焊接成形特性及理论基础
- 格式:pptx
- 大小:458.94 KB
- 文档页数:24
第16卷第5期精密成形工程2024年5月JOURNAL OF NETSHAPE FORMING ENGINEERING55 316L不锈钢薄板焊缝成形及力学性能研究刁亚龙a,师文庆a,b*,程才a,贾东贺c,张冰青a(广东海洋大学 a.电子与信息工程学院 b.材料科学与工程学院c.船舶与海运学院,广东湛江 524088)摘要:目的减少1 mm厚度316L不锈钢薄板在焊接生产过程中出现的缺陷等问题,并提高不锈钢薄板焊缝成形质量和焊接接头力学性能。
方法采用脉冲激光焊接技术实现对厚度1 mm的316L不锈钢薄板的精确焊接,并利用金相显微镜、维氏硬度计、万能拉伸试验机和扫描电镜对焊缝的表面形貌、微观结构、力学性能、断口形貌进行表征分析。
结果当激光功率为403 W、输出电流为150 A、焊接速度为150 mm/min、离焦量为−5.525 mm时,焊缝正反面的形貌规则无缺陷。
焊缝区内的微观结构主要由δ-铁素体和奥氏体2种晶粒构成,相较于母材及热影响区,焊缝区晶粒尺寸更细小均匀,平均硬度为156HV,表现出更高的硬度特性。
焊接接头的抗拉强度和屈服强度均值分别达到643.28 MPa和305.95 MPa,相对于母材的强度分别提高了7%和49%;平均断后伸长率为37.2%,达到原始母材伸长率的55%;断裂呈现韧性断裂的塑性变形和延展性特征。
结论优化调整焊接工艺参数后,1 mm厚度316L不锈钢薄板的焊缝成形质量提高,无缺陷且微观组织分布均匀,焊接接头强度显著提高。
关键词:激光焊接;316L不锈钢薄板;焊缝形貌;微观组织;力学性能DOI:10.3969/j.issn.1674-6457.2024.05.007中图分类号:TG456.7 文献标志码:A 文章编号:1674-6457(2024)05-0055-07Forming and Mechanical Properties of Welds in 316L Stainless Steel SheetDIAO Yalong a, SHI Wenqing a,b*, CHENG Cai a, JIA Donghe c, ZHANG Bingqing a(a. College of Electronic and Information Engineering, b. College of Materials Science and Engineering,c. College of Shipping and Maritime Transport, Guangdong Ocean University, Guangdong Zhanjiang 524088, China)ABSTRACT: The work aims to reduce problems such as defects in the welding production process of 316L stainless steel sheet with a thickness of 1 mm, and to improve the weld forming quality of stainless steel sheet and the mechanical properties of its welded joints. Pulsed laser welding technology was used to accurately weld 316L stainless steel sheet with a thickness of 1 mm, and the surface morphology, microstructure, mechanical