典型零件机械加工工艺过程
- 格式:doc
- 大小:59.50 KB
- 文档页数:5
第4章典型零件的机械加工工艺分析本章要点本章介绍典型零件的机械加工工艺规程制订过程及分析,主要内容如下:1.介绍机械加工工艺规程制订的原则与步骤。
2.以轴类、箱体类、拨动杆零件为例,分析零件机械加工工艺规程制订的全过程。
本章要求:通过典型零件机械加工工艺规程制订的分析,能够掌握机械加工工艺规程制订的原则和方法,能制订给定零件的机械加工工艺规程。
§4.1 机械加工工艺规程的制订原则与步骤§4.1.1机械加工工艺规程的制订原则机械加工工艺规程的制订原则是优质、高产、低成本,即在保证产品质量前提下,能尽量提高劳动生产率和降低成本。
在制订工艺规程时应注意以下问题:1.技术上的先进性在制订机械加工工艺规程时,应在充分利用本企业现有生产条件的基础上,尽可能采用国内、外先进工艺技术和经验,并保证良好的劳动条件。
2.经济上的合理性在规定的生产纲领和生产批量下,可能会出现几种能保证零件技术要求的工艺方案,此时应通过核算或相互对比,一般要求工艺成本最低。
充分利用现有生产条件,少花钱、多办事。
3.有良好的劳动条件在制订工艺方案上要注意采取机械化或自动化的措施,尽量减轻工人的劳动强度,保障生产安全、创造良好、文明的劳动条件。
由于工艺规程是直接指导生产和操作的重要技术文件,所以工艺规程还应正确、完整、统一和清晰。
所用术语、符号、计量单位、编号都要符合相应标准。
必须可靠地保证零件图上技术要求的实现。
在制订机械加工工艺规程时,如果发现零件图某一技术要求规定得不适当,只能向有关部门提出建议,不得擅自修改零件图或不按零件图去做。
§4.1.2 制订机械加工工艺规程的内容和步骤1.计算零件年生产纲领,确定生产类型。
2.对零件进行工艺分析在对零件的加工工艺规程进行制订之前,应首先对零件进行工艺分析。
其主要内容包括:(1)分析零件的作用及零件图上的技术要求。
(2)分析零件主要加工表面的尺寸、形状及位置精度、表面粗糙度以及设计基准等;(3)分析零件的材质、热处理及机械加工的工艺性。
典型零件机械加工工艺与实例典型零件机械加工工艺与实例机械加工是制造业中一种重要的工艺技术,它可以将原材料加工成特定的形状和尺寸的零件。
在机械加工过程中,不同的零件需要采用不同的加工工艺,下面将介绍一些典型的零件机械加工工艺并给出实例。
1.车削加工车削是一种常见的切削加工工艺,它可以将圆柱形的工件加工成不同形状和尺寸的零件。
车削加工通常使用车床进行加工,将工件固定在车床上,然后通过旋转刀具的方式将工件加工成所需形状和尺寸。
例如,汽车发动机的曲轴就是通过车削加工加工而成的。
2.铣削加工铣削是一种将工件放置在铣床上进行加工的工艺技术。
铣削加工可以将工件从不同角度进行加工,可以加工出各种形状的凹凸面和倒角等。
例如,机床上的床身、工作台和立柱等零件,都是通过铣削加工加工而成的。
3.钻孔加工钻孔是一种加工孔洞的工艺技术,可以将工件上的孔洞加工成不同形状和尺寸的孔洞。
钻孔加工通常使用钻床进行加工,将工件固定在钻床上,然后通过旋转钻头的方式将工件加工成所需形状和尺寸。
例如,电器设备中的插座、开关和电线等,都是通过钻孔加工加工而成的。
4.冲压加工冲压是一种加工薄板材料的工艺技术,可以将材料加工成各种形状和尺寸的零件。
冲压加工通常使用冲床进行加工,将材料固定在冲床上,然后通过冲床上的模具将材料加工成所需形状和尺寸。
例如,汽车车身、电器外壳和日常生活中的金属制品等,都是通过冲压加工加工而成的。
以上是一些典型的零件机械加工工艺,虽然加工工艺不同,但都需要精确的加工工艺和技术,以达到所需的加工效果。
在实际加工中,应根据不同的工件选择合适的加工工艺,以提高生产效率和加工质量。
齿轮典型零件的加工工艺过程
嘿,朋友们!今天咱来聊聊齿轮典型零件的加工工艺过程,这可有意思啦!
