测量方法和量具分类
- 格式:doc
- 大小:23.00 KB
- 文档页数:1
量具的使用方法和测量方法量具是工程技术中常用的测量工具,它能够准确地测量出各种尺寸的物体,是工程测量中不可或缺的工具。
掌握量具的使用方法和测量方法对于工程技术人员来说是非常重要的,下面将介绍一些常见的量具的使用方法和测量方法。
首先,我们来介绍一下卷尺的使用方法。
卷尺是一种常用的长度测量工具,它通常用于测量较长的物体。
在使用卷尺时,首先要确保卷尺的起始端与被测物体的端点对齐,然后将卷尺拉直,读取卷尺上的刻度值,最后将读数记录下来。
在测量过程中,要注意卷尺的拉直度,避免出现曲线形变,影响测量结果的准确性。
其次,我们来介绍游标卡尺的使用方法。
游标卡尺是一种常用的精密测量工具,它通常用于测量较小的物体。
在使用游标卡尺时,首先要确保游标卡尺的零点与被测物体的端点对齐,然后轻轻闭合游标卡尺的两个测量头,读取游标卡尺上的刻度值,最后将读数记录下来。
在测量过程中,要注意游标卡尺的闭合度,避免出现误差,影响测量结果的准确性。
另外,我们还要介绍千分尺的使用方法。
千分尺是一种常用的精密测量工具,它通常用于测量微小的物体。
在使用千分尺时,首先要确保千分尺的零点与被测物体的端点对齐,然后轻轻闭合千分尺的两个测量头,读取千分尺上的刻度值,最后将读数记录下来。
在测量过程中,要注意千分尺的闭合度,避免出现误差,影响测量结果的准确性。
最后,我们来介绍一些常见的测量方法。
在工程技术中,常用的测量方法包括直接测量法、间接测量法和比较测量法。
直接测量法是指直接用量具对被测物体进行测量,如使用卷尺、游标卡尺、千分尺等。
间接测量法是指通过已知的尺寸和几何关系来计算被测物体的尺寸,如使用三角板、投影仪等。
比较测量法是指通过对比被测物体和已知标准物体的尺寸来进行测量,如使用游标卡尺、千分尺等。
综上所述,掌握量具的使用方法和测量方法对于工程技术人员来说是非常重要的。
通过正确使用量具,并结合合适的测量方法,可以准确地测量出各种尺寸的物体,为工程技术的实施提供准确的数据支持。
量具的分类及应用实例量具主要按照测量对象的不同进行分类,常见的有长度测量量具、角度测量量具、形状测量量具、表面粗糙度测量量具、电气测量量具、力学测量量具等。
下面将依次进行介绍,并给出相应的应用实例。
1. 长度测量量具:长度测量量具是用于测量物体的线性尺寸的工具,常见的有卡尺、游标卡尺、活塞式千分尺、螺旋测微器等。
应用实例包括测量零件的长度、厚度、直径等。
2. 角度测量量具:角度测量量具是用于测量物体的角度的工具,常见的有角度尺、角度规、角度传感器等。
应用实例包括测量零件的角度、倾斜度等。
3. 形状测量量具:形状测量量具是用于测量物体外形形状的工具,常见的有测径卡尺、测距卡尺、测距钢尺等。
应用实例包括测量零件的直径、外径、宽度等。
4. 表面粗糙度测量量具:表面粗糙度测量量具是用于测量物体表面粗糙程度的工具,常见的有表面粗糙仪、便携式表面粗糙度仪、表面粗糙度传感器等。
应用实例包括测量零件的表面粗糙度、平滑度等。
5. 电气测量量具:电气测量量具是用于测量电气参数的工具,常见的有万用表、电流表、电压表、电阻表等。