properties and fracture morphology of the welded joints were charac-terized by metallurgical microscope, Vickers hardness tester, universal tensile testing machine and scanning electron microscope收稿日期:2024-04-23Received:2024-04-23基金项目:国家自然科学基金(62073089);广东省普通高校重点领域专项项目(2020ZDZX2061);广东省大学生科技创新培育专项资金(pdjh2023a0242)Fund:National Natural Science Foundation of China (62073089); Special Projects in Key Areas of Guangdong Ordinary Col-leges and Universities (2020ZDZX2061); Special Funds for Cultivation of Science and Technology Innovation for College Stu-dents in Guangdong Province (pdjh2023a0242)引文格式:刁亚龙, 师文庆, 程才, 等. 316L不锈钢薄板焊缝成形及力学性能研究[J]. 精密成形工程, 2024, 16(5): 55-61. DIAO Yalong, SHI Wenqing, CHENG Cai, et al. Forming and Mechanical Properties of Welds in 316L Stainless Steel Sheet[J]. Journal of Netshape Forming Engineering, 2024, 16(5): 55-61.*通信作者(Corresponding author)56精密成形工程 2024年5月for analysis. When the laser power was 403 W, the output current was 150 A, the welding speed was 150 mm/min, and the de-focus amount was −5.525 mm, the morphology of the front and back surfaces of the weld was regular without defects. The mi-crostructure in the weld zone was mainly composed of two grain, δ-ferrite and austenite. The grain in the weld zone was finer and more uniform than that in the base metal and the heat-affected zone, and the average hardness was 156HV, showing higher hardness characteristics. The average tensile strength and yield strength of the welded joints reached 643.28 MPa, 305.95 MPa, respectively, increased by 7% and 49% compared with the base material