拉深变形过程分析
- 格式:pptx
- 大小:1.64 MB
- 文档页数:4


拉深变形的失效形式分析
哎哟喂,说起这个拉深变形嘛,它就像是咱们四川的火锅,火候大了,食材就容易出问题,对吧?拉深变形里头那些个失效形式,简直就像火锅里煮过了头的菜,各有各的“囧”相。
首先呢,是“起皱子”,就跟你吃火锅时,肉片一不留神就卷成了波浪边儿似的。
拉深过程中,材料边缘要是没被压住,就容易起皱,影响美观不说,性能也大打折扣。
再来说说“扯裂口”,这就好比火锅里那火候太猛,肉片直接给烫熟了,还裂开了口子。
拉深太狠,材料承受不住那股子劲儿,直接就给扯破了,那场面,惨不忍睹啊。
还有“回弹”,这就像是吃完火锅,衣服上的味儿久久不能散去。
材料拉深后,一放松,嘿,它又悄悄儿地回了点原样,让人哭笑不得。
最后提提“壁厚不均”,这简直就是火锅里的调料没拌匀,味道这儿浓那儿淡。
拉深时,要是受力不均,做出来的零件就像是被偏心的厨师煮了,这边厚那边薄,用起来那叫一个不顺心。
所以啊,做拉深变形,就跟咱们四川人做菜一样,得讲究个火候、手艺和细心。
不然,这些个失效形式一上来,产品就成了“问题户”,那可咋整哦!。
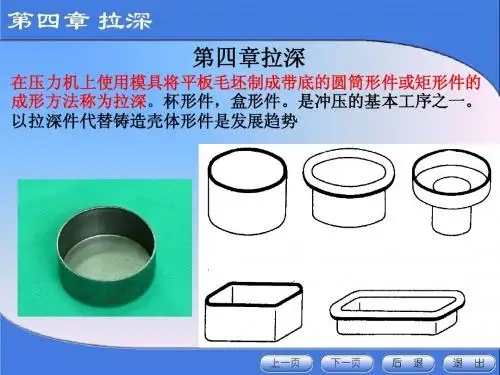
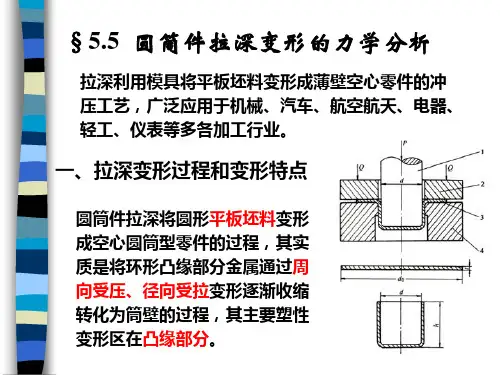
1.板料拉伸变形过程及特点;在拉深过程中,毛坯受凸模拉深力的作用,在凸缘毛坯的径向产生拉伸应力 ,切向产生压缩应力.在它们的共同作用下,凸缘变形区材料发生了塑性变形,并不断被拉入凹模内形成筒形拉深件。
拉深后工件底部的网格变化很小,而侧壁上的网格变化很大,以前的扇形毛坯网格变成了拉深后的矩形网格。
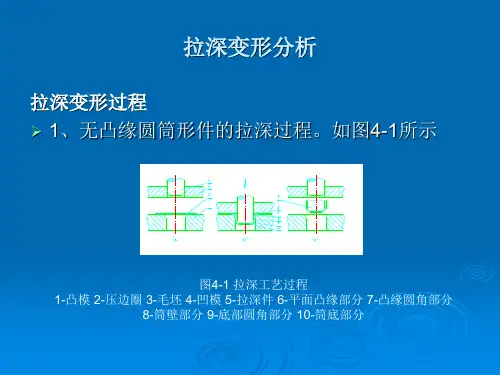
2.拉伸过程中各部分的应力与应变状态及分析1.平面凸缘部分主要变形区2.凹模圆角区过渡区3。
筒壁部分传力区4。
凸模圆角部分过渡区5。
圆筒底部分小变形区3.拉伸成形的障碍及防止措施;一、起皱,影响起皱的因素:1。
凸缘部分材料的相对厚度2。
切向压应力的大小3。
材料的力学性能4.凹模工作部分的几何形状。
防止措施:采用压边圈。
二、拉裂防止拉裂:可根据板材的成形性能,采用适当的拉深比和压边力,增加凸模的表面粗糙度,改善凸缘部分变形材料的润滑条件,合理设计模具工作部分的形状,选用拉深性能好的材料。
三、硬化加工硬化的好处是使工件的强度和刚度高于毛坯材料,但塑性降低又使材料进一步拉深时变形困难.4.筒形零件拉伸工艺(毛坯尺寸计算原则、计算公式、拉伸系数及影响因素、首次与后续拉伸的异同、拉伸次数与拉伸系数的确定);一、圆筒件拉深零件毛坯尺寸的计算二、拉深系数的计算和拉深次数的确定三、拉深压力机的选择5.阶梯形零件的拉伸顺序安排;1。
拉深次数的确定 2.拉深方法的确定6.(曲面、球面、抛物面及锥形)拉伸方法;1.球面零件拉深方法:球面零件可分为半球形件和非半球形件两大类。
2.抛物面零件拉深方法:(1)浅抛物面形件,因其高径比接近球形,因此拉深方法同球形件。
(2)深抛物面形件,其拉深难度有所提高。
这时为了使毛坯中间部分紧密贴模而又不起皱,通常需采用具有拉深筋的模具以增加径向拉应力。
7。
盒形件拉伸变形特点1.根据网格的变化可知盒形件拉深有以下变形特点:(1)盒形件拉深的变形性质与圆筒件一样,也是径向伸长,切向缩短。
(2)变形的不均匀导致应力分布不均匀。