输液生产工艺培训
- 格式:ppt
- 大小:370.00 KB
- 文档页数:68

注射剂制备工艺一、注射剂的特点和分类注射剂系指药物与适宜的溶剂或分散介质制成的供注入体内的溶液、乳状液或混悬液及供临用前配制或稀释成溶液或混悬液的粉末或浓溶液的无菌制剂。
注射剂可分为注射液、注射用无菌粉末与注射用浓溶液。
注射液包括溶液型、乳状液型或混悬型注射液,可用于肌内注射、静脉注射、静脉滴注等。
其中,供静脉滴注用的大体积(除另有规定外,一般不小于100ml)注射液也称静脉输液。
注射用无菌粉末系指药物制成的供临用前用适宜的无菌溶液配制成澄清溶液或混悬液的无菌粉末或无菌块状物。
可用适宜的注射用溶剂配制后注射,也可用静脉输液配制后静脉滴注。
无菌粉末用溶剂结晶法、喷雾干燥法或冷冻干燥法等制得。
注射用浓溶液系指药物制成的供临用前稀释后静脉滴注用的无菌浓溶液。
(一)注射剂的特点1.作用迅速可靠,其药液直接注入组织或血管,无吸收过程或吸收过程很短,血药浓度可迅速达到高峰发挥作用。
2.使用于不宜口服的药物,易被消化液破坏的药物或首过效应显著的药物,以及口服后不易吸收回对消化道刺激性较大的药物,均可设计制成注射剂。
3.使用于不能口服药物的病人,如昏迷或不能吞咽的病人。
4.可发挥局部定位的作用,如局麻药的使用或造影剂的局部造影。
注射剂的缺点①注射时疼痛;②注射给药不方便;③注射剂由于不象内服药剂能经过肌体的防御组织(肝脏),所以质量要求比其他剂型严格,使用不当更易发生危险;④制造过程比较复杂。
所以,口服给药效果好的药物,就不一定制成注射剂。
从以上特点可以看出,注射剂的优点是十分突出的。
至于注射剂的缺点由于近代医药科学的不断发展,生产技术不断革新,注射剂质量的提高已能逐渐加以克服。
例如现已应用的无针注射剂、无痛注射术以及生产上实现自动化、联动化等,对克服其缺点、促进其发展创造了有利的条件。
(二)注射剂的分类1、按剂型的物态分类①液体注射剂:亦称注射液,俗称“水针”。
系将药物配制成溶液(水性或非水性)、悬液或乳浊液,装入安瓿或多剂量容器中而成的制剂。
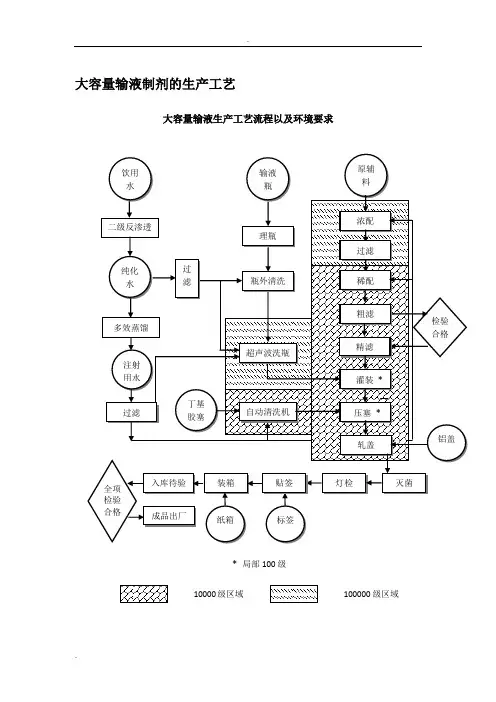
大容量输液制剂的生产工艺大容量输液生产工艺流程以及环境要求大容量输液认证检查要点大输液又名可灭菌大容量注射剂,是指将配制好的药液灌入大于50 ml的输液瓶或袋内,加塞、加盖、密封后用蒸汽热压灭菌而制备的灭菌注射剂。
1、机构与人员a)主管生产和质量管理的企业负责人、生产管理和质量管理部门负责人均应具有医药或相关专业大专以上学历,并具有药品生产和质量管理经验,并履行其职责。
b)企业负责人和各级管理人员应定期接受药品管理法律法规培训。
c)质量检验、生产、维修保养、清洁人员应定期进行卫生和微生物学基础知识、洁净作业等方面的培训和考核,并具有实际操作技能。
2、厂房设施的管理要点及检查重点a)洁净区:我国《药品生产质量管理规范》对最终灭菌的无菌药品生产厂房洁净度级别的要求是:浓配或采用密闭系统的稀配应在100000级洁净区内进行;稀配、滤过、灌封、直接接触药品的包装材料的最终处理等操作应在10000级洁净区内进行;物料、中间品应经过物流缓冲间或传递柜进、出洁净区。
称量配料间如产尘应与洁净走廊呈相对负压,必要时设捕尘设施。
中国药典规定:微生物限度检查、无菌检查应在100级或10000级背景下的局部100级区内进行,并与生产区分开。
微生物限度检查与无菌检查用的实验室和空气净化系统最好彼此分开,以尽可能减少对无菌检查的干扰。
b)空气净化系统应能确保洁净区的洁净度级别、温湿度、压差等符合生产工艺要求并经过验证。
初效、中效过滤器应明确清洗/更换周期,高效过滤器应定期检测其完整性,如有泄漏或阻塞应及时更换。
空气净化系统应每天24小时运行,停用后再次运行应进行清洁、消毒并经过再验证,符合要求的方可开始生产。
c)与产品直接接触的压缩空气、氮气、二氧化碳等辅助设施这些气体因与产品直接接触,不得对产品带来污染。
应对系统进行验证。