strength. The average elongation after fracture was37.2%, reaching 55% elongation rate of the original base material. The form of fracture was toughness fracture with characteris-tics of plastic deformation and ductility. After the welding process parameters are optimized and adjusted, the weld forming quality of 316L stainless steel sheet with a thickness of 1 mm is high. There is no defect, the microstructure distribution is uni-form, and the strength of welded joints is significantly improved.KEY WORDS: laser welding; 316L stainless steel sheet; weld morphology; microstructure; mechanical properties316L不锈钢薄板是低碳奥氏体不锈钢,具有优异的耐焊性、耐腐蚀性和耐高温性能,是制造业的必备金属材料,广泛应用于新能源、汽车、医疗化工等领域[1-4]。

材料成形工艺基础1第一章 材料成形理论基础液态成形--铸造 固态成形--锻造 固态连接--焊接21第一节 液态成形基础1、液态金属的结构液态金属在结构上更象固态而不是汽态,原子之间 仍然具有很高的结合能。
液态金属的结构特征 液态金属内存在近程有序的原子集团。
这种原子集团是不稳定 的,瞬时出现又瞬时消失。
所以,液态金属结构具有如下特 点: l)液态金属是由游动的原子团构成。
2)液态金属中的原子热运动强烈,原子所具有的能量各不相 同,且瞬息万变,这种原子间能量的不均匀性,称为能量起 伏。
3)由于液态原子处于能量起伏之中,原子团是时聚时散,时 大时小,此起彼伏的,称为结构起伏。
3第一节 液态成形基础1、液态金属的性质液态金属是有粘性的流体。
粘度的物理本质是原子间作 相对运动时产生的阻力。
表面张力:在液体表面内产生的平行于液体表面、且各 向均等的张力421.2铸件的凝固组织合金从液态转变成固态的过程,称为一次结晶 或凝固。
当液态金属冷却至熔点以下,经过一定时间的孕 育,就会涌现一批小晶核,随后这些晶核按原子规则 排列的各自取向长大,与此同时又有另一批小晶核生 成和长大,直至液体全部耗尽为止。
51.2铸件的凝固组织合金从液态转变成固态的过程,称为一次结晶 或凝固。
一次结晶从物理化学观点出发,研究液态金属的 生核Formation of stable nuclei 、长大Growth of crystals、结晶组织的形成规律。
凝固从传热学观点出发,研究铸件和铸型的传热过 程、铸件断面上凝固区域的变化规律、凝固方式与 铸件质量的关系、凝固缺陷形成机制等。
631.2铸件的凝固组织凝固组织分宏观和微观。
宏观组织:铸态晶粒的形态、大小、取向、分布 微观组织:晶粒内部的亚结构的形状/大小/相 对分布/缺陷等 晶粒越细小均匀,金属材料的强度和硬度越高,塑 性和韧性越好。
71.3铸件的凝固方式和控制铸件的工艺原则铸件的凝固方式逐层凝固方式(skin-forming solidification) 糊状凝固方式(mushy solidification) 中间凝固方式(middle solidification)。

