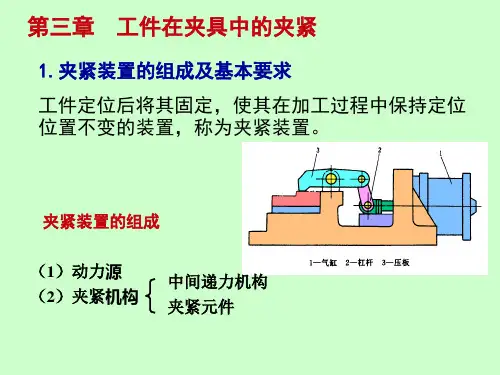
偏心夹紧夹具的定位和加紧原理
- 格式:doc
- 大小:10.49 KB
- 文档页数:1
偏心夹具工作原理
偏心夹具是一种常用于夹紧轴向工件的夹具。
其工作原理是基于偏心轴的旋转运动和夹具夹持力的反作用力。
具体工作原理如下:
1. 结构构成:偏心夹具由外套具(夹具本体)和套筒组成。
外套具内部有一个偏心轴,套筒内嵌有夹具。
夹具内设有夹紧机构。
2. 夹具操作:通过旋转偏心轴,使夹具的夹紧机构上的活动夹紧块移动。
夹紧块通过自锁装置固定在夹具上,以确保工件被夹紧。
3. 夾持力:当外套具旋转偏心轴时,夾持力会产生。
这是因为旋转力矩会使夾具与工件之间产生摩擦和压力。
这个夾持力可以根据工件要求进行调整。
4. 定位精度:由于夹具的偏心构造,夹具夹持工件时的夹点不再与夹紧力矩的中心完全重合,从而使得工件的定位精度提高。
这对于需要精确定位的工件加工非常有用。
总之,偏心夹具通过利用偏心轴的旋转运动和夹具夹持力的反作用力,实现对轴向工件的夹紧和定位,从而使工件加工更加方便和准确。
偏心夹具工作原理
偏心夹具是一种常见的夹具类型,它的工作原理是利用偏心轴的结构实现工件的夹持和固定。
偏心夹具通常由夹持杆、偏心轴、定位销和固定座等部件组成。
夹持杆是夹具的主要部分,用于夹持工件。
偏心轴是夹具的核心部件,它的作用是通过偏心的位置改变夹持杆的夹紧力。
定位销用于定位工件,保证工件的位置精度。
固定座用于固定整个夹具。
在使用偏心夹具时,首先需要将工件放置在夹持杆之间,并通过固定座固定整个夹具。
然后,通过旋转偏心轴,使偏心轴离心距最大,夹持杆的夹紧力最小。
接下来,可以根据工件的要求,通过调节偏心轴的位置,改变夹持杆的夹紧力。
当偏心轴离心距最小时,夹持杆的夹紧力最大。
通过这种方式,可以实现对工件的夹持和固定。
偏心夹具具有调节灵活、使用方便的特点。
通过调节偏心轴的位置,可以实现对不同尺寸的工件夹持。
同时,夹持杆的夹紧力可以根据需要进行微调,确保工件的夹持稳定性和精度。
此外,偏心夹具还可以广泛应用于机械加工、装配和测量等工序中,提高工作效率和品质。
总的来说,偏心夹具通过偏心轴的结构实现工件的夹持和固定。
它的工作原理简单明了,操作方便灵活。
在实际应用中,可以根据工件的尺寸和要求进行调节,以满足不同的加工需求。
偏心夹具工作原理
偏心夹具是一种常用的夹具设备,主要用于固定和夹持工件以便进行加工或装配工作。
它采用了一种特殊的工作原理来提供稳定的夹持力和准确的位置控制。
这种夹具通常由两个对称的夹持臂组成,每个夹持臂上都有一个夹持腔。
夹持腔中有一个可调节的偏心轴,通过旋转偏心轴可以改变夹持腔的开口大小。
