焊接电流的选择)
- 格式:doc
- 大小:34.50 KB
- 文档页数:4
焊条和电流的关系2009-08-15 16:53
你可以用下面这个公式求出电流近似值:I=10*D*D,其中I是焊接电流,D是焊条的焊芯直径毫米数,例如Φ4.0的焊条,算出近似使用电流为160A,再根据你使用的焊条类型、环境温度、母材材质厚度、焊接电缆长度等因素稍作调整即可,准确的电流要靠经验,而且同等工况条件下会因人而异,但不会差很远。
焊接电流大,生产效率就高,但过大就会产生熔池沸腾、熔穿、合金成分损失、热影响区增大、热影响区母材性能恶化、焊条红热变质、焊接瘤等不良影响。
焊接电流过小易产生熔池低温过小、夹渣、未熔、“熔一边”、起弧困难、断弧、焊缝窄余高大且焊缝质量差等现象。
你说的是焊条电弧焊吧。
焊条直径选择:根据母材板厚和不同的焊道选择,薄板一定要选小点的,一般用得最多的是3.2的,如果焊缝较宽,或坡口较大就可选用直径大点。
盖面时为了保证外观质量建议选直径小点的。
电流选择:I=10*D*D(只是经验公式),电流是否合适最准确的还是在制取焊接试样时观察熔池的形态、飞溅的多少以及焊后工件的变形情况进行判断。
电流过大易导致:烧穿、飞溅增多、焊缝塌陷(相同运条速度的情况下)、要边、热影响区过大、焊缝晶粒粗大(焊缝内部强度会降低)、焊后变形过大等缺陷。
电流过小易导致:未焊透、熔合不良、焊缝余高过高(相同运条速度的情况下)、易夹渣、内部气孔等缺陷。
使用碱性焊条,或焊接薄钢板,对电流有什么要求?(直流、交流、正接、反接)
507必须用直流,其他交流直流都可以.
焊接薄钢板最好用直流反接.
选择合适的焊接工艺参数,对提高焊接质量和提高生产效率是十分重要. 焊接工艺参数(焊接规范)是指焊接时,为保证焊接质量而选定的诸多物理量.
1、焊接电源种类和极性的选择
焊接电源种类:交流、直流
极性选择:正接、反接
正接:焊件接电源正极,焊条接电源负极的接线方法。
反接:焊件接电源负极,焊条接电源正极的接线方法。
极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不
稳定,
飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正
接。
2、焊条直径
可根据焊件厚度进行选择。
一般厚度越大,选用的焊条直径越
粗,焊条直径与焊件的关系见下表:
焊件厚度(mm)
2
3
4-5
6-12
>13
焊条直径(mm)
2
3.2
3.2-4
4-5
4-6
3、焊接电流的选择
选择焊接电流时,要考虑的因素很多,如:焊条直径、药皮类型、工件厚度、接头类型、焊接位置、焊道层次等。
但主要由焊条直径、焊接位
置、焊道层次来决定。
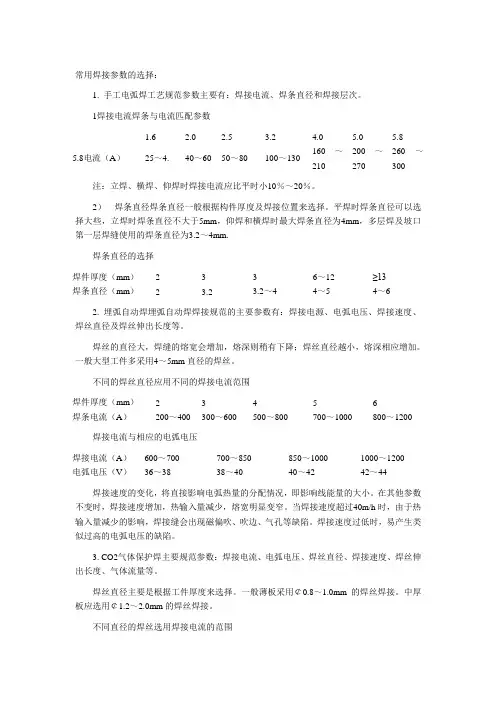
(1)焊条直径焊条直径越粗,焊接电流越大。
下表供参考
焊条直径(mm)
1.6
2.0
2.5
3.2
4.0
5.0
6.0
焊接电流(A)
25-45
40-65
50-80
100-130
160-210
260-270
260-300
(2)焊接位置平焊位置时,可选择偏大一些焊接电流。