焊接基础知识第一章焊接理论一、焊接的含义焊接是利用比被焊接金属熔点低的材料,与被焊接金属一同加热,在被焊接金属不熔化的条件下,熔融焊料润湿金属表面,并在接触面上形成合金层,从而达到牢固的连接的过程。
在焊接过程中,为什么焊料能润湿被焊金属?怎么样才能得到可靠的连接?通过对焊接原理的分析,可以得到初步的了解。
一个焊点的形成要经过三个阶段的变化:1、熔融焊料在被焊金属表面的润湿阶段; 2、熔融焊料在被焊金属表面的扩展阶段; 3、熔融焊料通过毛细管作用渗透焊缝,与被焊金属在接触面上形成合金层。
其中,润湿是最重要的阶段,没有润湿,焊接无法进行。
二、焊接的润湿作用任何液体和固体接触时,都会产生程度不同的润湿现象。
焊接时,熔融焊料(液体)会程度不同地黏附在各种金属表面,并能进行不同程度的扩展,这种粘附就是湿润。
润湿得越牢,扩展面越大,润湿得越好,反之,润湿性不好或根本不湿润。
为什么会产生润湿程度的差异,其原因是液体分之(熔融焊料)与固体分子(被焊金属)之间的相互引力(粘结力)大于或小于液体分子之间的相互引力(表面张力)决定的,即:粘结力>表面张力,则湿润;粘结力<表面张力,则不湿润。
根据上述原理,焊接时降低熔融焊料的表面张力,可提高焊料对被焊金属的润湿能力。
而降低焊料表面张力的最有效手段是:焊接时使用焊剂。
为了使焊料能迅速湿润被焊金属,必须达到金属间的直接接触,也就是说焊料和被焊金属接触面必须干净,任何污染都会妨碍润湿和金属化合物生成。
因此,保持清洁的接触表面是润湿必须具备的条件。
但是金属表面总是存在氧化物、油污等,因此焊接前对被焊金属表面都要进行清洁处理。
三、焊点的形成3.1 焊点形成的作用力一个焊点形成是多种作用力综合作用的结果。
在一块清洁的铜板上涂上一层焊剂,并在上面放置一定的焊料,然后将铜板加热到规定的温度,焊料熔化后就形成了下图的形状。
图 3-3.( 图 3-2) 中可以看出,通过接触角的大小,可以衡量焊料对被焊金属润湿性能的好坏,如图 3·3 所示。
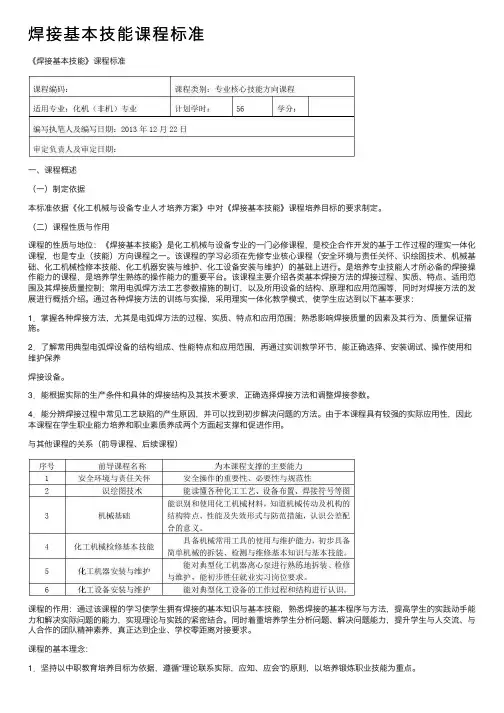
焊接基本技能课程标准《焊接基本技能》课程标准⼀、课程概述(⼀)制定依据本标准依据《化⼯机械与设备专业⼈才培养⽅案》中对《焊接基本技能》课程培养⽬标的要求制定。
(⼆)课程性质与作⽤课程的性质与地位:《焊接基本技能》是化⼯机械与设备专业的⼀门必修课程,是校企合作开发的基于⼯作过程的理实⼀体化课程,也是专业(技能)⽅向课程之⼀。
该课程的学习必须在先修专业核⼼课程(安全环境与责任关怀、识绘图技术、机械基础、化⼯机械检修本技能、化⼯机器安装与维护、化⼯设备安装与维护)的基础上进⾏。
是培养专业技能⼈才所必备的焊接操作能⼒的课程,是培养学⽣熟练的操作能⼒的重要平台。
该课程主要介绍各类基本焊接⽅法的焊接过程、实质、特点、适⽤范围及其焊接质量控制;常⽤电弧焊⽅法⼯艺参数措施的制订,以及所⽤设备的结构、原理和应⽤范围等,同时对焊接⽅法的发展进⾏概括介绍。
通过各种焊接⽅法的训练与实操,采⽤理实⼀体化教学模式,使学⽣应达到以下基本要求:1.掌握各种焊接⽅法,尤其是电弧焊⽅法的过程、实质、特点和应⽤范围;熟悉影响焊接质量的因素及其⾏为、质量保证措施。
2.了解常⽤典型电弧焊设备的结构组成、性能特点和应⽤范围,再通过实训教学环节,能正确选择、安装调试、操作使⽤和维护保养焊接设备。
3.能根据实际的⽣产条件和具体的焊接结构及其技术要求,正确选择焊接⽅法和调整焊接参数。
4.能分辨焊接过程中常见⼯艺缺陷的产⽣原因,并可以找到初步解决问题的⽅法。
由于本课程具有较强的实际应⽤性,因此本课程在学⽣职业能⼒培养和职业素质养成两个⽅⾯起⽀撑和促进作⽤。
