第4章 工件的安装、定位与夹紧
- 格式:ppt
- 大小:6.63 MB
- 文档页数:47
第4章机床夹具设计原理1.何谓机床夹具?试举例说明机床夹具的作用及其分类?答:所谓机床夹具,就是将工件进行定位、加紧,将刀具进行导向或对刀,以保证工件和刀具间的相对位置关系的附加装置。
机床夹具的功用:①稳定保证工件的加工精度;②减少辅助工时,提高劳动生产率;③扩大机床的使用范围,实现一机多能。
夹具的分类:1)通用夹具; 2)专用夹具; 3)成组夹具; 4)组合夹具;5)随行夹具。
2.工件在机床上的安装方法有哪些?其原理是什么?答:工件在机床上的安装方法分为划线安装和夹具安装。
划线安装是按图纸要求,在加工表面是上划出加工表面的尺寸及位置线,然后利用划针盘等工具在机床上对工件找正然后夹紧;夹具安装是靠夹具来保证工件在机床上所需的位置,并使其夹紧。
3.夹具由哪些元件和装置组成?各元件有什么作用?答:1)定位元件及定位装置:用来确定工件在夹具上位置的元件或装置;2)夹紧元件及夹紧装置:用来夹紧工件,使其位置固定下来的元件或装置;3)对刀元件:用来确定刀具与工件相互位置的元件;4)动力装置:为减轻工人体力劳动,提高劳动生产率,所采用的各种机动夹紧的动力源;5)夹具体:将夹具的各种元件、装置等连接起来的基础件;6)其他元件及其他装置。
4.机床夹具有哪几种?机床附件是夹具吗?答:机床夹具有通用夹具、专用夹具、成组夹具、组合夹具和随行夹具。
5.何谓定位和夹紧?为什么说夹紧不等于定位?答:工件在夹具中占有正确的位置称为定位,固定工件的位置称为夹紧。
工件在夹具中,没有安放在正确的位置,即没有定位,但夹紧机构仍能将其夹紧,而使其位置固定下来,此时工件没有定位但却被夹紧,所以说夹紧不等于定位。
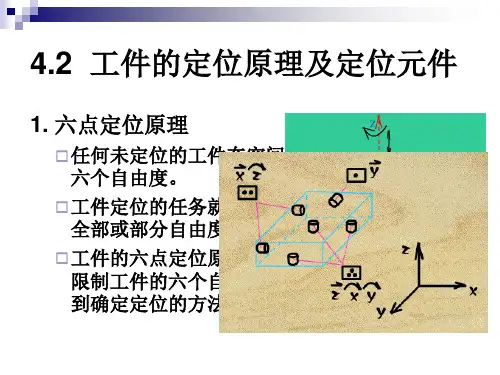
6.什么叫做六点定位原理?答:采用六个按一定规则布置的约束点,限制工件的六个自由度,即可实现完全定位,这称为六点定位原理。
7.工件装夹在夹具中,凡是有六个定位支承点,即为完全定位,凡是超过六个定位支承点就是过定位,不超过六个定位支承点就不会出现过定位,这种说法对吗,为什么?答:不对;过定位是指定位元件过多,而使工件的一个自由度同时被两个以上的定位元件限制。

工件的装夹与定位一、工件的装夹在机床上加工工件时,为使工件在该工序所加工表面能达到规定的尺寸与形位公差要求,在开动机床进行加工之前,必需使工件在夹紧之前就相对于机床占有某一正确的位置,此过程称为定位。
工件在定位之后还不肯定能承受外力的作用,为了使工件在加工过程中总能保持其正确位置,还必需把它压紧,此过程称为夹紧。
工件的装夹过程是定位过程和夹紧过程的综合。
定位的任务是使工件相对于机床占有某一正确的位置,夹紧的任务则是保持工件的定位位置不变。
定位过程与夹紧过程都可能使工件偏离所要求的正确位置而产生定位误差与夹紧误差。
定位误差与夹紧误差之和称为装夹误差。
工件装夹有找正装夹和夹具装夹两种方式。
找正装夹又可分为直接找正装夹和划线找正装夹。
1.直接找正装夹用划针、千分表直接按工件表面找正工件的位置并夹紧,称为直接找正装夹。
直接找正装夹效率低,对操作工人技术水平要求高,但如用精密检具细心找正,可以获得很高的定位精度(0.010~0.005mm),多用于单件小批生产或装夹精度要求特殊高的场合。
2.画线找正装夹依据零件图要求在工件上划出中心线、对称线和待加工面的轮廓线、找正线,然后按找正线找正工件在机床上的位置并夹紧,这种装夹方法称为划线找正装夹。
与直接找正装夹方法相比,划线找正方法增加了一道技术水平要求高且费工费事的划线工序,生产效率低;此外,由于所划线条自身就有肯定宽度,故其找正误差大(0.2~0.5mm)。
划线找正装夹方法多用于单件小批生产中难以用直接找正方法装夹的外形较为简单的铸件或锻件。
3. 夹具装夹产量较大时,无论是划线找正装夹,还是直接找正装夹,均不能滿足生产率要求。
这时,一般均须用夹具来装夹工件。
夹具事先按肯定要求安装在机床上,工件按要求装夹在夹具上,不需找正就可进行加工。
