CPK+SPC
- 格式:pdf
- 大小:2.00 MB
- 文档页数:49


结构件Cpk及SPC执行操作规范_终端 文档密级:内部公开
2022-02-19 富诚达机密,未经许可不得扩散 第1页, 共6页
对应的流程/规范
文件名称 文件编码
终端整机开发流程 IPD/MRD/MPED/DMPED_P03_D
结构开发流程_终端手机 IPD_MRD_MPED_DMPED_DMD_P004553
1. 目的
规范终端结构件对Cpk、SPC具体要求和操作,以推动Cpk、SPC在生产过程的合理应用,有效监控结构件的品质状况,提升物料制程的稳定。
2. 概述
本规范规定了终端结构件对产品在试制、爬坡和量产阶段Cpk的要求,包括抽样方法、报告的产生及Cpk异常时处理方法,及爬坡、量产时的SPC管理方法。
3.
术语
名称 定义
Cpk 制程能力指数,用一个数值来表达制程的水准;
SPC 统计制程控制:用于确认产品生产的制程是否达到统计制程状态的质量应用工具;
4. 内容
4.1 角色及职责
角色名称 职责
MD 1. 制定产品尺寸规格,并在工程图上标注和定义Cpk尺寸;
2. 负责产品在正式签样前各试制阶段Cpk的开发和报告的审核,对Cpk未符合富诚达要求的尺寸进行改善(包括要求供应商模具的改善、产品的结构变更、尺寸规格的变更等);
3. 在TR4A 前进行正式签样时Cpk要达到富诚达要求,即供应商的SV3 阶段完成CPK≥1.33的符合性开发和管理。
结构件PE-T 1. 负责产品正式签样后到TR6 的SPC的过程监控和报告审核,对SPC未符合富诚达要求的制程过程进行改善(包括但不限于要求供应商模具的改善,反馈研发要求其对产品的结构变更、尺寸规格的变更等)。
2. SV3阶段提前介入,协助MD进行CPK管理。
结构件NPI 负责产品量产SPC过程监控和报告的审核,并挖掘供应商执行过程问题,总结稽查问题清单。
结构件SQE 1. 在结构件NPI对量产阶段SPC过程监控和报告审核时,供应商对于本操作规范中SPC/CPK管理要求响应不积极时,结构件SQE推动供应商改善落地。
SPC、MSA、CPK综合考试试题
姓名: 职位: 日期: 得分:
一、填空题(每空3分,共计24分)
1.判定测量系统在主要焦点是: 。
2.测量系统是指:用来对被测特性赋值的 用来获得测量结果的整个过程。
3.重复性,再现性的接受准则:测量系统能接受标准 ;测量系统有条件接受标准 ;测量系统不能接受标准 。
4.过程能力指数有: 。
5.测量系统的五性分析是指: 。
6.统计过程控制(SPC)是一类 系统。
二、判断题(每空2分,共计20分)
1.所有的特殊性均应使用统计过程控制。( )
2.计数型量具是将各个零件与某些指定限值相比较,如果满足限值则接受零件,否则拒收。( )
3.样品必须从过程中选取并代表其整个工作范围。若每天取一个样本,持续若干天。( )
4.机器能力指数是通过很长一段时间内进行的测量,应在足够长的时间内收据数据,将数据画在控制图上,如未发现变差的特殊原因,变可计算长期的能力指数。( )
5.在绘制控制图时,不管采取何种方法,均应注意控制图应能显示过程受控,否则不能计算过程能力。( )
6.特殊原因都是恶性的,都应该进行消除。( )
7.当过程能力较高时,为降低成本,采取方法使之降低,这与持续改进项矛盾,不可取。( )

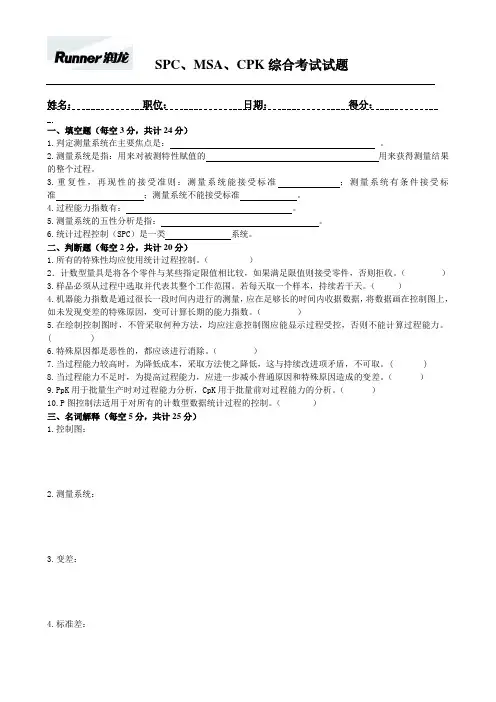
X—R 管 制 圖管制圖編號: 製 品R圖名 稱管制項目測量單位日期/時間批號12345678910111213141516171819202122232425ΣX=3224.95樣125.7825.7925.8225.8125.7825.7925.7825.7825.8325.8325.7725.8425.8025.8325.7825.7925.8325.8025.7925.7925.8025.7925.8025.8025.79ΣR=1.00本225.8125.8025.7725.8325.8125.8125.7825.7625.8425.7825.8125.8225.8025.7725.8025.8125.7825.8125.8125.8125.8225.8425.8225.7925.81測325.8025.8025.8225.8425.8225.8125.8025.7825.8025.7625.7925.8025.7825.8225.7925.7825.7925.8425.8125.7825.8125.8125.8125.7825.81定425.7925.8125.7825.7825.7725.8025.8125.7925.8325.7825.8225.8325.8125.7625.8125.7925.8125.8025.8125.8125.8025.7825.8025.8125.79> USL 藍色值525.7825.8125.7925.8225.7725.8025.8025.8025.8025.7725.8025.8025.8225.7925.7825.7925.7925.8225.7825.7925.8325.7825.8025.7725.82< LSL 紅色 N=125ΣX128.95129.00128.97129.08128.95129.01128.97128.91129.09128.93128.99129.09129.00128.97128.96128.97129.00129.06129.00128.98129.05128.99129.03128.95129.02X25.7925.8025.7925.8225.7925.8025.7925.7825.8225.7925.8025.8225.8025.7925.7925.7925.8025.8125.8025.8025.8125.8025.8125.7925.80X=25.80R0.030.010.050.060.050.020.040.030.040.070.050.040.040.070.040.030.040.040.030.030.030.060.020.040.04R=0.04x

第1页 共5页
SPC概念
现在很多的客户要求了解你生产设备的能力,都要求看你的Cpk值。什么是Cpk值?
要详细的了解,还是要看SPC。
SPC相关术语解释
-------Cpk or Ppk
CPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
制程能力研究在於确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。
当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk值的测试。
CPK值越大表示品质越佳。
CPK=min((X-LSL/3s),(USL-X/3s))
Cpk——过程能力指数
CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]
Cpk应用讲议
1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2. 同Cpk息息相关的两个参数:Ca , Cp.
Ca: 制程准确度。 Cp: 制程精密度。
3. Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)
4. 当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5. 计算取样数据至少应有20~25组数据,方具有一定代表性。
6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。