第十一章机械装配工艺基础
- 格式:doc
- 大小:285.00 KB
- 文档页数:4
第十一章机械装配工艺基础一、填空题1 、机器的质量主要取决于机器设计的正确性、零件加工质量和______________。
2 、保证装配精度的方法有:互换法、选择法、___________和_______________。
3 、查找装配尺寸链时,每个相关零、部件能有___________个尺寸作为组成环列入装配尺寸链。
4 、产品的装配精度包括:尺寸精度、位置精度、____________和_____________。
5 、采用更换不同尺寸的调整件以保证装配精度的方法叫做____________调整法。
6 、装配尺寸链中,互换法:(1)极值法适用于___________场合,(2)概率法适用于________场合。
7 、机械的装配精度不但取决于_______________________,而且取决于____________________。
8 、互换法就是在装配时各配合零件不经___________或____________即可达到装配精度的方法。
二、判断题(正确的打√,错误的打Ⅹ)1 、在查找装配尺寸链时,一个相关零件有时可有两个尺寸作为组成环列入装配尺寸链。
()2 、一般在装配精度要求较高,而环数又较多的情况下,应用极值法来计算装配尺寸链。
()3 、修配法主要用于单件、成批生产中装配组成环较多而装配精度又要求比较高的部件。
()4 、调整装配法与修配法的区别是调整装配法不是靠去除金属,而是靠改变补偿件的位置或更换补偿件的方度。
()5 、协调环(相依环)是根据装配精度指标确定组成环公差。
()6 、采用分组互换法(即分组选配法),装配时按对应组装配。
对于不同组,由于T 孔与T 轴不等,因此得出的最大与最小间隙也会不同,从而使得配合性质也不同()三、选择题(将正确答案的序号填在题目)1 、用完全互换法装配机器一般适用于___________的场合。
A 、大批大量生产B、高精度多环尺寸链 C 、高精度少环尺寸链D、单件小批生产2 、装配尺寸链的出现是由于装配精度与___________有关。
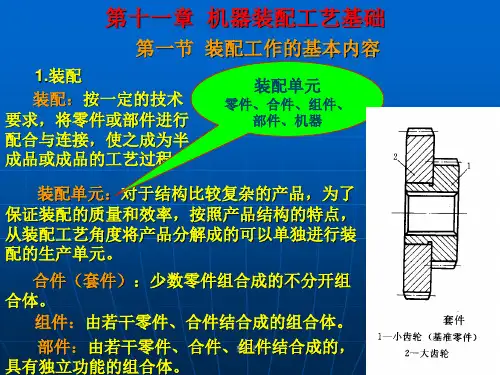
机械装配工艺基础讲义2007-11-03 20:091. 装配的概念:装配就是按照规定的技术要求,将零件、组件和部件进行配合和连接,使之成为半成品或成品,并对其进行调试和检测的工艺过程。
其中,把零件、组件装配成部件的过程称为部装;把零件、组件和部件装配成产品的过程称为总装。
2. 装配的工作内容:2.1清洗:清洗的目的是祛除零件表面或部件中的油污以及机械杂质。
清洗的方法有擦洗、锓洗、喷洗和超声波清洗等。
2.2联接:将来两个或两个以上的零件结合在一起的工作称为联接。
可拆卸的联接有螺纹联接、键联接和销联接等;不可拆卸联接有过盈配合联接、焊接、铆接等。
2.3校正、调整和配作:校正就是在装配过程中通过找正、找平及相应的调整工作来确定相关零件的相互位置关系;调整就是调节相关零件的相互位置,除了在配合校正中所作的对零部件间位置精度的调节之外,还包括对各运动副间隙的调整以保证零部件间的运动精度;配作是指在装配过程中的配钻、配铰、配刮、配磨等一些附加的钳工和机加工工作。
2.4平衡:平衡的方法有加重、减重、调节等。
3.装配的精度3.1装配精度的内容3.1.1尺寸精度:指装配后零部件间应保证的距离和间隙。
3.1.2位置精度:指装配后零部件间应保证的平行度、垂直度等。
3.1.3运动精度:指装配后有相对运动的零部件在运动方向和运动准确性上应保证的要求。
3.1.4接触精度:指两配合表面、接触表面和连接表面间达到规定的接触面积和接触点分布的要求。
3.2影响装配精度的因素3.1零件的加工精度3.2零件之间的配合要求和接触质量3.3零件的变性3.4旋转零件的不平衡3.5个人的装配技术4.保证装配精度的工艺方法4.1互换法4.1.1完全互换法:装配时各配合零件不需要挑选、修配和调整,就可以达到规定的装配精度。
4.1.2部分互换法4.2选配法4.2.1直接选配法4.2.2分组选配法4.2.3复合选配法4.3修配法4.4调整法5.装配尺寸链5.1装配尺寸链的概念:在机器的装配过程中,由相关零件的尺寸或相互位置关系所组成的尺寸链。
机械装配工艺与技术机械装配是一项重要的制造工艺,它涉及到各种机械零件的装配组合、调试和测试。
机械装配工艺与技术的优化可以提高产品的质量和生产效率,同时也对企业的竞争力产生积极影响。
