冷弯成型工艺理论基础PPT参考课件
- 格式:ppt
- 大小:6.46 MB
- 文档页数:18
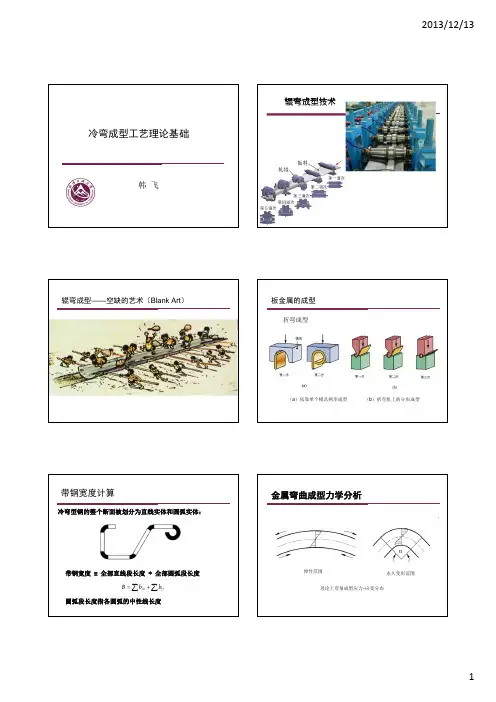
辊弯成型技术板金属的成型折弯成型(a )依靠单个模具两步成型(b )折弯机上的分布成型= 全部直线段长度+ 全部圆弧段长度圆弧段长度指各圆弧的中性线长度wi ziB b b =+∑∑弹性范围永久变形范围理论上弯角成型应力-应变分布最大应变(拉伸)应力层实际外层纤维实际外层纤维中性轴-理论上中性轴-实际上最大的应变(压缩)实际应力分布应力层实际弯角应力-应变分布屈服应变以截面惯性主轴为坐标方位成型无盲角,全部实弯成型;成型对称性好,型材扭转小;成型道次少,轧辊直径小,经济性好。
盲角盲角☐☐1区:接触段;2区:非接触变形段;3区:不变形阶段;4区:弹性回复段。
实际变形不同于理论变形材料实验、屈服极限、抗拉极限和延伸率通过绘制应力-应变图可以清楚地知道屈服极限、抗拉强度的大小试验过程中的应力应变图无载荷颈缩开始前后断裂无载荷应变应力最大载荷断裂永久的弹性的L 1应力下的总变形(应变)应力材料3#材料2#材料1#应变不同材料的应力应变图1#为低强度高延伸率的材料2#为高强度低延伸率的材料3#为强度更高延伸率更低的材料由应力-应变估计成型性—应变示意图表明,材料的屈服极限和抗拉极限相差越大,材料的延伸率越高,金属的成形性越好。
能和轧制方向上的性能不同。
抗拉强度拉伸由于轧制方向不同金属的力学性能可能发生变化轧制方向轧制方向由(a)和(b)可以看出,带材后续成型时,弯曲方向的选择需要考虑原始的轧制方向;(c)为弯曲线与轧制方向平行时产品的缺陷。
屈服点冷压下量铍铜1010碳钢1350 铝不同金属典型的冷作硬化率应力冷作硬化屈服点110.000psi 抗拉强度120.000psi 伸长率1%相同钢的退火屈服点27.000psi 抗拉强度36.000psi 伸长率1%相同材料冷作硬化和退火后应力-应变图应力应变冷作硬化屈服点110.000psi抗拉强度120.000psi 伸长率1%相同钢的退火屈服点27.000psi 抗拉强度36.000psi 伸长率1%上述数学估算的根据是成型边以光滑的螺旋线运动,考虑了腿高、道次数、道次间距对成型过程应变的影响。
方管成型方矩形管是一种用途极广的闭口型钢,与相同截面积的圆管相比,它具有强度高,抗弯截面模量大,易于装配以及稳固、美观等优点,方管成型主要应用于汽车制造业、建筑行业等。
一、圆变方与直接成方的的比较目前,世界上生产方矩管主要有2 种成型方式:圆成方和直接成方。
1. 直成方直成方的孔型分两大类: 第一类是专用孔型, 即定身量做, 此法成型方式有:定点变径法、变点定径法、定径弯折点外移法、定径弯折点内外移动法。
第二类是通用孔型, 目前国内大部分生产企业都用此孔型。
通用孔型说白了也就是专用孔型成型方式的第三、第四种的组合产物。
在此孔型中,折弯处的上辊有一个固定圆角, 不同带厚都用同一个上辊来解决, 实际上是采用了一种模糊技术来处理问题, 此技术节约了大量的轧辊, 所以生产厂家大都希望采用此孔型。
2. 圆变方圆变方的成型方式大体上有两种: 第一、箱式孔型变形。
箱式孔型变形是母管经过一般最少为四架平辊和三架立辊或更多道次的平辊立辊交替作用在母管上进行变形, 可简单地描述为: 平辊上下挤压简称“压扁” ; 立辊左右挤压称“挤高”。
母管在“压扁”“挤高”的若干个过程中逐渐接近型材形状, 最后变形成所需型材。
第二、四辊式变形。
四辊式变形即四个辊片在同一平面内组成一个孔型, 母管从孔型中穿过, 类似于拉拔变形, 但它把拉拔固定模变成了分体的滚动模。
二、圆成方与直接成方各自的特点1、圆成方圆成方的优点:圆成方成型的产品质量好,机组成型速度快。
比如内角R 均等,焊缝平整,产品外观好。
而直接成方存在内角R 不均等,角部变薄,焊缝不平整,机组成型速度慢等缺点。
1)、不同形式的圆变方质量分析(l)箱式成型在箱式成型变形过程中, 可分为理想的中心线成型法和底线成型法, 生产厂家为少换辊时间, 一般采用底线成型法, 底线成型时, 从母管到型材整个过程中上部边缘是下山过程, 下山量为圆管直径与方矩管高度之差, 可以说上边部是由受压演变成受拉变形过程, 而底部是一个受压过程。