PQ测试项目包括洁净度级别、含水量、含油量等。
d)注射用水(WFI)系统以纯化水为原水,经多效蒸馏制得。
大输液生产工艺大输液是指用于输液治疗的药物溶液,主要用于静脉注射。
大输液的生产工艺是指将药物原料经过一系列的加工和处理,制成符合药品质量标准的药物溶液的过程。
大输液的生产工艺一般包括以下步骤。
首先,进行原材料准备。
根据配方要求,准备药物原料、辅料和溶剂等。
药物原料主要是指需要进行溶解或混合的药物成分,辅料主要是为了调节药物制剂的各种性质,如稳定性、pH值等。
溶剂主要是用于溶解药物和辅料的介质,常见的有注射用水。
其次,进行溶解和混合。
将药物原料和辅料按照一定比例加入溶剂中,通过搅拌和加热等方式将其溶解和混合均匀。
这一步骤的目的是将药物和辅料充分溶解在溶剂中,使其形成均匀的药物溶液。
然后,进行过滤和灭菌。
将溶解和混合好的药物溶液进行过滤,去除其中的杂质和微生物。
过滤一般采用微孔滤器或膜滤器等器械,通过筛网或膜孔来阻挡杂质和微生物。
过滤后的药物溶液还需要进行灭菌处理,常见的方法有热灭菌和无菌过滤等。
接着,进行包装和质量检验。
将经过过滤和灭菌处理的药物溶液按照一定规格装入适宜的容器中,如注射瓶、袋装等。
装瓶前需要进行质量检验,包括外观检查、标志和标签的贴附和打印等。
质量检验的目的是确保药物溶液的质量符合规定标准。
最后,进行包装成品的包装和储存。
将装瓶好的药物溶液进行密封和包装,以确保其在储存和运输过程中不受外界环境的影响。
包装常采用塑料袋、纸箱等包材,包装成品应符合药品包装和储存的要求,如密封性、防水性等。
以上就是大输液的生产工艺的主要步骤。
通过上述工艺步骤,可制得符合药品质量标准的药物溶液,以满足临床治疗的需要。
在整个生产工艺中,需严格按照药品生产的标准操作,确保药物的质量和安全性。
第一章前言 (3)1.1 简介 (3)1.2 输液的分类及临床用途错误!未指定文件名。
(3)1.3 输液的质量要求 (3)1.4 葡萄糖输液剂的简介 (3)第二章工艺设计与说明 (3)2.1 工艺流程图 (4)2.2处方概述 (4)2.2.1 处方 (4)2.2.2 辅料的选择原则 (5)2.3 制药用水制备 (5)2.3.1 去离子水制备 (5)2.3.2 纯水的蒸馏 (5)2.4 原材料的制备 (6)2.4.1 浓配 (6)2.4.2 过滤 (6)2.4.3 稀配 (6)2.4.4 粗滤和精滤 (6)2.5 输液瓶的清洗 (6)2.5.1 瓶外清洗 (7)2.5.2 清洁剂处理 (7)2.5.3 饮用水处理 (7)2.5.4 纯水清洗 (7)2.6 隔离膜的处理 (7)2.7 橡皮塞的处理 (7)2.8 灌装工序 (8)2.9 灭菌与质检工序 (8)2.10 产品的包装工序 (8)2.11 入库与贮存 (8)第三章物料衡算 (9)3.1 物料衡算的基础 (9)3.2 物料衡算的基准 (9)3.3物料衡算条件 (9)3.4 物料衡算的范围 (10)3.5 物料衡算: (10)第四章设备选型 (11)4.1工艺设备设计与选型的步骤 (11)4.2 全套生产线概述 (11)4.3 启盖机 (14)4.4 外洗机 (14)4.5 超声波洗瓶机 (15)4.6 GFA1型灌封机 (16)4.7 上瓶机、卸瓶机、灯检机 (16)4.8 离子交换器 (18)第五章参考文献 (19)第一章前言1.1 简介大输液为大容量注射剂,是我国医药行业五大类重要制剂之一,在临床上应用广泛。
随着我国医疗技术的进步和人民生活水平的提高,近十多年来,输液剂的研究取得了令人瞩目的成绩。
目前,我国经批准上市的新品种达100余种;输液产量从1990年的6.34亿瓶增加到2003年的35亿瓶,输液剂的种类也发生了很大的变化,进一步满足了临床治疗的需要。
输液的生产工艺
输液的生产工艺一般包括以下几个步骤:
1. 原材料准备:选择优质的药品原料,例如各种药物、溶剂、辅料等,并按照一定比例进行混合。
2. 配制:将准备好的原料按照一定的配方比例加入到特定的容器中,如输液袋或玻璃瓶。
