别与极性(交流):14⑼熔化极气体保护焊(喷射弧):15⑽熔化极气体保护焊(短路弧):162、机动焊⑴钨极气体保护焊有自动稳压系统:04⑵钨极气体保护焊无自动稳压系统:05⑶有自动跟踪系统:06⑷无自动跟踪系统: 07⑸侧坡口内焊道单:08⑹每侧坡口内焊道多:09⑺各种焊接方法目控:19⑻各种焊接方法遥控:20。

管板试件垂直固定仰位焊一、学习内容1.掌握管板试件垂直固定仰位焊的方法2.电弧引燃点的设定3.焊缝接头方法4管板试件垂直固定仰位焊焊缝收尾方法5运条的基本动作与操作方法二、学习目的:通过本章学习能够正确掌握和了解管板试件垂直固定仰位焊以下内容1.能够正确掌握的管板试件垂直固定仰位焊电弧引燃技巧。
2.能够正确掌握管板试件垂直固定仰位焊的焊缝接头方法与技巧。
3.能够正确掌握垂直固定仰位焊的焊缝收尾方法与技巧。
4.能够正确理解运条基本动作熟练的掌握运条方法5.能够熟练掌握装配及定位焊。
6.能够能够熟练的掌握垂直固定仰位焊的焊接工艺三试题图样技术要求技术要求1.单面焊双面成形。
2.焊缝表面必须是原始表面,不允许有加工、补焊痕迹。
3.焊角凹凸度不大于1.5mm。
4.焊缝表面不得有裂纹、气孔、未熔合、夹渣、焊瘤、咬边及未焊透四、垂直固定仰位焊焊操作1.试题分析A.认真阅读试题图样,了解技术要求试件的规格、尺寸、焊缝形式和操作顺序如图1—1所示。
B.试件材料选用Q235钢,Q235为低碳钢,按照选用焊条基本原则焊接Q235钢应选用E4303型焊条。
Q235钢的焊接性能良好,一般不会产生裂纹,如果钢材的化学成分不稳定或超标,(如碳、硫、磷量过高)焊接参数选择不当,运条方法不当,有可能产生弧坑裂纹。
垂直固定仰位焊,是比较难焊因为它是全位置焊接,如果焊接参数选择不合理、运条方法不适当,也容易产生下列缺陷:(1)熔合不良产生原因,焊接电流太小,焊接速度太快,焊条不到位,电弧太长,焊条角度与运条不正确。
(2)焊缝余高太高产生原因是焊接电流太小,焊接速度太慢。
(3)焊偏产生原因是在施焊时,电弧偏离工件上的中心线或焊条角度不合适。
(4)焊瘤产生原因是焊接电流太大,电弧太长,焊接速过慢,导致熔池温度过高,运条方法不当,引起的工件末端熔池金属外淌造成焊瘤。
(5)咬边产生原因是焊接电流太大,电弧太长,焊接速度过快,焊条角度不正确,焊缝两边停顿时问太短,运条角度不当。

锅炉压力容器压力管道焊工释义一、概述1980年9月经原国家劳动总局修订后,公布实施了«锅炉压力容器焊工考试规那么»(以下简称80版«考试规那么»),1987年原劳动人事部再次对80版«考试规那么»进行了修订,于1988年1月颁布了«锅炉压力容器焊工考试规那么»(以下简称88版«考试规那么»)。
20多年来,80版和88版«考试规那么»对提高我国锅炉压力容器行业焊工的焊接水平,保证锅炉压力容器产品的焊接质量,起到了专门重要的作用,功不可没。
然而随着我国社会主义市场经济体制的建立和不断完善,国家机构改革的不断深化,锅炉压力容器安全监察机构的职能范畴发生了专门大变化,除原有锅炉压力容器安全监察职能外,1998年机构改革时,又增加了压力管道和特种设备(电梯、起重机械、大型游乐设施、客运索道)的安全监察职能,88版«考试规那么»已不能完全适应目前锅炉、压力容器、压力管道等特种设备安全监察工作的需要,因此,修订88版«考试规那么»显得十分必要。