横、立、仰焊位置时,焊接电流应比平焊位置小10~20%。
角焊电流比平焊电流稍大
一些。
(3)焊道层次
打底及单面焊双面成型,使用的电流要小一些。
碱性焊条选用的焊接电流比酸性焊条小10%左右。
不锈钢焊条
比碳钢焊条选用的焊接电流小左右等。
总之,电流过大过小都易产生焊接缺陷。
电流过大时,焊条易发红,使药皮变质,而且易造成咬边、弧坑等到缺陷,同时还会使焊缝过热,促
使晶粒粗大。
(4)电弧电压
电弧电压主要决定于弧长。
电弧长,则电弧电压高;反之,则
低。
在焊接过程中,一般希望弧长始终保持一致,而且尽可能用短弧焊接。
所谓短弧是指弧长焊条直径的0.5~1.0倍,超过这个限度即为长弧。
(5)焊接速度
在保证焊缝所要求尺寸和质量的前提下,由操作者灵活掌握。
速度过慢,热影响区加宽,晶粒粗大,变形也大;速度过快,易造成未焊透,未
熔合,焊缝成型不良好等缺陷。
(6)速度以及电压与焊工的运条习惯有关不用强制要求,但是根据经验公式,可知当电流小于600A时,电压取20+0.04I。
当电流大于600A
时电压取44V。
对于用电焊条的手工焊接来说可参照以下公式:
I=D*D*12±15
I表示焊接电流,D表示焊条直径
一般,平焊\角焊,或厚板时可选上限值,立焊、仰焊或薄板选下限值。
焊接电流是焊条电弧焊时的主要焊接参数。
焊接电流太大时,焊条尾部要发红,部分药皮的涂层要失效或崩落,机械保护效果变差,容易产生气孔、咬边、烧穿等焊接缺陷,并使焊接飞溅加大。
使用过大的焊接电流还会使焊接热影响区晶粒粗大,使接头的塑性下降;
焊接电流太小时,会造成未焊透、未熔合等焊接缺陷,通俗的理解:能量不够焊
不上。
并使生产率降低。
因此,选择焊接电流首先应在保证焊接质量的前提下,尽量选用较大的电流,以提高劳动生产率。
大电流飞溅大,热输入大,热影响区大、性能差、焊缝合金金属烧损严重引起寒风性能下降等,过大电流可焊穿。
对于大电流焊薄板,可能会造成瞬间镕池的“爆炸”。
异种钢焊接时焊条选用要点
异种钢焊接时焊条选用要点①强度级别不同的碳钢+低合金钢(或低合金钢+低合金高强钢)一般要求焊缝金属或接头的强度不低于两种被焊金属的最低强度,选用的焊条熔敷金属的强度应能保证焊缝及接头的强度不低于强度较低铡母材的强度,同时焊缝金属的塑性和冲击韧性应不低于强度较高而塑性较差铡母材的性能。
因此,可按两者之中强度级别较低的钢材选用焊条。
但是,为了防止焊接裂纹,应按强度级别较高、焊接性较差的钢种确定焊接工艺,包括焊接规范、预热温度及焊后热处理等。
②低合金钢+奥氏体不锈钢应按照对熔敷金属化学成分限定的数值来选用焊条,一般选用铬和镍含量较高的、塑性和抗裂性较好的Cr25-Ni13型奥氏体钢焊条,以避免因产生脆性淬硬组织而导致的裂纹。
但应按焊接性较差的不锈钢确定焊接工艺及规范。
③不锈复合钢板应考虑对基层、复层、过渡层的焊接要求选用三种不同性能的焊条。
对基层(碳钢或低合金钢)的焊接,选用相应强度等级的结构钢焊条;复层直接与腐蚀介质接触,应选用相应成分的奥氏体不锈钢焊条。
关键是过渡层(即复层与基层交界面)的焊接,必须考虑基体材料的稀释作用,应选用铬和镍含量较高、塑性和抗裂性好的Cr25-Ni13型奥氏体钢焊条。