应用实例包括测量电路中的电流、电压、电阻等。
6. 力学测量量具:力学测量量具是用于测量物体受力和力的大小的工具,常见的有弹簧测力计、拉力计、扭力扳手等。
应用实例包括测量物体的拉力、压力、扭力等。
除了以上常见的分类,还有一些特殊性质的量具,如温度测量量具、湿度测量量具、气压测量量具等。
应用实例包括测量环境的温度、湿度、气压等。
总结起来,量具是用于测量物体各种特性的工具,按测量对象的不同分为长度测量量具、角度测量量具、形状测量量具、表面粗糙度测量量具、电气测量量具、力学测量量具等。
这些量具广泛应用于制造业、工程领域、科研实验室等,帮助人们更精确地进行测量和分析。
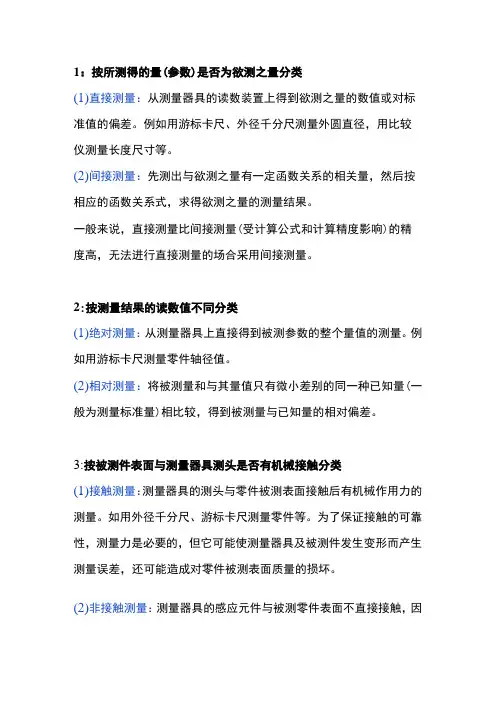
1:按所测得的量(参数)是否为欲测之量分类(1)直接测量:从测量器具的读数装置上得到欲测之量的数值或对标准值的偏差。
例如用游标卡尺、外径千分尺测量外圆直径,用比较仪测量长度尺寸等。
(2)间接测量:先测出与欲测之量有一定函数关系的相关量,然后按相应的函数关系式,求得欲测之量的测量结果。
一般来说,直接测量比间接测量(受计算公式和计算精度影响)的精度高,无法进行直接测量的场合采用间接测量。
2:按测量结果的读数值不同分类(1)绝对测量:从测量器具上直接得到被测参数的整个量值的测量。
例如用游标卡尺测量零件轴径值。
(2)相对测量:将被测量和与其量值只有微小差别的同一种已知量(一般为测量标准量)相比较,得到被测量与已知量的相对偏差。
3:按被测件表面与测量器具测头是否有机械接触分类(1)接触测量:测量器具的测头与零件被测表面接触后有机械作用力的测量。
如用外径千分尺、游标卡尺测量零件等。
为了保证接触的可靠性,测量力是必要的,但它可能使测量器具及被测件发生变形而产生测量误差,还可能造成对零件被测表面质量的损坏。
(2)非接触测量:测量器具的感应元件与被测零件表面不直接接触,因而不存在机械作用的测量力。
属于非接触测量的仪器主要是利用光、气、电、磁等作为感应元件与被测件表面联系。
如干涉显微镜、磁力测厚仪、气动量仪等。
用于软质表面或薄壁工件。
4:按测量在工艺过程中所起作用分类(1)主动测量:在加工过程中进行的测量。
其测量结果直接用来控制零件的加工过程,决定是否继续加工或判断工艺过程是否正常、是否需要进行调整,故能及时防止废品的发生,所以又称为积极测量。
(2)被动测量:加工完成后进行的测量。
其结果仅用于发现并剔除废品,所以被动测量又称消极测量。
5:按零件上同时被测参数的多少分类(1)单项测量:单独地、彼此没有联系地测量零件的单项参数。
如分别测量齿轮的齿厚、齿形、齿距等。
这种方法一般用于量规的检定、工序间的测量,或为了工艺分析、调整机床等目的。
常用的测绘量具以及测量零件尺寸的方法1. 测量零件尺寸时常用的测量工具测量尺寸常用量具有:钢板尺、外卡钳和内卡钳。
测量较精确的尺寸,则用游标卡尺,如图1-3所示。
2. 常用的测量方法(1) 测量长度尺寸的方法一般可用钢板尺或游标卡尺直接测量,如图 1-4所示。
(2) 测量回转面直径尺寸的方法用内卡钳测量内径,外卡钳测量外径。
测量时,要把内、外卡钳上下、前后移动,测得最大值为其直径尺寸,测量值要在钢板尺上读出。