与其他课程的关系(前导课程、后续课程)课程的作⽤:通过该课程的学习使学⽣拥有焊接的基本知识与基本技能,熟悉焊接的基本程序与⽅法,提⾼学⽣的实践动⼿能⼒和解决实际问题的能⼒,实现理论与实践的紧密结合。
同时着重培养学⽣分析问题、解决问题能⼒,提升学⽣与⼈交流、与⼈合作的团队精神素养,真正达到企业、学校零距离对接要求。
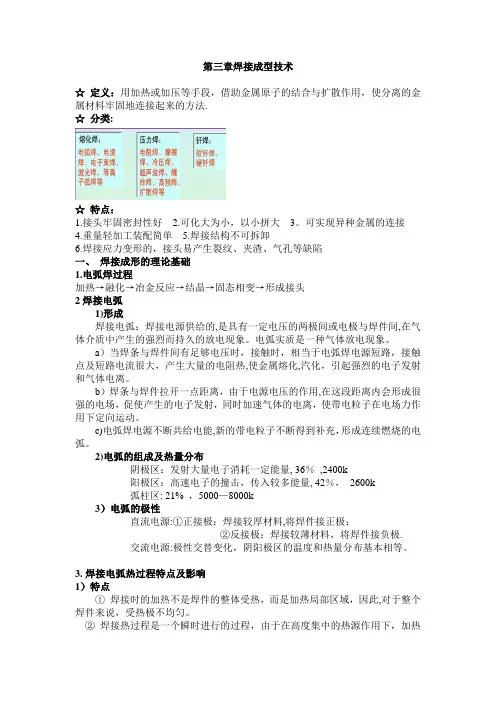
第三章焊接成型技术☆定义:用加热或加压等手段,借助金属原子的结合与扩散作用,使分离的金属材料牢固地连接起来的方法.☆分类:☆特点:1.接头牢固密封性好2.可化大为小,以小拼大3。
可实现异种金属的连接4.重量轻加工装配简单 5.焊接结构不可拆卸6.焊接应力变形的,接头易产生裂纹、夹渣、气孔等缺陷一、焊接成形的理论基础1.电弧焊过程加热→融化→冶金反应→结晶→固态相变→形成接头2焊接电弧1)形成焊接电弧:焊接电源供给的,是具有一定电压的两极间或电极与焊件间,在气体介质中产生的强烈而持久的放电现象。
电弧实质是一种气体放电现象。
a)当焊条与焊件间有足够电压时,接触时,相当于电弧焊电源短路,接触点及短路电流很大,产生大量的电阻热,使金属熔化,汽化,引起强烈的电子发射和气体电离。
b)焊条与焊件拉开一点距离,由于电源电压的作用,在这段距离内会形成很强的电场,促使产生的电子发射,同时加速气体的电离,使带电粒子在电场力作用下定向运动。
c)电弧焊电源不断共给电能,新的带电粒子不断得到补充,形成连续燃烧的电弧。
2)电弧的组成及热量分布阴极区:发射大量电子消耗一定能量, 36%,2400k阳极区:高速电子的撞击,传入较多能量, 42%,2600k弧柱区: 21% ,5000—8000k3)电弧的极性直流电源:①正接极:焊接较厚材料,将焊件接正极;②反接极:焊接较薄材料,将焊件接负极.交流电源:极性交替变化,阴阳极区的温度和热量分布基本相等。
3.焊接电弧热过程特点及影响1)特点①焊接时的加热不是焊件的整体受热,而是加热局部区域,因此,对于整个焊件来说,受热极不均匀。
②焊接热过程是一个瞬时进行的过程,由于在高度集中的热源作用下,加热速度极快。
③焊接热过程中的热源是相对运动着的,由于焊接时焊件受热的区域不断变化,使得其传热过程不稳定.2)焊接热过程对焊接质量和焊接生产率的影响①焊接时,熔池金属会与气体发生反应,从而改变金属的化学成分,而在冷却凝固时得到不同的组织,使焊缝金属产生缺陷进而使其性能发生很大变化。
焊接工程理论基础一、焊接的本质是什么?如何分类?有何优点?焊接是利用加热或加压等手段,使分离的两部分金属,借助于原子的扩散与结合而形成原子间永久性连接的工艺方法。
焊接方法的种类很多,根据实现金属原子间结合的方式不同,可分为熔化焊、压力焊和钎焊3大类。
焊接方法具有如下优点:(1)成形方便:焊接方法灵活多样,工艺简便;在制造大型、复杂结构和零件时,可采用铸焊、锻焊方法,化大为小,化复杂为简单,再逐次装配焊接而成。
(2)适应性强:采用相应的焊接方法,不仅可生产微型、大型和复杂的金属构件,也能生产气密性好的高温、高压设备和化工设备;此外,采用焊接方法,还能实现异种金属或非金属的连接。
(3)生产成本低:与铆接相比,焊接结构可节省材料10%~20%,并可减少划线、钻孔、装配等工序。
另外,采用焊接结构能够按使用要求选用材料。
在结构的不同部位,按强度、耐磨性、耐腐蚀性、耐高温等要求选用不同材料,具有更好的经济性。
二、什么是焊接电弧?电弧的构造有何特点?什么情况下有正接法与反接法之分?各区域温度约为多少?焊接电弧是电极与工件之间的强烈而持久的气体放电现象。
电弧的构造:焊接电弧由阴极区、阳极区和弧柱区3部分组成。
采用直流弧焊机焊接时有正接法与反接法之分,正接是将工件接电源正极,焊条接负极;反接是将工件接电源负极,焊条(或电极)接正极。