3. 消毒灭菌:对容器、输液器具和原料进行消毒灭菌,以保证产品的无菌性。
4. 充填:将配制好的药液充填到容器中,通过自动或半自动的装填设备进行充填。
5. 包装:将充填好的容器封装,并贴上相应的标签和说明书。
6. 检验:对成品进行质量检验,包括外观、标志、规格、含量等各项指标的检测,确保产品符合相关质量标准。
7. 包装后质检:将符合质量要求的产品进行包装,并标明生产批号、有效期等信息。
8. 贮存:将包装好的产品储存于特定的条件下,以保证产品的质量和稳定性。
以上是一般输液的生产工艺,不同类型的输液可能会有些许差异,但大致流程相似。
需要注意的是,输液的生产必须按照相关的法规和标准进行,以确保产品的质量和安全性。
大输液生产工艺质量控制要点大输液生产工艺质量控制要点........ 制备注射用水一.用于蒸憾器1)水源:去离子水2)冷却水:洁净的软水(即生活用水)二.蒸憾水质量检査1)生产时:每台每隔2小时检査氯化物,酸碱度,易氧化物的钱盐2)贮藏时:每星期全项检査一次三.蒸馅水贮藏条件1)容器:不锈钢罐或搪瓷罐2)温度:80摄氏度以下3)时间:不超过12小时-------- 洗输液瓶一•常水冲洗1)温度:60摄氏度〜70摄氏度2)压力:不低于9.81 X 10Pa3)时间:不低于三秒4)次数:2~3次二精洗1)次数:2-3次2)压力:不低于9.81 X Pa3)时间:不少于3秒4)末道滤材:0.8-1.2um微孔滤膜5)蒸馅水澄明度:200ml容量瓶不得有可见异物一.浓配1)活性炭用量:0.02%(g/ml)2)煮沸时间:10-15min3)药液浓度不低于50%二.稀配1)活性炭用量0.01%(g/ml)2)药液温度:40~60摄氏度质量检査:1)含量:97・5%~102.5%2) PH:应符合规定三.滤材1)炭脱:砂棒或钛合金制成的滤棒2)初滤:垂熔玻璃滤器3)精滤:0.8-1.2um微孔滤膜四.微孔滤膜1)磨砂棒灯检:均无亮点2)起泡点试验:合格五.无菌要求配料间空气菌落数:9cm培养皿,暴露空间30minih小于15个六•药液温度控制:含盐品种:40~50摄氏度七•药液温度控制:含糖品种:50~60摄氏度........ 洗涤纶薄膜质量要求1)乙醇浓度:95%2)浸泡时间:大于8小时3)加盐煮沸:100摄氏度.30min,消除静电效应4)漂洗水澄明度:200ml容量瓶仅允许有微量白点洗涤橡皮塞一.NaOH1)浓度:l%(g/ml)2)温度:100摄氏度3)时间:30分钟二HC11)浓度:l%(g/ml)2)室内温度15~25摄氏度浸泡3)时间30分钟三•洗胶塞水澄明度检查:200ml容量瓶检査允许微量白点灌装一•药液澄明度:200ml容屋瓶检査应无异物二容量l)500ml: 500〜510ml2)250ml: 250-255ml三•药渡稀释到灌装时间:不超过4小时四.空气菌落数:9cm培养皿,暴露空间30min<10个质量检査:不松动,不缩皮,不切皮. 灭菌一•从灌装到灭菌的时间:不超过45分钟二.温度:不低于112715摄氏度三•压力:不低于 6.34X10000Pa四.时间:不低于30分钟五.灭菌升温时间:10~15分钟六.测温点:不低于2个•灯检一•视力检査:1)次数2次/年二结果:远近视力大于0.9三.被检药液温度室温四.时间不低于4秒/瓶输液生产工艺质量控制要点。
专业:班级:学号:姓名:指导教师:********** ********** *********** * ** * *二零一二年十一月一日一、前言........................................................ ()21.1 注射剂概述 ............................................... ()21.2 大输液生产工艺........................................... ()3二、葡萄糖大输液简介........................................... ()32.1 葡萄糖处方组 ............................................. ()32.2 葡萄糖药理作用........................................... ()3三、工艺流程设计 ............................................... ()33.1 工艺流程设计............................................. ()33.2 工艺流程说明............................................. ()4四、工艺计算 .................................................... ()44.1 设计依据 ................................................. ()44.2 物料衡算 ................................................. ()5五、定型设备选择 ............................................... ()65.1 全套生产线概述........................................... ()65.2设备一览表 ................................................ ( )10六、车间GMP设计要求 ............................................ ( )116.1 大输液车间 GMP 要求...................................... ( )11 综述........................................................... ( )12 参考文献....................................................... ( )13 附录一......................................................... ( )14 附录二......................................................... ( )15 附录三......................................................... ( )16一、前言1.1 注射剂概述1.1.1 注射剂的定义注射剂 ( injection )系指药物制成的供注入体内的无菌溶液(包括乳浊液和混悬液)以及供临用前配成溶液或者混悬液的无菌粉末或者浓溶液。
输液车间培训资料——药品基础知识及大容量注射液(大输液)生产工艺药品的定义:它是用于预防(疫苗)、治疗(对症下药)、诊断人体疾病(诊断试剂辅助疾病的诊断),有目的地调节人体机能(平时补充的微量元素)并规定有适应症(对症下药)、用法和用量的物质(举例说明:镇痛药物杜冷丁,吗啡)。
它是一种特殊商品,正因为它的特殊性,所以它的生产、销售、使用都有特殊的要求。
cGMP Good Manufacturing Practice(药品生产质量管理规范)就是药品行业的生产规范。
输液生产线的生产工艺流程:公用系统(司炉岗位,空压系统,空调系统,水处理系统)-配制岗位(产品内在质量的核心所在)-灌封岗位(产品外观质量的核心,同时也会影响产品内在质量-灌装部分的暴露)-装车岗位(复核产品外观质量)-灭菌岗位(最终灭菌药品,保险措施-药品在配制和灌装过程中的污染)-包装岗位(产品外观质量和内在质量)-翻箱岗位(最后一个岗位)一、概述注射剂:通过,肌肉注射,静脉滴注或静脉推注直接直接进入人体血液系统,不经过肝脏的代谢,分为大容量注射剂(大于50ml)和小容量注射剂(小于50ml)。