夹紧工作时,通过旋转偏心轴使夹持腔收缩,从而夹持工件。
偏心夹具的工作原理基于两个关键概念:偏心力和杠杆原理。
在夹具两个夹持腔的设计中,夹持腔的中心轴线与夹具中心轴线之间存在一定的偏心距离。
这个偏心距离使夹持腔在夹紧过程中产生一个偏心力。
偏心力会产生一个力矩,通过杠杆原理作用在工件上,使其受到夹持力。
夹具的偏心力和夹持力可以通过调整偏心轴的旋转来控制。
通过旋转偏心轴,偏心力的大小可以增加或减小,从而调节夹持力的大小。
同时,偏心轴的旋转还可以改变夹持腔的形状,使其适应不同大小和形状的工件。
需要注意的是,在使用偏心夹具时,对工件的夹持力要进行准确的控制。
过大的夹持力可能会导致工件损坏或变形,而过小的夹持力则会导致工件不稳定。
因此,在使用偏心夹具时,需要根据具体的工件要求和加工过程来进行调整和控制。
综上所述,偏心夹具利用偏心力和杠杆原理提供稳定的夹持力
和准确的位置控制。
通过调整偏心轴的旋转,可以控制夹持力和适应不同大小和形状的工件。
然而,在使用时需要注意对夹持力的准确控制,以确保工件的安全和稳定夹持。

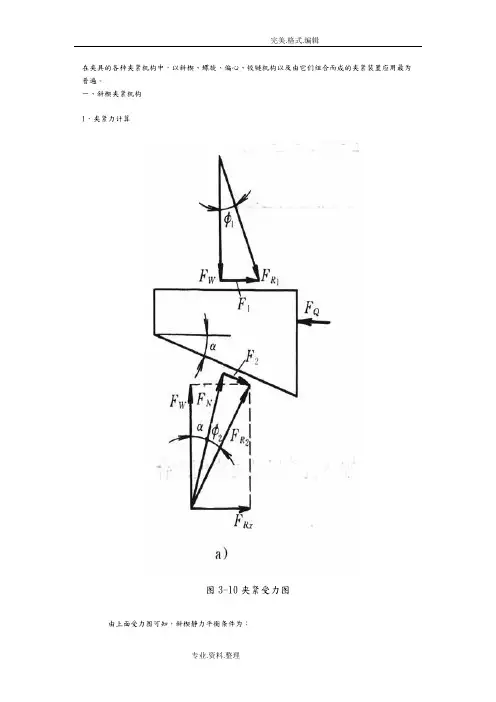
在夹具的各种夹紧机构中,以斜楔、螺旋、偏心、铰链机构以及由它们组合而成的夹紧装置应用最为普遍。
一、斜楔夹紧机构1.夹紧力计算图3-10夹紧受力图由上面受力图可知,斜楔静力平衡条件为:F1+FRX =FQ其中:F1=FW tanφ1 ; FRX=FW tan(α+φ2)代入上式计算得:式中:FW 斜楔对工件夹紧力α 斜楔升角FQ 原始作用力φ1 斜楔与工件之间的摩擦角φ2 斜楔与夹具体之间的摩擦角2.增力比计算增力比iF=夹紧力/原始作用力如果不考虑摩擦影响理想增力比(即忽略摩擦角):3.夹紧行程比计算图3-11 夹紧受力工件所要求的夹紧行程h与斜楔相应移动的距离s之比成为行程比iS。
由上图可知:夹紧行程=工件被夹紧行程h/斜楔移动距离S4.自锁条件图3-12自锁受力上图为原始作用力FQ停止作用后斜楔的受力情况。
斜楔楔入后,原始力去除,斜楔体自锁条件为F1>FRXFW tanφ1> FW tan(α-φ2)φ1> α-φ2或α〈φ1 +φ2因此自锁条件是斜楔升角小于斜楔与工件、与夹具体之间的摩擦角之和,钢件:f=0.1~0.15摩擦角φ=5°43′~8°30′,故α<10°~17°5.升角α的选择手动夹紧α=6°~8°,机动夹紧α≤12°,不需要自锁α=15°~30°6.结构设计包括:手动夹紧机构、气动或液压夹紧、斜楔与压板与螺旋等组合结构。
斜楔夹紧机构的计算见下表二、螺旋夹紧机构螺旋夹紧机构在生产中使用极为普遍。
螺旋夹紧机构结构简单、夹紧行程大,特别是它具有增力大、自锁性能好两大特点,其许多元件都已标准化,很适用于手动夹紧。