用钢焊条焊接工件时,阳极区温度约为2 600 K,阴极区温度约为2 400 K,电弧中心区温度最高,可达6 000~8 000 K。
三、焊条电弧焊时,对焊接电源有哪些基本要求?常用焊接电源的类型有哪些?焊条电弧焊时,对焊接电源的基本要求有:(1)具有陡降的特性;(2)具有一定的空载电压以满足引弧的需要,一般为50~90 V;(3)限制适当的短路电流,以保证焊接过程频繁短路时,电流不致无限增大而烧毁电源。
短路电流一般不超过工作电流的1.25~2倍。
常用焊接电源的类型有交流弧焊机、直流弧焊机和交、直流两用弧焊机。

焊接形状特征类型
常见的焊接形状特征类型有:凸焊道、扁焊道、平焊道和角焊道。
1. 凸焊道:焊接后形成的焊缝凸出在工件表面,形成一种凸起形状。
通常用于对焊缝的机械性能、密封性和外观要求较高的情况。
适用于压力容器、管道和液压设备等领域。
2. 扁焊道:焊缝凹陷在工件表面,形成一种扁平形状。
适用于焊接较薄的工件,在焊接过程中可以实现更好的热控制和焊接效果。
主要用于焊接薄板材和薄壁管道等需要减小变形和残余应力的情况。
3. 平焊道:焊缝与工件表面平齐,形成一种平面形状。
常用于对焊缝外观和平整度要求较高的情况。
可以提供良好的外观效果和结构连接,适用于装饰性焊接和需要精确加工尺寸的工件焊接。
4. 角焊道:焊缝形成的一种凹陷成角度形状的焊道。
电焊技术理论知识⼊门基础 电焊技术理论知识促使我国电焊焊接技术的进⼀步改善,保证电焊技术在⼯业中的安全使⽤。
那么你对电焊知识了解多少呢?以下是由店铺整理关于电焊技术理论知识的内容,希望⼤家喜欢! 电焊技术理论知识 1、什么叫电焊? 两种或两种以上材质(同种或异种),通过加热或加压或⼆者并⽤,达到原⼦之间的结合⽽形成永久性连接的⼯艺过程。
2、什么叫电弧? 由焊接电源供给的,在两极之间产⽣强烈⽽持久的⽓体放电现象。
按电流种类可分为:交流电弧,直流电弧,脉冲电弧。
按电弧状态可分为:⾃由电弧和压缩电弧。
按电极材料可分为:融化极电弧和不融化极电弧。
3、什么叫母材? 被焊接的⾦属。
4、什么叫熔滴? 焊丝先端受热后熔化,并向熔池过渡的液态⾦属滴。
5、熔池:熔焊时焊件上形成的具有⼀定⼏何形状的液态⾦属部分、 6、焊缝:熔焊后焊件所形成的结合部分。
7、焊缝⾦属:由融化的母材和填充⾦属(焊丝,焊条…)凝固后形成的那部分⾦属。
8、保护⽓体:焊接中⽤于保护⾦属熔滴及熔池免受外界有害⽓体侵⼊的⽓体。
9、 Co2焊接、MAG焊接、MIG焊接、TIG焊接、 SMAM焊接。
10、焊接材料:焊条、焊丝、焊剂、⽓体、电极、衬垫等。
11、焊丝:焊接时作为填充⾦属,⽤于导电的⾦属丝。
12、咬边:由于焊接⾦属参数选择不正确或操作⽅法不正确沿焊趾(融合线上)的母材部位产⽣的沟槽或凹陷。
13、未焊透:焊接时街头根部未完全熔透。
14、未熔合:焊接时焊道与母材之间或焊道与焊道之间,未能完全融化结合的部分。
15、焊接飞溅、熔焊过程中,融化的⾦属颗粒和熔渣向周围飞散的现象。
16、焊瘤:焊接过程中,熔化⾦属流淌到焊缝以外未熔化的母材上形成的⾦属瘤。
17、夹渣:焊渣残留在焊缝中的现象。
防⽌冷裂纹采取的措施: (1)、建⽴低氢的焊接环境。
(2)、制定合理的焊接⼯艺和顺序。
(3)、焊前进⾏预热个控制层间温度(100°~150°) (4)、焊后⽴即进⾏消氢处理(300°~400°*2h) (5)、焊后消应热处理(600°~650°*2h) 电焊防触电原理 外壳不接地的情况:在电焊机绝缘损坏时焊机外壳将带有电压,如果这时有⼈触及焊机外壳,⼈体与⼤地及电源中性点⼯作接地线(三相四线制系统中性点⼀般都接地)构成回路,如上图中带箭头虚线所⽰,电流将通过⼈体造成触电事故。