大容量注射剂(大输液)的定义是指由静脉滴注输入体内的大剂量注射液,是注射剂的一个分支。
(一)输液种类1、电解质输液补充体内水分、电解质、纠正体内酸碱平衡(N.S,COM-NS,乳酸钠林格注射液)2、营养输液糖类输液、氨基酸输液、脂肪乳剂输液(GS)3、胶体输液胶体输液有多糖、明胶类、高分子聚合物等(右旋20或右旋40)4、治疗性输液:抗生素,抗病毒(乳酸左氧氟沙星,替硝唑注射液,甲硝唑注射液和利巴韦林注射液等)(二)输液的质量要求由于输液是经静脉直接输入人体内部,因此必须确保输液质量,其质量要求有:1.安全性:不能引起对组织刺激或发生毒性反应,必须经过必要的动物实验,确保使用安全。
2.稳定性;输液系水溶液,从制造到使用要经过一段时间,故要求具有必要的物理稳定性和化学稳定性,确保产品在贮存期内安全有效。
玻瓶输液生产工艺玻瓶输液采用国际先进的生产工艺。
首先制造合格的生产用水,用水泵将水源地的饮用水输送到机械过滤装置,其中为石英砂滤除饮用水中的较大的杂质。
经过初步过滤的水输送到二级反渗透,其中的钠滤膜对水进行深度的处理,生产出电导率,PH值等都合格的纯化水。
生产出的纯化水储存在纯化水储罐中,用水泵将纯化水送入蒸馏水机,在水机内纯化水和工业蒸汽换热蒸馏后,产生的合格的注射用水进入注射用水储罐70℃以上保温储存。
在生产合格生产用水的同时,配料岗位人员将配制药品所用的原料进行称量并分类保存。
当生产出合格注射用水后,配料岗位人员将称量好的原料和注射用水在浓配罐内按一定的比例混合搅拌均匀。
配制的药液用卫生泵送入稀配罐进一步调配出合格的药液。
合格的药液用药液泵送入灌装岗位。
玻璃瓶的清洗。
首先在理瓶岗位用理瓶机整理好瓶子,用输送带将瓶子送到外洗,将瓶子的外面冲洗干净后,送入超声波洗瓶机,通过超声波洗瓶,将瓶子的内壁进行初步的粗洗。
经过初步清洗的瓶子送入精洗机,用注射用水对瓶子进行深入的清洗。
清洗好的瓶子用输送带送入灌装岗位和配制好的药液进行灌装,装满药液的瓶子进入上塞机,用注射用水清洗好的胶塞压到装满药液的瓶子上。
上好塞的瓶子在轧盖岗位用轧盖机轧好铝盖。
轧完盖的产品为半成品,进入灭菌岗位,首先用上瓶机将产品装到灭菌车内,装好车的产品按批次进入灭菌柜进行高温湿热灭菌。
灭菌柜灭菌主要消耗工业蒸汽,纯化水,电能等能源。
灭完菌的产品进入灯检岗位,对可见异物进行检查,检查完的合格产品经贴签机贴签后,由装箱机装箱后入库。
塑瓶输液生产工艺塑瓶输液采用国际先进的生产工艺。
首先制造合格的生产用水,用水泵将水源地的饮用水输送到机械过滤装置,其中为石英砂滤除饮用水中的较大的杂质。
经过初步过滤的水输送到二级反渗透,其中的钠滤膜对水进行深度的处理,生产出电导率,PH值等都合格的纯化水。
生产出的纯化水储存在纯化水储罐中,用水泵将纯化水送入蒸馏水机,在水机内纯化水和工业蒸汽换热蒸馏后,产生的合格的注射用水进入注射用水储罐70℃以上保温储存。
第一章软包装输液1工艺流程2操作流程及工艺条件:本局部主要规定了生产过程中称量、配药、制袋、灌装、灭菌、灯检、包装等岗位操作流程及其工艺条件和质量监控要点。
配药岗位操作流程工艺条件配药操作在C级洁净区内进行。
环境温度控制为18-26℃;相对湿度控制为45-65%;洁净区与非洁净区之间,不同洁净级别的相临房间压差应≥10l药液内不得有任何可见异物等。
灌装岗位操作流程以上操作步骤均在C级背景下的A级环境下进行。
制袋检查:袋子切边应干净、整齐、无毛边、无拉丝、绞合现象,焊缝焊点处不能有脆化、碳化、塑料老化现象。
焊缝强度不低于材料本身强度。
将不合格袋的数量进行记录。
封口检查:热合应严密、牢固、均匀一致无发泡、起毛现象,坠落试验合格。
印刷检查:印刷字迹清晰,色泽-致,版面应端正、适中,印字对软袋材质无损伤。
灭菌岗位操作过程工艺条件天曲采用水浴式灭菌柜在一般生产区域内进行。
灭菌过程由微机控制,操作人员要注意监控。