你想想看,齿轮就像是机械世界里的小魔法师,让各种机器乖乖听话,转起来顺顺溜溜的。
那它们是怎么被制造出来的呢?
首先啊,得有合适的材料。
就好比做菜得有新鲜的食材一样,这材料可不能马虎。
得挑那些结实耐用的,不然齿轮还没怎么转呢,就这儿裂那儿坏的,那不就成笑话啦!
然后呢,就是加工啦!这就像是给齿轮来一次华丽的变身。
要把它车削啊、铣削啊,把那些多余的部分去掉,让它一点点变成我们想要的形状。
这过程可不简单,就跟雕刻大师精心雕琢作品似的,得小心翼翼,又得有真功夫。
接着还有热处理呢!这可是让齿轮变得更厉害的关键一步。
经过热处理,齿轮就像被打了鸡血一样,硬度啊、耐磨性啊都大大提高。
你说神奇不神奇?
再之后就是磨削啦!把齿轮表面磨得光光滑滑的,让它转起来更顺畅,就跟给它做了个美容似的。
在这整个过程中,每一步都得拿捏得死死的。
就好比走钢丝,一步错了,那可就前功尽弃啦!工人师傅们就像神奇的魔术师,把那些原材料一点点变成了精巧的齿轮。
你说这加工工艺是不是很了不起?没有这些精湛的工艺,哪来那些厉害的机器呀!那些大机器能轰隆隆地转起来,可都多亏了这些小小的齿轮和背后的加工工艺呢!咱得好好感谢那些默默付出的工人师傅们,是他们让这一切成为可能。
所以啊,可别小看了这齿轮典型零件的加工工艺过程,这里面的学问大着呢!它就像是机械世界的基石,支撑着整个庞大的体系。
下次你再看到那些复杂的机器,可别忘了想想它们里面的齿轮是怎么被制造出来的哟!这真的是太神奇,太让人惊叹啦!。
零件加工工艺流程图零件加工工艺流程图主要是指将原材料通过一系列加工工艺和工序加工成最终产品的过程。
下面是一个典型的零件加工工艺流程图,包含以下几个关键工艺和工序。
第一步:原材料准备1. 初步检查原材料质量和规格是否符合要求;2. 使用机械设备将原材料进行截断,确保尺寸符合工艺要求;3. 为了提高材料的切削性能,可以对原材料进行火焰热处理。
第二步:粗加工1. 使用加工中心或车床将原材料进行初步加工,包括车削、铣削、钻孔等工序;2. 根据设计要求,进行粗磨和刨削,以形成基本的几何形状;3. 进行相关表面处理,如打磨、抛光等。
第三步:精加工1. 进一步进行车削、铣削、钻孔等精细加工工序;2. 对产品进行精磨和研磨,以提高几何和尺寸精度;3. 进行光洁度检测和表面质量检查。
第四步:热处理1. 对零件进行热处理,包括淬火、回火、退火等工艺;2. 通过热处理改变零件的物理和化学性质,提高其强度和耐磨性。
第五步:表面处理1. 零件经过镀铬、电镀、镀镍等表面处理;2. 通过表面处理提高零件的抗腐蚀性能、耐磨损性能等。
第六步:装配和焊接1. 将多个零件进行装配,使用螺栓、焊接等方法进行固定;2. 进行装配过程中的调试和检测,确保零件装配正确。
第七步:质量检验1. 对加工完成的零件进行质量检验,包括尺寸检测、硬度测试、金属组织分析等;2. 检查零件表面的光洁度、毛刺等。
第八步:包装和运输1. 将加工完成的零件进行包装,以防止零件在运输过程中受到损坏;2. 运输零件到目的地。
以上是一个典型的零件加工工艺流程图,包括原材料准备、粗加工、精加工、热处理、表面处理、装配和焊接、质量检验、包装和运输等关键工艺和工序。
不同的零件加工流程可能会有所不同,但大致流程是相似的。
通过合理的工艺流程和工序控制,可以确保零件加工的质量和精度,提高零件的整体性能和寿命。