2001年初,由原国家质量技术监督局锅炉压力容器安全监察局(以下简称锅炉局)组织国内锅炉压力容器和压力管道焊接方面有关专家,成立了88版«考试规那么»修订小组,成员有:张建荣(国家质检总局锅炉局)、吴宗述(原国家质量技术监督局锅炉局)、戈兆文(合肥通用机械研究所)、龙红[锦西化工机械(集团)有限责任公司]、任永宁(华北电力集团焊培中心)、夏节文(中国化学工程第三建设公司)和金伯明(江苏石油勘探局)7位同志。
其中戈兆文和龙红同志要紧负责压力容器方面的相关内容,吴宗述和任永宁同志要紧负责锅炉方面的相关内容,夏节文和金伯明要紧负责压力管道方面的相关内容,修订小组的全体成员付出辛勤劳动,做了大量工作。

任务八固定管板焊(4)定位焊采用与试件相同牌号的焊条,在2点和10点定位焊,焊缝长度10mm左右,焊缝两端为斜坡状,焊缝厚度2-3mm。
2、焊接工艺参数3、操作要点及注意事项管板水平固定焊缝施焊时分前半圈(右)和后半圈(左)两个半圈,每个半圈都存在仰、立、平三种不同同位置的焊接。
将焊接位置处于焊件接口的某部位用12点钟的方式表示,焊条角度随焊接位置的改变而改变。
(1)打底层焊接:打底层的焊接可以采取连弧焊手法,也可以采取灭弧焊法进行。
1)前半圈焊接(左侧)时,在仰焊6点钟位置前5-10mm处的坡口内引弧,焊条在坡口根部管与板之间做微小横向摆动,当母材熔液与焊条熔滴连在一起后,第一个熔池形成,然后沿顺时针方向进行正常焊接,直至焊道超过12点钟5-10mm处熄弧。
2)连弧焊采用月牙形或锯齿形运条法;灭弧法焊接时,灭弧动作要快,不要拉长电弧,同时灭弧与接弧时间间隔要短,灭弧频率为50-60次/分钟。
每次详见表格重新引燃电弧时,焊条中心要对准熔池前沿焊接方向的2/3处,每接触一次,焊缝增长2mm。
3)因管与板厚度相差较大,焊接电弧应偏向孔板,并保证孔板边缘熔合良好。
一般焊条与孔板的夹角为30-35º,与焊接方向的夹角随着焊接位置的改变而改变。
另外在管板试件的6点钟至4点钟及2点钟至12点钟处,要保持熔池液面趋于水平,不使熔池金属下淌。
运条轨迹见下图。
4)焊接过程中,要使熔池的形状和大小保持一致,使熔池中的熔液清晰明亮,熔孔始终深入每侧母材0.5-1mm。
同时应始终伴有电弧击穿根部所发出的“噗噗”声,以确保根部焊透。
5)当运条到定位焊根部时,焊条要向1.焊接工艺参数2.操作要点及注意事项(1)打底焊1)基本操作打底焊采用连弧法焊接,在与定位焊点相对称的位置起焊,并在坡口内的孔板上引弧,进行预热,当孔板上形成熔池时,向管子一侧移动,待与孔板熔池相连后,压低电弧使管子坡口击穿并形成熔孔,然后采用小锯齿形或直线运条法进行正常焊接,焊条角度如图所示。
管板接头焊接质量控制摘要:在焊接制造过程中,因结构设计需要常常需要对管和板连接的焊接接头进行焊接,我们知道,因管子属于圆弧面,其相对比平对接或者角对接焊缝,焊接位置和角度在焊接过程中不断在发生变化,其操作难度要大一些,而往往质量要求又比较高,特别是密封焊缝。
本文主要从管板焊接操作要点入手,提出质量控制措施。
关键词:管板接头;焊接质量引言固定管板焊接根据接头形式不同,可分为插入式管板和骑坐式管板两类。
根据空间位置的不同,每类管板又可分为垂直固定俯焊、垂直固定仰焊和水平固定全位置焊三种。
插入式管板只需一定熔透深度,焊缝表面焊脚对称,比较容易焊接。