本文将从机械装配的基础要素、装配流程管理以及常用的装配技术等方面进行论述。
一、机械装配的基础要素机械装配的基础要素包括零件、装配图纸和工具设备。
首先,零件是机械装配中的基本单位,需要按照一定的规范进行加工和管理。
其次,装配图纸是指导装配工作的重要依据,需要通过准确的图纸和标注来确保装配的正确性。
最后,工具设备是进行机械装配的必备工具,不同的装配工艺需要配备不同的工具设备以完成装配任务。
二、装配流程管理装配流程管理是指对机械装配过程进行组织、调度和控制,以实现高效率和高质量的装配工作。
在进行装配流程管理时,可以采用以下几个步骤。
1.装配计划制定:根据产品的需求和装配任务的要求,制定详细的装配计划。
该计划应包括装配的时间安排、所需的零件和工具设备,以及质量控制的要求等。
2.零件准备:按照装配计划,组织零件的准备工作。
这包括检查零件的数量和质量,将零件分类和编号以方便装配,以及对零件进行清洗和润滑等处理。
3.装配过程:根据装配图纸和工艺要求,进行机械装配工作。
在装配过程中,要注意装配顺序和方法,保证每个零件的正确安装和连接,同时遵循质量控制的要求进行检查和测试。
4.装配记录和反馈:在装配过程中,及时记录装配的情况和问题,并及时进行反馈和处理。
这对于及时纠正装配中的偏差和问题,以及后续的质量改进和优化非常重要。
三、常用的装配技术在机械装配中,常用的装配技术包括机械装配、焊接、螺纹连接、齿轮传动等。
这些技术在不同的装配任务中有着不同的应用。
1.机械装配:机械装配是一种常见的组装方法,它通过将零部件按照一定的顺序组装并连接起来,形成完整的机械产品。
2.焊接:焊接是一种将两个或多个零件通过熔化并在熔融金属的填充材料固化后连接在一起的方法。
机械装配工艺基础知识培训教材机械装配是现代工业生产的一大重要环节,良好的装配工艺不仅能够提高产品的品质和性能,还能够提高产品的生产效率和工作安全性。
由于机械装配的过程涉及到许多细节问题,因此对于机械装配工艺基础知识的培训教材显得至关重要。
一、机械装配的基本原理在机械装配的过程中,要根据实际情况选择合适的装配工艺。
机械装配涉及到许多基本原理,如果不掌握好基本原理,就很难掌握机械装配的技能。
1、尺寸积累原理在机械装配的过程中,尺寸相差大的零件需要增加一个适当的间隙来保证机械装配后的精度。
这里需要注意的是,如果累加的尺寸过多,就会影响机械装配后的精度。
2、配合原理在机械装配过程中,必须保证各零件的精度和配合性能。
不同零件之间的配合方式有很多种,如公差配合、过盈配合、滑动配合等。
对于不同的零件,选用不同的配合方式能够避免不必要的麻烦。
3、装配顺序原理在机械装配的过程中,要根据零件的特殊情况确定装配顺序。
同时,需要遵循先易后难、先小后大的装配原则。
二、机械装配工艺的基本流程机械装配工艺的基本流程包括准备工作、装配顺序、零件清洗、检查和调整等几个步骤。
下面,我们分别介绍。
1、准备工作在机械装配之前,需要对待装配的零件进行常规检查和清理。
包括检查零件是否符合制造和质量要求、清除零件上的铁屑和灰尘等。
同时需要确认机床、测量仪器和工具是否按照装配工艺要求进行选择和校对,以保证成品的准确性和精度。
2、装配顺序在机械装配的过程中,需要根据零件之间的配合和工艺要求来确定装配顺序。
装配顺序必须按照先易后难、先小后大的顺序进行,以保证装配的有效性和安全性。
3、零件清洗在机械装配的过程中,需要对待装配的零件进行清洗和润滑。
这样可以保持装配环境的干净和清洁,同时为装配后的产品提供保护。
4、检查和调整在机械装配完成后,需要对装配的零件进行检查和调整。
检查应包括零件的精度和表面质量,通过调整可以达到最终的装配目的。
三、机械装配工艺中需要注意的几个点在机械装配的过程中,需要注意几个方面的问题,这些问题都对最终的装配产品会产生影响。
第十一章机械装配工艺基础
一、填空题
1 、机器的质量主要取决于机器设计的正确性、零件加工质量和______________。
2 、保证装配精度的方法有:互换法、选择法、___________和_______________。
3 、查找装配尺寸链时,每个相关零、部件能有___________个尺寸作为组成环列入装配尺寸链。
4 、产品的装配精度包括:尺寸精度、位置精度、____________和_____________。
5 、采用更换不同尺寸的调整件以保证装配精度的方法叫做____________调整法。
6 、装配尺寸链中,互换法:(1)极值法适用于___________场合,(2)概率法适用于________场合。