使用夹具装夹工件,不仅可以保证装夹精度,而且可以显著提高装夹效率,还可减轻工人的劳动强度,对工人技术水平要求也不高。
成批生产和大量生产中广泛采纳夹具装夹工件。
第四章一、单选题1、有某个工件在定位时,被加工表面的工序基准在沿工序尺寸方向上存在一个微小变动量,那么定位误差( 1 )。
1)一定存在 2)一定不存在 3)不能确定存在不存在 4)沿工序尺寸方向上不存在2、当采用两销一面定位时,工件的转角误差取决于( 3 )。
1)圆柱销与孔的配合 2)削边销与孔的配合3)两个销与孔的配合 4)和销、孔的配合没关系3、当工件径向和轴向刚性都较差时,应使夹紧力和切削力方向( 3 )。
1)相反 2)垂直 3)一致 4)成一定角度4、在车床夹具的设计上,最首要考虑的原则是( 2 )。
1)提高机加工的劳动生产率的原则2)保证工件的加工要求的原则3)降低成本的原则 4)夹具要具有良好的工艺性的原则5、车床夹具绝大多数安装在机床主轴上,并且要求夹具回转轴线和主轴轴线( 1 )。
1)一致 2)成一定角度 3)垂直 4)A、B和C均可6、当工件的( 3 )个自由度被限制后,该工件的空间位置就被完全确定。
1)三 2)五 3)六 4)四7、不完全定位限制自由度的数目( 2 )。
1)六个 2)小于六个 3)大于六个 4)五个8、当以锥度心轴定位孔类工件时,锥度K值对定位精度的影响是( 2 )。
1)K值越大定位精度越高 2)K值越小定位精度越高3)定位精度和K值没关系 4)K值一定时定位精度最高9、定心夹紧机构的特点是( 2 )。
1)定位和夹紧不同步,定位和夹紧是同一个元件2)定位和夹紧同步,且定位和夹紧是同一个元件3)定位和夹紧同步,定位和夹紧不是同一个元件4)定位和夹紧不同步,且定位和夹紧不是同一个元件10、组合夹具对夹具元件的要求是( 3 )。
1)精度高没有互换性 2)精度低没有互换性3)精度高具有互换性 4)精度低具有互换性11、多件联动夹紧机构,其夹紧力的方向( 4 )。
1)只能互相平行 2)只能互相垂直3)只能在一条直线上 4)A、B和C三种情况都有12、下列选项中不是现代机床夹具发展方向的是( 4 )。
第一章工件的装夹---本书重点工件的装夹指的是工件的定位和夹紧。
定位的任务是:使同一工序中的一批工件都能在夹具中占据正确的位置。
工件位置的正确与否,用加工要求来衡量夹紧的任务是:使工件在切削力、离心力、惯性力和重力的作用下不离开已经占据的正确位置,以保证机械加工的正常进行。
定位、夹紧装夹在装夹工件----------→夹具-----→机床<------刀具§1.1 工件定位的基本原理一. 六点定则在空间直角坐标系中,工件可以沿X、Y、Z轴有不同的位置,称作工件沿X、Y、Z的位置自由度,用X、Y、Z表示;也可以绕X、Y、Z轴有不同的位置,称作工件绕X、Y和Z轴的角度自由度,用X、Y、Z表示。
用以描述工件位置不确定性的X、Y、Z和X、Y、Z,称为工件的六个自由度。
用合理分布的六个支承点限制工件六个自由度的法则,称为六点定则。
XOY面中,1,2,3支撑点:Z,X,YYOZ 面中,4,5点:X,ZZOX面中,6点:Y支承点的分布必须合理:工件底面上的三个支承点应放成三角形,三角形的面积越大,定位越稳。
工件侧面上的两个支承点不能垂直放置.注意:(1).定位就不能脱离,始终保持接触(2).不考虑受力,受力后不脱离定位面---夹紧的任务二. 限制工件自由度与加工要求的关系按照加工要求确定工件必须限制的自由度,在夹具设计中是首先要解决的问题。
加工要求-→工件需要限制的自由度<---→定位元件的选择表1-2 满足加工要求必须限制的自由度1.完全定位:工件的六个自由度都限制了的定位称为完全定位。
2.不完全定位:工件被限制的自由度少于六个,但能保证加工要求的定位。
在工件定位时,以下几种情况允许不完全定位:l)加工通孔或通槽时,沿贯通钢的位置自由度可不限制。
2)毛坯(本工序加工前)是轴对称时,绕对称轴的角度自由度可不限制。
3)加工贯通的平面时,除可不限制沿两个贯通轴的位置自由度外,还可不限制绕垂直加工面的轴的角度自由度。