机械制造技术教程3典型零件加工工艺工程3.1轴类零件的加工3.1.1概述1.轴类零件的功能和结构特点轴类零件是机械零件中的关键零件之一,主要用以传递旋转运动和扭矩,支撑传动零件并承受载荷,而且是保证装在轴上零件回转精度的根底,轴类零件是回转体零件,一般来说其长度大于直径。
轴类零件的主要加工外表是内、外旋转外表,次要外表有键槽、花键、螺纹和横向孔等。
轴类零件按结构形状可分为光轴、阶梯轴、空心轴和异型轴(如曲轴、凸轮轴、偏心轴等),按长径比(l/d)又可分为刚性轴(l/d≤12)和挠性轴(l/d>12)。
其中,以刚性光轴和阶梯轴工艺性较好。
2.轴类零件的技术要求(1)尺寸精度。
尺寸精度包括直径尺寸精度和长度尺寸精度。
精密轴颈为IT5级,重要轴颈为IT6~IT8级,一般轴颈为IT9级。
轴向尺寸一般要求较低。
(2)相互位置精度。
相互位置精度,主要指装配传动件的轴颈相对于支承轴颈的同轴度及端面对轴心线的垂直度等。
通常用径向圆跳动来标注。
普通精度轴的径向圆跳动为0.01~0.03㎜,高精度的轴径向圆跳动通常为0.005~0.01㎜。
(3)几何形状精度。
几何形状精度主要指轴颈的圆度、圆柱度,一般应符合包容原那么(即形状误差包容在直径公差范围内)。
当几何形状精度要求较高时,零件图上应单独注出规定允许的偏差。
(4)外表粗糙度。
轴类零件的外表粗糙度和尺寸精度应与外表工作要求相适应。
通常支承轴颈的外表粗糙度值Ra为3.2~0.4μm,配合轴颈的外表粗糙度值Ra为0.8~0.1μm。
3.轴类零件的材料与热处理轴类零件应根据不同的工作情况,选择不同的材料和热处理标准。
一般轴类零件常用中碳钢,如45钢,经正火、调质及局部外表淬火等热处理,得到所要求的强度、韧性和硬度。
对中等精度而转速较高的轴类零件,一般选用合金钢(如40Cr等),经过调质和外表淬火处理,使其具有较高的综合力学性能。
对在高转速、重载荷等条件下工作的轴类零件,可选用20CrMnTi、20Mn2B、20Cr等低碳合金钢,经渗碳淬火处理后,具有很高的外表硬度,心部那么获得较高的强度和韧性。
第4章典型零件的机械加工工艺分析本章要点本章介绍典型零件的机械加工工艺规程制订过程及分析,主要内容如下:1.介绍机械加工工艺规程制订的原则与步骤。
2.以轴类、箱体类、拨动杆零件为例,分析零件机械加工工艺规程制订的全过程。
本章要求:通过典型零件机械加工工艺规程制订的分析,能够掌握机械加工工艺规程制订的原则和方法,能制订给定零件的机械加工工艺规程。
§4.1 机械加工工艺规程的制订原则与步骤§4.1.1机械加工工艺规程的制订原则机械加工工艺规程的制订原则是优质、高产、低成本,即在保证产品质量前提下,能尽量提高劳动生产率和降低成本。
在制订工艺规程时应注意以下问题:1.技术上的先进性在制订机械加工工艺规程时,应在充分利用本企业现有生产条件的基础上,尽可能采用国内、外先进工艺技术和经验,并保证良好的劳动条件。
2.经济上的合理性在规定的生产纲领和生产批量下,可能会出现几种能保证零件技术要求的工艺方案,此时应通过核算或相互对比,一般要求工艺成本最低。
充分利用现有生产条件,少花钱、多办事。
3.有良好的劳动条件在制订工艺方案上要注意采取机械化或自动化的措施,尽量减轻工人的劳动强度,保障生产安全、创造良好、文明的劳动条件。