它主要有两种典型的结构形式。
1.单个螺旋夹紧机构下图a所示为GB/T2161-91六角头压紧螺钉,它是螺钉头部直接压紧工件的一种结构。
下图b所示在螺钉头部装上摆动压块,可防止螺钉转动时损伤工件表面或带动工件转动。
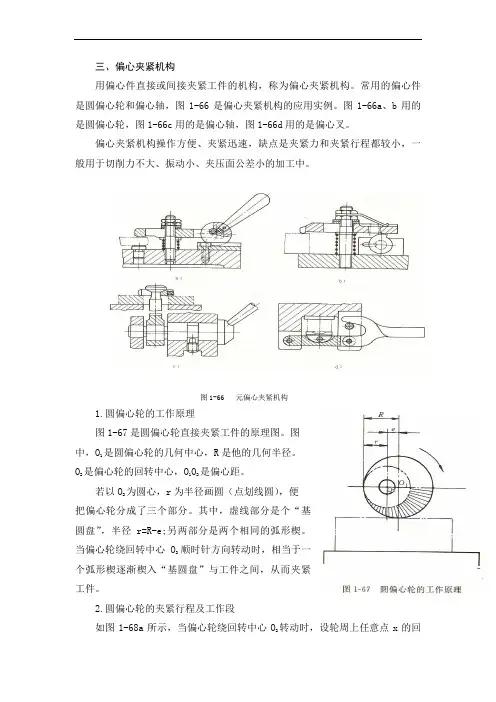
三、偏心夹紧机构
用偏心件直接或间接夹紧工件的机构,称为偏心夹紧机构。
常用的偏心件是圆偏心轮和偏心轴,图1-66是偏心夹紧机构的应用实例。
图1-66a、b用的是圆偏心轮,图1-66c用的是偏心轴,图1-66d用的是偏心叉。
偏心夹紧机构操作方便、夹紧迅速,缺点是夹紧力和夹紧行程都较小,一般用于切削力不大、振动小、夹压面公差小的加工中。
图1-66 元偏心夹紧机构
1.圆偏心轮的工作原理
图1-67是圆偏心轮直接夹紧工件的原理图。
图
中,O
1
是圆偏心轮的几何中心,R是他的几何半径。
O
2
是偏心轮的回转中心,O
1
O
2
是偏心距。
若以O
2
为圆心,r为半径画圆(点划线圆),便
把偏心轮分成了三个部分。
其中,虚线部分是个“基
圆盘”,半径r=R-e;另两部分是两个相同的弧形楔。
当偏心轮绕回转中心O
2
顺时针方向转动时,相当于一
个弧形楔逐渐楔入“基圆盘”与工件之间,从而夹紧
工件。
2.圆偏心轮的夹紧行程及工作段
如图1-68a所示,当偏心轮绕回转中心O
2
转动时,设轮周上任意点x的回。
偏心夹具工作原理
偏心夹具是表面处理行业中经常使用的抛丸机配套设备,通常用
于固定和支撑工件进行表面抛丸处理。
偏心夹具包括一个固定装置和
一个移动装置,夹具由套筒、连接杆和移动杆三部分组成,移动装置
可以允许偏心转动,同时固定装置夹紧物件,把工件与抛丸喷头固定。
偏心夹具的轴为多段件,第一端连接一个轴套件,另一端连接一
个螺母,中间的螺母吋也连接一个轴套件,作用是和螺母一起相对拧紧。
偏心夹具中的轴要经过高温热处理,加大其硬度,减少断裂的可
能性,同时还要经过表面喷涂,防止受湿和污染。
偏心夹具的运行原理是固定装置用吊钩或挂钩固定,通过轴转动
可以把移动装置绕偏心轴及其轴心轴转动,然后移动装置用螺母拧紧。
偏心夹具移动装置可以以恒定的速度往复转动,从而使工件转速快,
达到最佳的表面抛丸处理效果。
偏心夹具的特点是固定可靠,拧紧力可调,具有能够有效稳定工
件的优势,因此被广泛用于抛丸机上,夹具可分为带灌胶夹头和无灌
胶夹头,通过夹头可以为高精度的加工工件提供紧固及支撑效果,保
证处理效果。
几种夹具设计常用机构我们在组装车间手工装配线经常可以看到一些常用的机构的应用。
通过使用这些机构,来实现零件的定位、夹紧以及装配,最终达到工艺装配要求。