遇到精确的表面,可用游标卡尺测量,方法与用内外卡钳相同,如图 1-5 a、b、c、d 所示。
(3) 测量壁厚尺寸一般可用钢板尺直接测量,若不能直接测出,可用外卡钳与钢板尺组合,间接测出壁厚,如图1-6所示。
(4) 测量中心高利用钢板尺和内卡钳可测出孔的中心高,如图 1-7 所示。
也可用游标卡尺测量中心高。
(5) 测量孔中心距可用内卡钳、外卡钳或游标卡尺测量,如图 1-8 所示。
(6) 测量圆角一般可用圆角规测量,如图 1-9 是一组圆角规,每组圆角规有很多片,一半测量外圆角,一半侧量内圆角,每一片标着圆角半径的数值。
测量时,只要在圆角规中找到与零件被测部分的形状完全吻合的一片,就可以从片上得知圆角半径的大小。
(7) 测量螺纹测量螺纹需要测出螺纹的直径和螺距。
螺纹的旋向和线数可直接观察。
对于外螺纹,可测量外径和螺距,对于内螺纹可测量内径和螺距。
测螺距可用螺纹规测量,螺纹规是由一组带牙的钢片组成,如图 1-10所示,每片的螺距都标有数值,只要在螺纹规上找到一片与被测螺纹的牙型完全吻合,从该片上就得知被测螺纹的螺距大小。
然后把测得的螺距和内、外径的数值与螺纹标准核对,选取与其相近的标准值。
《画法几何及机械制图》零件测绘实验教程一、课程所属类型及服务专业课程属于技术基础课,服务机械类各专业。
二、实验的目的和要求1实验目的:通过对轴、盘盖、箱体三类零件的测绘以及对减速箱拆卸,了解零件测绘的一般步骤,掌握其测绘的常用方法,熟悉量具的选用和使用。


常用量具及使用方法量具是用来测量物体尺寸、长度、角度、形状等物理量的工具。
在各行各业中,常常需要使用量具来进行精确的测量和检测。
下面是一些常用的量具及其使用方法的介绍。
1.卷尺尺:卷尺尺是一种常用的线性测量工具,一般由带有尺度刻度的卷尺和一个测量头组成。
使用时,将卷尺头对准测量目标,拉出卷尺直至与目标边缘接触,然后读取卷尺上的刻度值即可。
2.游标卡尺:游标卡尺是一种高精度的线性测量工具,常用于测量外径、内径和深度等尺寸。
使用时,将游标卡尺对准测量目标,用外固定爪和内动爪夹住目标,然后读取游标上的刻度值,即可得到测量结果。
3.表尺:表尺是一种直尺形状的量具,通常有两面刻度,一面是毫米刻度,另一面是英寸刻度。
使用时,将表尺对准需要测量的物体,将表尺的零点与物体的边缘对齐,然后读取表尺上的刻度值即可。
4.折尺:折尺是一种可折叠的直尺,常用于测量曲线和不规则形状物体。
使用时,将折尺的角度与曲线或不规则形状贴合,然后将折尺展开并测量展开长度,即可得到曲线或不规则形状的长度。
5.量规:量规是一种用于测量厚度和间距的量具,一般由两个可调节的杠杆和一个测量刻度组成。
使用时,将量规两端的杠杆张开,夹住需要测量的物体,然后读取量规上的刻度值,即可得到测量结果。
6.角度尺:角度尺是一种用于测量角度的量具,常用于工程、建筑和木工等行业。
使用时,将角度尺对准待测角度,将两条尺度线分别对准待测角的两条边,然后读取角度尺上的刻度值,即可得到测量结果。
7.钢直尺:钢直尺是一种刻度清晰、耐用的直尺,常用于测量直线和边缘。
使用时,将钢直尺对准需要测量的直线或边缘,将钢直尺的零点与目标边缘对齐,然后读取钢直尺上的刻度值,即可得到测量结果。