由于工艺规程是直接指导生产和操作的重要技术文件,所以工艺规程还应正确、完整、统一和清晰。
所用术语、符号、计量单位、编号都要符合相应标准。
必须可靠地保证零件图上技术要求的实现。
在制订机械加工工艺规程时,如果发现零件图某一技术要求规定得不适当,只能向有关部门提出建议,不得擅自修改零件图或不按零件图去做。
§4.1.2 制订机械加工工艺规程的内容和步骤1.计算零件年生产纲领,确定生产类型。
2.对零件进行工艺分析在对零件的加工工艺规程进行制订之前,应首先对零件进行工艺分析。
其主要内容包括:(1)分析零件的作用及零件图上的技术要求。
(2)分析零件主要加工表面的尺寸、形状及位置精度、表面粗糙度以及设计基准等;(3)分析零件的材质、热处理及机械加工的工艺性。
典型零件机械加工工艺与实例一、引言在制造业中,机械加工是一项至关重要的工艺,它用于将原材料加工成各种形状和尺寸的零件。
典型零件机械加工工艺是指那些在机械加工过程中常见且广泛应用的工艺方法。
本文将探讨几种典型的零件机械加工工艺,并提供实例进行说明。
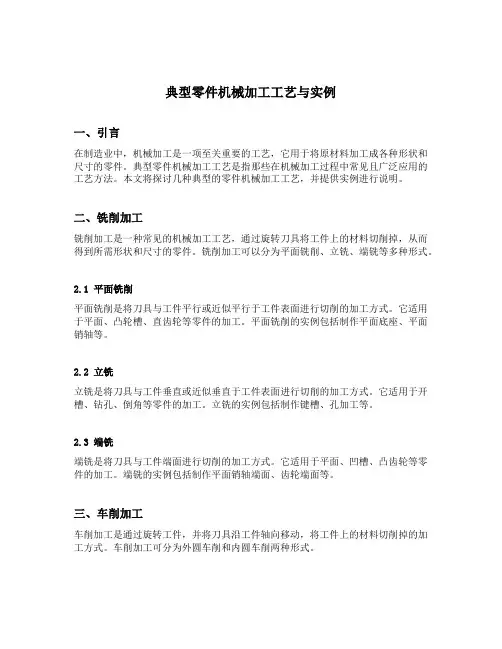
二、铣削加工铣削加工是一种常见的机械加工工艺,通过旋转刀具将工件上的材料切削掉,从而得到所需形状和尺寸的零件。
铣削加工可以分为平面铣削、立铣、端铣等多种形式。
2.1 平面铣削平面铣削是将刀具与工件平行或近似平行于工件表面进行切削的加工方式。
它适用于平面、凸轮槽、直齿轮等零件的加工。
平面铣削的实例包括制作平面底座、平面销轴等。
2.2 立铣立铣是将刀具与工件垂直或近似垂直于工件表面进行切削的加工方式。
它适用于开槽、钻孔、倒角等零件的加工。
立铣的实例包括制作键槽、孔加工等。
2.3 端铣端铣是将刀具与工件端面进行切削的加工方式。
它适用于平面、凹槽、凸齿轮等零件的加工。
端铣的实例包括制作平面销轴端面、齿轮端面等。
三、车削加工车削加工是通过旋转工件,并将刀具沿工件轴向移动,将工件上的材料切削掉的加工方式。
车削加工可分为外圆车削和内圆车削两种形式。
3.1 外圆车削外圆车削是将刀具与工件外表面接触,并进行切削的加工方式。
它适用于制作轴、销轴、螺纹等零件。
外圆车削的实例包括制作轴、销轴等。
3.2 内圆车削内圆车削是将刀具放置在工件内部,并进行切削的加工方式。
它适用于制作孔、内螺纹等零件。
内圆车削的实例包括制作孔、内螺纹等。
四、钻削加工钻削加工是通过旋转刀具,使刀具的尖端与工件接触,并将工件上的材料切削掉的加工方式。
钻削加工适用于制作孔、沉孔等零件。
4.1 钻孔钻孔是将刀具的尖端放置在工件上,并进行切削的加工方式。
它适用于制作各种规格和深度的孔。
钻孔的实例包括制作螺纹孔、沉孔等。
五、铣床加工铣床加工是一种常用的机械加工工艺,它通过铣刀在工件上进行切削,得到所需形状和尺寸的零件。

机械加工工艺流程详解1.机械加工工艺流程机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。
机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。
1.1 机械加工艺规程的作用(1)是指导生产的重要技术文件工艺规程是依据工艺学原理和工艺试验,经过生产验证而确定的,是科学技术和生产经验的结晶。