灭菌用水要符合纯化水标准。
灭菌过程中控制的参数:蒸汽压力,压缩空气压力,灌装结束至灭菌开始的存放时间;灭菌温度、时间、F0值;灭菌状态标识。
灭菌岗位关键控制点:防混淆相关措施整个灭菌操作过程中要求前门、后门不得对开,物流循环生产线运行过程不可逆转,防止灭菌产品混淆。
待灭菌药品经上袋机上至灭菌车上,持一车装满后,操作人员在本车上悬挂黄色的生产状态标识牌来进行标识,标明:品名、规格、批号、数量、状态、操作人、生产日期,要求每一车待灭菌药品均要悬挂状态标识。
所有灭菌后药品,在灭菌完毕,由灭菌操作人员将药品全部由柜内转移出,同时在每车上面悬挂蓝色状志标识牌,标明:品名规格、批号、数量、状态、操作人、生产日期,生产状态标明已灭菌。
灭菌时。
灭菌操作人员不得离岗。
灯检岗位操作流程工艺条件检查员目视力应在09以上,至少每年检查一次。
检查方法,按照卫生部规定的标准逐袋目检之后用双手用力挤压,质检员逐批抽查,不符合要求应返工重检。
-题目:大输液生产工艺规程新订:执行日:变更原因及目的:批准执行日:文件 STP-PC-99000〔01 〕 部门审阅:变更记录:修订人: 部门:生产部起草: 替代:1/15目的:建立一个大容量注射液〔大输液〕生产的通用工艺规程,为车间提供一个通用技术标准合用*围:大输液的生产工艺责任者:生产部经理、输液车间主任、工艺技术员、质监员及操作员容:一、生产工艺流程图〔见下页〕。
二、操作过程及工艺条件。
1、制水将饮用水〔来自青城山〕经石英砂过滤和活性碳过滤去除水中有机质及微粒,经电渗析初步脱盐〔脱盐率75±5%后,再经过“阳—阴—阴—混〞离子交换柱去离子化制得去离子水,再经过切割份子量为 10000 〔相当于0.001 μm〕中空纤维滤材组成的超滤系统过滤后制得超纯水〔纯化水〕,再经五效蒸馏水机创造蒸馏水,经微孔滤膜〔孔径0.45μm〕过滤后制得注射用水。
2、洗瓶将检验合格的输液瓶在车间外脱去外包装〔麻袋或者纸箱〕,在玻瓶进入口处转入周转箱中,运至理瓶室理瓶机旁,逐一上瓶于转盘上,开动外洗瓶机,淋水下对玻瓶发展外刷洗,同时灌入约100ml 自来水,传送至内洗瓶〔粗洗〕机,先用 0.5%NaOH 洗刷,再用自来水洗刷,再用自来水洗刷,最后用纯化水冲洗,传送至精洗瓶机,用注射用水〔经0.45 μ m 滤过〕冲洗两次,精选剔除不合格瓶,并经检查不得带有剩余洗涤剂和洗水澄明度检查合格, pH5.0—7.0,合格的输液瓶传送至灌装间待用。
3 、胶塞处理新胶塞及使用过的回收胶塞,均需按以下程序发展处理:①用 1.2%〔g/ml〕NaOH 液煮沸 1 小时,用自来水洗净, pH 为 7.0;②用 1%〔ml/ml〕 HCl 液煮沸 1 小时,用自来水洗净, pH 为 7.0;③用蒸馏水煮沸 1 小时,用蒸馏水漂洗至最后一次洗涤水经检查不显氯化物反响,洗水澄清〔允许少量白点存在〕为合格,转移至干净不锈钢盛桶内备用;④当天未使用完的胶塞隔天重新经蒸馏水煮沸、漂洗合格后再用。
大输液生产工艺规程
部门:生产部题目:大输液生产工艺规程1/15
文件编号:STP-PC-99000(01)新订:替代:起草:
部门审阅:审核:批准:
执行日:
变更原因及目的:变更记录:
修订人:批准执行日:
大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程
输液工序关键质控要点
输液工序关键质检要点
十、半成品质量标准(指标)、成品及原辅料质量标准依据
输液半成品质量标准(指标)
原辅料及成品质量标准依据
品名质量标准依据
葡萄糖中国药典95年版二部Р.845 氯化钠中国药典95年版二部Р.945 氯化钾中国药典95年版二部Р.947 氯化钙中国药典95年版二部Р.943 甘露醇中国药典95年版二部Р.85
甲硝唑中国药典95年版二部Р.152 各种氨基酸日本味之素质量标准(92版)
大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程
大输液生产工艺规程。