8.内径千分尺:内径千分尺是一种用于测量内径的高精度工具,常用于机械加工和装配中。
使用时,将内径千分尺插入待测内径,然后通过旋转卡尺套筒,使测头夹住内径,读取千分尺上的刻度值,即可得到测量结果。
以上介绍了一些常用的量具及其使用方法,准确的测量需要正确使用量具、正确读取刻度值,并进行适当的修约。
量具的使用方法和测量方法量具是工程施工和生产制造中常用的测量工具,正确的使用方法和测量方法对于保证工程质量和生产效率至关重要。
本文将介绍几种常见的量具以及它们的使用方法和测量方法。
首先,我们来介绍尺子的使用方法和测量方法。
尺子是一种常见的长度量具,通常用于测量小尺寸的物体。
在使用尺子进行测量时,应将尺子的起点与被测物体的起点对齐,然后用眼睛对准尺子的刻度线进行读数。
在测量过程中,要保持尺子与被测物体的接触,避免出现测量误差。
其次,我们来介绍卷尺的使用方法和测量方法。
卷尺是一种可伸缩的长度量具,通常用于测量较大尺寸的物体。
在使用卷尺进行测量时,应将卷尺的起点与被测物体的起点对齐,然后拉出卷尺,将其贴紧被测物体进行测量。
在测量过程中,要保持卷尺的水平和垂直,避免出现测量误差。
接下来,我们来介绍千分尺的使用方法和测量方法。
千分尺是一种精密的长度量具,通常用于测量精密零件的尺寸。
在使用千分尺进行测量时,应将千分尺的测头与被测物体的表面轻轻接触,然后读取千分尺上的刻度线进行测量。
在测量过程中,要保持千分尺的稳定,避免出现测量误差。
最后,我们来介绍游标卡尺的使用方法和测量方法。
游标卡尺是一种精密的长度量具,通常用于测量精密零件的尺寸。
在使用游标卡尺进行测量时,应将游标卡尺的测头与被测物体的表面轻轻接触,然后读取游标卡尺上的刻度线进行测量。
在测量过程中,要保持游标卡尺的稳定,避免出现测量误差。
总结一下,正确的使用方法和测量方法对于保证工程质量和生产效率至关重要。
在使用量具进行测量时,要注意保持量具的稳定和准确,避免出现测量误差。
希望本文介绍的内容对大家有所帮助,谢谢阅读!。
量具的使用方法和测量方法量具是工程施工和制造过程中常用的测量工具,它能够准确地测量长度、角度、直径等物理量,是保证产品质量和工程精度的重要工具。
本文将介绍一些常见的量具的使用方法和测量方法,以帮助大家正确、有效地使用量具。
首先,我们来介绍一些常见的量具,包括卷尺、游标卡尺、千分尺、量规等。
这些量具在工程施工和制造过程中都有着重要的作用,因此我们需要了解它们的使用方法和测量方法。
卷尺是最为常见的量具之一,它通常用于测量长度。
在使用卷尺时,我们需要将卷尺的起点对准被测长度的起点,然后沿着被测长度拉直卷尺,确保卷尺与被测长度完全贴合,最后读取卷尺上的刻度值即可得到准确的长度测量结果。
游标卡尺是一种精密的测量工具,它可以用于测量长度、直径、深度等。
在使用游标卡尺时,我们需要将被测物体放置在游标卡尺的测量口中,然后轻轻移动游标卡尺,直到游标卡尺的两个刀口完全贴合在被测物体上,最后读取游标卡尺上的刻度值即可得到准确的测量结果。
千分尺是一种用于精密测量的量具,它通常用于测量小于毫米的长度。
在使用千分尺时,我们需要将被测物体放置在千分尺的测量口中,然后轻轻旋转千分尺的刻度盘,直到刻度盘上的刻度线与被测物体完全贴合,最后读取刻度盘上的刻度值即可得到准确的测量结果。