所以,它是获得合格产品的技术保证,是指导企业生产活动的重要文件。
正因为这样,在生产中必须遵守工艺规程,否则常常会引起产品质量的严重下降,生产率显著降低,甚至造成废品。
但是,工艺规程也不是固定不变的,工艺人员应总结工人的革新创造,可以根据生产实际情况,及时地汲取国内外的先进工艺技术,对现行工艺不断地进行改进和完善,但必须要有严格的审批手续。
(2)是生产组织和生产准备工作的依据生产计划的制订,产品投产前原材料和毛坯的供应、工艺装备的设计、制造与采购、机床负荷的调整、作业计划的编排、劳动力的组织、工时定额的制订以及成本的核算等,都是以工艺规程作为基本依据的。
(3)是新建和扩建工厂(车间)的技术依据在新建和扩建工厂(车间)时,生产所需要的机床和其它设备的种类、数量和规格,车间的面积、机床的布置、生产工人的工种、技术等级及数量、辅助部门的安排等都是以工艺规程为基础,根据生产类型来确定。
除此以外,先进的工艺规程也起着推广和交流先进经验的作用,典型工艺规程可指导同类产品的生产。
1.2 机械加工工艺规程制订的原则工艺规程制订的原则是优质、高产和低成本,即在保证产品质量的前提下,争取最好的经济效益。
在具体制定时,还应注意下列问题:1)技术上的先进性在制订工艺规程时,要了解国内外本行业工艺技术的发展,通过必要的工艺试验,尽可能采用先进适用的工艺和工艺装备。
典型零件机械加工工艺过程
1轴类零件加工分析
(1)轴类零件加工的工艺路线
1)基本加工路线
外圆加工的方法很多,基本加工路线可归纳为四条。
①粗车—半精车—精车
对于一般常用材料,这是外圆表面加工采用的最主要的工艺路线。
②粗车—半精车—粗磨—精磨
对于黑色金属材料,精度要求高和表面粗糙度值要求较小、零件需要淬硬时,其后续工序只能用磨削而采用的加工路线。
③粗车—半精车—精车—金刚石车
对于有色金属,用磨削加工通常不易得到所要求的表面粗糙度,因为有色金属一般比较软,容易堵塞沙粒间的空隙,因此其最终工序多用精车和金刚石车。
④粗车—半精—粗磨—精磨—光整加工
对于黑色金属材料的淬硬零件,精度要求高和表面粗糙度值要求很小,常用此加工路线。
2)典型加工工艺路线
轴类零件的主要加工表面是外圆表面,也还有常见的特特形表面,因此针对各种精度等级和表面粗糙度要求,按经济精度选择加工方法。
对普通精度的轴类零件加工,其典型的工艺路线如下:
毛坯及其热处理—预加工—车削外圆—铣键槽—(花键槽、沟槽)—热处理—磨削—终检。
(1)轴类零件的预加工
轴类零件的预加工是指加工的准备工序,即车削外圆之前的工艺。
校直毛坯在制造、运输和保管过程中,常会发生弯曲变形,为保证加工余量的均匀及装夹可靠,一般冷态下在各种压力机或校值机上进行校值,
(2)轴类零件加工的定位基准和装夹
1)以工件的中心孔定位在轴的加工中,零件各外圆表面,锥孔、螺纹表面的同轴度,端面对旋转轴线的垂直度是其相互位置精度的主要项目,这些表面的设计基准一般都是轴的中心线,若用两中心孔定位,符合基准重合的原则。
中心孔不仅是车削时的定为基准,也是其它加工工序的定位基准和检验基准,又符合基准统一原则。
当采用两中心孔定位时,还能够最大限度地在一次装夹中加工出多个外圆和端面。