而骑坐式管板除打底层焊需要保证焊缝背面成形外,其余基本上与插入式管板相同。
1 操作要点灵活运用手臂和手腕动作,适应固定管板焊接时的焊条角度变化;固定管板的打底层焊接;固定管板表面层及填充层的运条方法;水平固定管板仰位、平位的接头方法。
(1)垂直固定俯位管板焊接装配及定位焊装配时应保证管子内壁与板孔同心,不错边。
定位焊可采用两点固定,焊缝长度不得超过10 ㎜,要求背面成形作为打底焊缝的一部分。
根部间隙3~3.5 mm。
打底层焊接选定始焊位置时,应该在保持正确焊条角度的前提下,尽量向左侧转动手臂和手腕。
首先在左侧的定位焊缝上引弧,长弧稍加预热后,将电弧移到定位焊缝前沿,向里送焊条,待熔池形成后,稍向后压短电弧,开始作小幅度的斜锯齿形运条,进行正常焊接。
焊接时,电弧的2/3要在熔池上保持短弧,摆动时在孔板上的停顿时间稍长于管子一侧。
焊接速度要适宜,保持熔池大小基本一致。
随着焊接的进行要不断地转动手臂和手腕,以保持正确的焊条角度,并防止熔渣超前而产生夹渣和未熔合的缺陷。
焊至封闭焊缝接头前,先将接头焊缝打磨成缓坡再焊。
当焊到缓坡前沿时,焊条伸向弧坑内向内压一下后稍作停顿,然后焊过缓坡,填满弧坑后熄弧。
填充层焊接应保证坡口两边良好熔合,并填满坡口,但不能凸出过高,以免影响表面层的施焊。
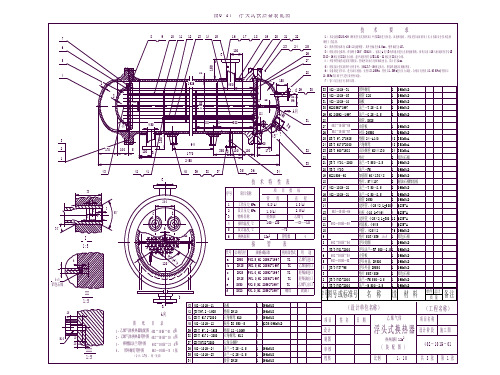
化工静设备精讲系列连载(一)~固定管板换热器详解化工静设备精讲系列,每日与七友学习一类设备,精彩不断各位七友不要错过哦!【提示】技术类文章我们将首发在化工707新闻网技术板块,接下来技术板块将支持手机阅读、在线交流等功能,敬请期待!文档将随时更新到论坛,请需要的朋友前往论坛下载!编者语:从今天开始小七将带领大家一起学习各类化工静设备知识,每天讲解一类化工静设备,静设备种类较多,预估学习时间15天左右,请各位七友不要错过哦!固定管板式换热器概要固定管板式换热器的两端管板采用焊接方法与壳体连接固定。
换热管可为光管或低翅管。
其结构简单,制造成本低,能得到较小的壳体内径,管程可分成多样,壳程也可用纵向隔板分成多程,规格范围广,故在工程中广泛应用。
固定管板式换热器特点固定管板换热器的主要特点a) 结构结单,制造成本低;b) 排管数比浮头式、U 形管式换热器要多;c) 不能抽芯,无法进行机械清洗;d) 因不能单独更换管束,所以维修成本高。
e) 不适用于大温差的场合。
下面讲解固定管板式换热器结构管箱结构管箱的作用是把进入换热器的流体相对均匀地分布到管束的各换热管中,并通过另一端管箱使流体汇集在一起送出换热器。
管箱的7种结构形式如下图各种观想特点如下 A 型管箱(带法兰平盖的管箱) A 型管箱可用于单管程和多管程,优点是便于清洗换热器的管程;缺点是管箱盖结构用材较多,当尺寸较大时,需要锻件,故建议A 型管箱宜用于DN≤900mm 的场合。
B 型管箱B 型管箱用于单管程和多管程,优点是结构简单,便于制造;缺点是检修和清洗管程的换热管内时,需将管箱上的接管法兰和设备法兰拆开,并取下整体管箱。
C 型管箱该管箱是多管程换热器的返回管箱。
D 型管箱该管箱用于单管程换热器的进出口管箱。
E、F、G 型管箱E、F、G 型管箱是较典型的高压管箱结构,管箱盖板(或人孔盖板)的常见密封结构如下:·金属平垫密封;·八角垫和椭圆垫密封;·双锥密封。