量规是一种用于测量直径、宽度、深度等的量具,它通常由两个可移动的刀口组成。
在使用量规时,我们需要将量规的两个刀口放置在被测物体上,然后轻轻移动量规,直到两个刀口完全贴合在被测物体上,最后读取量规上的刻度值即可得到准确的测量结果。
除了以上介绍的量具外,还有一些其他常见的量具,如卡尺、游标尺、深度尺等,它们都有着各自特定的使用方法和测量方法,需要根据具体情况进行操作。
总的来说,正确使用量具的方法和技巧对于保证产品质量和工程精度至关重要。
通过本文的介绍,希望能够帮助大家更加准确、有效地使用量具,提高工作效率和产品质量。
第三章计量器具与测量方法的分类一、计量器具的分类按计量学的观点,可将计量具分成三类:1、量具指以固定形式复现量值的计量器具,如量块、线纹米尺等,前者称为单值量具,后者称为多值量具,对成套的量块又称为成套量具。
2、计量仪器指能将被测的量转换成可直接观测的指示值或等效信息的计量器具,它又可分为指示式仪器、记录式仪器和数字式仪器。
3、计量装置指为了确定被测量所必需的计量器具和辅助设备的总体。
计量仪器按结构的特点还可以分为以下几种:游标类量仪:如游标卡尺、游标深度尺、游标量角器等。
微动螺旋副类量仪:如外径千分尺、内径千分尺等。
机械类量仪:如百分表、千分表、杠杆比较仪、扭簧比较仪等。
光学机械类量仪:如光学计、测长仪、投影仪、干涉仪等。
气动类量仪:如压力式气动量仪、流量计式气动量仪。
电学类量仪:如电感比较仪、电动轮廓仪等。
激光类量仪:如激光准直仪、激光干涉仪等。
光学电子类量仪:如光栅测长机、光纤传感器等。
二、测量方法的分类测量方法可按各种不同的形式进行分类,如直接测量与同类测量、综合测量与单项测量、接触测量与非接触测量,在线测量与离线测量以及静态测量与动态测量等。
直接测量——不需要将被测量与其他实测量进行一定函数关系的辅助计算而直接得到被测量值的测量。
直接测量又可分为绝对测量和相对测量,能由仪器刻度尺上读出被测参数的整个量值,这种测量方法称为绝对测量,例如用游标尺、千分尺测量零件的直径,若由仪器的刻度尺只能读出被测参数相对于某一标准量的偏差,这种测量方法称为相对(比较)测量,由于标准量是己知的,因此被测参数的整个量值等于仪器所指示的偏差与标准量的代数和,例如用量块调整比较仪后测量直径。
间隙测量——通过直接测量与被测参数有己知函数关系的其他量而得到被测参数量值的测量。
例如:在测量大圆柱形零件的直径时,可先测出圆周长L,然后通过D=L/π公式计算零件的直径。
综合测量——同时测量工件上的几个有关参数,综合地判断工件是否合格。
车工常用量具及测量方法
车工常用的量具那可不少,就像战士手中的武器一样重要!千分尺,这玩意儿厉害得很呐!用的时候,先把被测物擦干净,可不能有油污啥的,不然那测量能准吗?把千分尺调零,轻轻夹住工件,读数的时候可得仔细喽,一个小刻度都不能看错。
这就好比你在走钢丝,稍微一马虎就掉下去啦!安全性方面,用千分尺的时候可别太用力,万一弄坏了量具或者伤了手,那可就悲催啦!稳定性也很重要,拿千分尺的手得稳当,不能晃来晃去的,不然读出来的数一会儿一个样,那还咋干活儿?它的应用场景可多了去了,车个轴啥的,就得靠它来保证精度。