下面简述几种常见的机构,并以实际使用的各种工艺装置作简单说明。
按夹具的使用功能分三种类型进行介绍。
1定位夹紧机构在继电器零部件组装时,往往需要将夹具的定位型腔打开,便于快速取放零件。
零件放置到位后,定位夹紧机构快速对零部件进行精确定位和夹紧,为随后的装配动作提供定位保证。
1)偏心轮偏心轮夹紧机构是一种快速动作的夹紧机构,一般采用手柄进行操作。
结构简单,制造容易。
如图(一)所示,扳动手柄,带动滑块左右移动,从而实现夹紧。
因需要员工手工扳动手柄进行夹紧,增加员工劳动强度。
所以,这种结构已逐渐由其他方式替代。
图(一)偏心夹紧机构2)螺旋机构螺旋机构是利用转动螺旋副实现夹紧压块的移动,来实现夹紧功能。
图(二)是左右螺旋机构的集合使用。
转动手轮,带动丝杠(左右旋)转动,左右夹紧块平行移动,可以确保零件定位夹紧的同心位置。
这种机构夹紧动作慢,辅助时间长,工作效率较低,使用场合有局限性。
应用实例:通用搅胶装置磁路铆接强度检测夹具图(二)螺旋机构3)杠杆机构杠杆机构在工艺装置夹具中广泛得到应用。
可以实现零件定位夹紧、增力放大、受力方向的转换等。
图(三)利用杠杆的摆动位置对继电器底座进行定位夹紧,夹紧的力度由弹簧决定,可根据需要进行调整。
夹具在装配工位时处于夹紧状态,确保零件的定位夹紧。
完成装配动作后,夹具返回,利用工装的斜面接触杠杆的末端,使杠杆绕支点转动,夹具的夹紧功能得到释放,故而松开底座,方便零件的取放。
这种夹紧结构非常适合在工装中使用。
图(三)杠杆夹紧机构4)平面四杆机构图(四)为四杆机构的一个应用实例。
使用操作时,按下手柄,利用机构的运动特点,左右夹块会按要求左右滑动,将夹具打开。
放入工件后,松开手柄,夹具在拉簧的作用下复位(拉簧未画出),实现工件的夹紧。
偏心夹紧夹具的定位和加紧原理
偏心夹紧夹具是一种常用的夹具,它通常用于加工中心、数控车床、钻床等机床上,用于夹紧圆形工件和非圆形工件。
其定位和加紧原理如下:
1. 定位原理:偏心夹紧夹具的定位是由两个部分组成的,一个是夹具本身的定位,另一个是工件的定位。
夹具本身的定位是通过夹具上的定位孔和机床上的定位销来实现的。
工件的定位是通过工件上的定位面和夹具上的定位面来实现的。
当夹具和工件的定位面对准时,工件就被定位在了夹具上。
2. 加紧原理:偏心夹紧夹具的加紧是通过偏心轴和夹紧臂来实现的。
偏心轴是夹具上的一个轴,其轴心不在夹紧面上,而是偏离夹紧面一定距离。
当夹具夹紧时,夹紧臂推动偏心轴转动,使夹紧面向工件施加一个夹紧力,使工件得到夹紧。
由于偏心轴的偏心距离不同,夹具可以夹紧不同直径的工件。
总之,偏心夹紧夹具的定位和加紧原理都是通过夹具本身和工件的定位面以及偏心轴和夹紧臂来实现的。