7 、机械的装配精度不但取决于_______________________,而且取决于____________________。
8 、互换法就是在装配时各配合零件不经___________或____________即可达到装配精度的方法。
二、判断题(正确的打√,错误的打Ⅹ)
1 、在查找装配尺寸链时,一个相关零件有时可有两个尺寸作为组成环列入装配尺寸链。
()
2 、一般在装配精度要求较高,而环数又较多的情况下,应用极值法来计算装配尺寸链。
()
3 、修配法主要用于单件、成批生产中装配组成环较多而装配精度又要求比较高的部件。
()
4 、调整装配法与修配法的区别是调整装配法不是靠去除金属,而是靠改变补偿件的位置或更换补偿件的方度。
()
5 、协调环(相依环)是根据装配精度指标确定组成环公差。
()
6 、采用分组互换法(即分组选配法),装配时按对应组装配。
对于不同组,由于T 孔与T 轴不等,因此得出的最大与最小间隙也会不同,从而使得配合性质也不同()
三、选择题(将正确答案的序号填在题目)
1 、用完全互换法装配机器一般适用于___________的场合。
A 、大批大量生产B、高精度多环尺寸链 C 、高精度少环尺寸链D、单件小批生产
2 、装配尺寸链的出现是由于装配精度与___________有关。
A 、多个零件的精度B、一个零件主要零件的精度 C 、生产量D、所用的装配工具
3 、互换装配法一般多用于高精度___________环尺寸链或低精度的__________环尺寸链中。
A 、多、多B、少、少 C 、多、少D、少、多
4 、分组选配法是将组成环的公差放大到经济可行的程度,通过分组进行装配,以保证装配精度的一种装配方法,因此它适用于组成环不多,而装配精度要求高的场合。
A 、单件生产B、小批生产 C 、中批生产D、大批大量生产
5 、装配尺寸链的构成取决于。
A 、零部件结构的设计B、工艺过程方案 C 、具体加工方法
6 、用改变零件的位置( 移动、旋转或移动旋转同时进行)来达到套配精度的方法叫。
A 、可动调整法B、固定调整法 C 、误差抵消调整法
四、名词解释
1 、可动调整法
2 、协调环(相依环)
3 、公共环
4 、装配尺寸链组成最短原则
五、问答题
1、说明装配尺寸链中组成环、封闭环、相依环(协调环)和公共环的含意?(见题解)
2、保证机器或部件装配精度的主要方法有几种?
3、极值法解尺寸链与概率法解尺寸链有何不同?各用于何种情况?(见题解)
4、何谓修配法?其适用的条件?采用修配法获得装配精度时,选取修配环的原则是什么?若修配环在装配尺寸链中所处的性质(指增环或减环)不同时,计算修配环尺寸的公式是否相同?为什么?
5、何谓选配装配法?其适用的条件?如果相配合工件的公差不等,采用分组互换法将产生什么后果?
6、何谓调整法?可动调整法、固定调整法和误差抵消调整法各有什么优缺点?
7.制订装配工艺规程的原则及原始资抖是什么?制订装配工艺的步骤是什么?
六、计算题
1.如图11一1所示CA6140车床主轴法兰盘装配图,根据技术要求,主轴前端法兰盘与床头箱端面间保持间隙在0.38~0.95mm范围内,试查明影响装配精度的有关零件上的尺寸,并求出有关尺寸的上、下偏差。
2.如图11-2所示为齿轮箱部件,根据使用要求齿轮轴肩与轴承端面间的轴向间隙应在1~1.75mm之间范围内。
若已知各零件的基本尺寸为
A1=101mm,A2=50mm,A3=A5=5mm,A4=140mm。
试确定这些尺寸的公差及偏差。
3.如图11-3所示主轴部件,为保证弹性挡圈能顺利装入,要求保持轴向间隙为A0=0mm。
已知条件:
A1=32.5mm,A2=35mm,A3=2.5mm,试计算确定各组成零件尺寸的上、下偏差。
图11-1
4.图11一4所示为键槽与键的装配尺寸结构。
其尺寸是:A1=20mm,A2=20mm,A0=0mm。
1)当大批量生产时,采用完全互换法装配,试求各组成零件尺寸的上下偏差。
2)当小批量生产时,采用修配法装配;试确定修配的零件并求出各有关零件尺寸的公差。
图11-2图11-3图11-4
5.图11-5所示为某一齿轮机构的局部装配图。
装配后要求保证轴右端与右端轴承端面之间的间隙在0.05~0.25mm内,试用极值法和概率法计算各组成环的尺寸公差及上、下偏差,并比较两种方法的结果。
图11-5
6.查明图11-6所示立式铣床总装时,保证主轴回转轴线与工作台面之间垂直度精度的装配尺寸链。