优势就是测量准确呀,能让你的工件达到高标准,这多牛啊!就像你有了一双火眼金睛,啥毛病都能看出来。
再说游标卡尺,也是车工的好帮手。
把卡尺打开,卡到工件上,同样要注意卡紧但不能太用力,不然工件变形了可就完蛋喽!读数也得认真,可不能马马虎虎。
安全性嘛,小心别被卡尺的边边角角划伤手。
稳定性就是要保证卡尺和工件接触良好,不能松松垮垮的。
它能测量各种尺寸,大大小小的工件都能搞定。
优势就是方便快捷,一卡就知道尺寸。
就像你有个万能的小助手,随时帮你把关。
实际案例嘛,我就见过一个车工师傅,用千分尺和游标卡尺把一个
工件的尺寸控制得那叫一个精准,最后组装起来严丝合缝,简直完美!这就说明,用好这些量具,那效果杠杠的。
车工常用量具真的是超级重要,它们能让你的工件质量有保障,让你成为车工大师。
所以,一定要好好掌握这些量具的使用方法哦!。
测量方法和量具分类
机械制造中,用来测量工件几何量(长度、角度、形位误差、表面粗糙度等)的各种器具和为计量器具。
它主要是指量具量仪。
量具量仪在保证产品质量中起着十分重要的作用。
狭义的产品质量,是指品对规定的质量标准和技术条件的符合程度。
它是以检验其是否符合技术条件,符合图样、符合质量标准以及符合的程度。
它是以检验其是否符合技术条件、符合图样、符合质量标准以及符合的程度为基础来进行评价的。
为了保证产品质量,企业对产品的原材料、毛坯、半成品、成品以外购件、外协件等应进行全面的检验。
对外购的工具、夹具、量具、刃具、模具、仪器及设备等必须作入厂验收检验。
由于检验工作离不开量具量仪,故合理地选择或正确地设计计量器具是保证产品质量的重要环节。
本书重点讲述工件加工过程中测量检验用的量具量仪。
一般来说,测量方法是指测量方式、测量条件和计量器具的综合。
在实际工作中,往往仅指获得测量值的方式。
按获得测量结果的方法不同,测量方法可分为直接测量和间接测量。
1.直接测量。
直接由计量器具上得到被测量的测量值,如用游标卡尺测量轴径。
2.间接测量。
通过直接测量与被测尺寸有已知关系的其他尺寸,再通过计算而行到被测尺
寸的测量方法,常用于直接测量不易测准,或由于被测件结构限制而无法进行直接测量的场合。
按计量器具示值(或读数)所反映被测尺寸的不同方法,测量方法可分为绝对测量和相对测量。
1.绝对测量(又称全值法)。
由计量器具的读数装置可以直接得到被测量的整个量值。
2.相对测量(又称比较测量)。
由计量器具的读数装置只能得到被测尺寸相对标准量的偏
差值的测量。
如在测微仪上用量块对霍后,测量零件尺寸相对量块尺寸的偏差。
被测量时加工过程的作用不同,测量方法可分为被动测量和主动测量。
1.被动测量(又称消极测量)。
是对加工后的零件进行的测量,并按测量结果挑出废品。
2.主动测量(又称积极测量)。
是在加工过程中测量零件参数变化,并利用这种变化控制
调整机床和刀具,以使用加工的参数(如尺寸)合格,防止废品产品。
测量方法还可按同时测量的参数多少,分为单项测量和综合测量;按测量时是否有机械测量力,分为接触测量和非接触测量;按被测工件在测量过程所处的状态,分为静态测量和动态测量;按实施测量的主体,分为自动测量和非自动测量,等等。