2)以外圆和中心孔作为定位基准(一夹一顶)用两中心孔定位虽然定心精度高,但刚性差,尤其是加工较重的工件时不够稳固,切削用量也不能太大。
粗加工时,为了提高零件的刚度,可采用轴的外圆表面和一中心孔作为定位基准来加工。
这种定位方法能承受较大的切削力矩,是轴类零件最常见的一种定位方法。
3)以两外圆表面作为定位基准在加工空心轴的内孔时,(例如:机床上莫氏锥度的内孔加工),不能采用中心孔作为定位基准,可用轴的两外圆表面作为定位基准。
当工件是机床主轴时,常以两支撑轴颈(装配基准)为定位基准,可保证锥孔相对支撑轴颈的同轴度要求,消除基准不重合而引起的误差。
4)以带有中心孔的锥堵作为定位基准在加工空心轴的外圆表面时,往往还采用代中心孔的锥堵或锥套心轴作为定位基准。
锥堵或锥套心轴应具有较高的精度,锥堵和锥套心轴上的中心孔即是其本身制造的定位基准,又是空心轴外圆精加工的基准。
因此必须保证锥堵或锥套心轴上锥面与中心孔有较高的同轴度。
在装夹中应尽量减少锥堵的安装此书,减少重复安装误差。
实际生产中,锥堵安装后,中途加工一般不得拆下和更换,直至加工完毕。
图1锥堵和锥套心轴
a)锥堵b)锥套心轴
2典型套筒类零件的加工工艺分析
2.1典型零件的工艺分析
(1)轴承套加工工艺分析
图2所示为1轴承套,材料为ZQSn6-6-3,每批数量为400只。
加工时,应根据工件的毛坯材料、结构形状、加工余量、尺寸精度、形状精度和生产纲领,正确选择定位基准、装夹方法和加工工艺过程,以保证达到图样要求。
其主要技术要求为:?34mmjs7外圆对?22mmH7孔的径向圆跳动公差为0.01mm;左端面对?22mmH7孔的轴线垂直度公差为0.01mm。
由此可见,该零件的内孔和外圆的尺寸精度和位置精度要求均较高。
图2轴承套
该轴承套属于短套,其直径尺寸和轴向尺寸均不大,粗加工可以单件加工,也可以多件加工。
由于单件加工时,每件都要留出工件备装夹的长度,因此原材料浪费较多,所以这里采用多件加工的方法。
该轴承套的材料为ZQSn6-6-3。
其外圆为IT7级精度,采用精车可以满足要求;内孔的精度也是IT7级,铰孔可以满足要求。
内孔的加工顺序为钻—车孔—铰孔。
(2)液压缸加工工艺分析
图3所示某液压缸零件图,生产纲领为成批生产。
该液压缸属长套筒类零件,与前述短套类零件在加工方法及工件安装方式上都有较大差别。
该液压缸内孔与活塞相配,因此表面粗糙度、形状及位置精度要求都较高。
毛坯可选用无缝钢管,如果为铸件,其组织应紧密,无砂眼、针孔及疏松缺陷。
必要时要用泵验漏。
该液压缸为成批生产。
图3液压缸简图
该零件长而壁薄,为保证内外圆的同轴度,加工外圆时参照空心主轴的装夹方法。
即采用双顶尖顶孔口1o301的锥面或一头夹紧一头用中心架支承。
加工内孔与一般深孔加工时的装夹方法相同,多采用夹一头,另一端用中心架托住外圆。
孔的粗加工采用镗削,半精加工多采用铰削(浮动铰孔)。
该液压缸内孔的表面质量要求很高,内孔精加工后需滚压。
也有不少套筒类零件以精细镗、珩磨、研磨等精密加工作为最终工序。
内孔经滚压后,尺寸误差在0.01mm以内,表面粗糙度为Ra0.16或更小,且表面经硬化后更为耐磨。
但是目前对铸造液压缸尚未采用滚压工艺,原因是铸件表面的缺陷(如疏松、气孔、砂眼、硬度不均匀等),哪怕是很微小,都对滚压有很大影响,会导致滚压加工产生适得其反的效果。