五坐标数控机床后置处理算法
- 格式:pdf
- 大小:181.32 KB
- 文档页数:4
收稿日期:2009-12-02作者简介:刘东杰(1977-),男,工程师,主要从事CAD/CAM精密制造技术研究.结构与工艺
应用Tcl语言实现非正交五轴联动数控机床后置处理
刘东杰
(东北电子技术研究所,辽宁锦州121000)
摘要:针对非正交五轴联动数控机床,即转动工作台与主轴成45 倾角的特殊双转台五轴联动数控机床,进行了机床结构分析,通过对机床运动学求解,提出了刀位点后置处理坐标变换的计算方法,推导出相应的坐标变换公式,并将该算法成功应用到Tcl语言编程中,实现了非正交五轴联动数控机床后置处理程序编制.该后置处理程序稳定可靠,并已成功应用于工程实际中.关键词:Tcl语言;后置处理;五轴联动中图分类号:TG502.1;TP312文献标识码:A文章编号:1673-1255(2010)01-0075-04
AchievedPostProcessingforNonOrthogonal5axis
LinkageCNCMachinebyProgrammingwithTclLanguage
LIUDongjie
(NortheastResearchInstituteofElectronicsTechnology,Jinzhou121000,China)
Abstract:Afteranalyzingthestructureandkinematicsfeaturesof5axislinkageCNCmachinewithtworo
tarytablesandoneoftherotaryaxisfixedatangleof45 tothespindle,thealgorithmsforthepostprocessing
methodofcutterlocationdataareproposedandthecorrespondingformulateofcoordinateconversionarede
AC双转台五轴联动数控加工中心的后置处理
摘要:数控加工技术已经成为现代制造业中不可或缺的一部分,它可以高效地完成各种零部件的加工任务,并且具有高精度、高效率的特点。AC双转台五轴联动数控加工中心可以完成更加复杂的加工任务,在加工完成后还需要进行后置处理,以保证加工零件的质量和精度。文章以AC双转台五轴联动数控加工中心为研究对象,研究其后置处理的可行性,以期为多轴设备提供有效保障。
关键字:双转台;五轴联动;后置处理
前言
在数控编程过程中,前置处理指的是刀位的轨迹计算过程。基于相对运动这一原理,一般在工件坐标系当中来计算刀位的轨迹,无需将机床结构、指令的格式考虑进去,以使前置处理通用化,保证前后置处理能够各自负责相应的任务。为了读取最终加工程序,就需要对前置处理得到的刀位数据进行转换,形成机床程序代码,这一过程就是后置处理。在航空领域,AC双转台五轴联动数控加工中心的后置处理起着重要保障作用,本文主要以AC双转台五轴联动数控加工中心的后置处理展开探究。
1 后置处理的概述
1.1 概念
后置处理属于数控加工和CAM系统间的桥梁,其主要任务就是对CAM软件生成的刀位轨迹进行转化,使其成为符合特定数控系统、机床结构的加工程序。
1.2 主要任务 五轴联动数控加工中心的后置处理有着重要的任务,主要是结合机床的控制指令格式、运动结构等要求,对于前置处理所生成的刀位数据文件进行转变,使其成为机床各轴的运动数据,然后,依据控制指令的具体格式,将其进行转换,形成数控加工中心的加工程序。具体而言,可以将后置处理的任务分为几下几点:
①机床运动学转换
五轴联动数控编程所生成的刀位数据,通常指的是刀具与工件坐标系相对的刀心具体位置、刀轴矢量数据。在机床的运动转变下,其主要是依据实际运动结构,对刀位文件当中的数据信息进行转换,使其成为不同运动轴上的数据信息。
②非线性运动误差的校验
非线性运动误差的校验是在CAM系统计算刀位数据时进行的,这个系统使用离散直线来近似工件轮廓。只有当刀位实际运动为直线时,才能与编程的精度相匹配。在多坐标加工中,基于旋转运动其自身的非线性特点,由机床各个运动轴线性合成的实际刀位运动,可能会与编程直线之间有很大的偏离。所以,需要检查并修正这个误差,一旦超过容许误差范围,就需要进行必要的修正。

2014年1月 第42卷第1期 机床与液压
MACHINE T0OL&HYDRAULICS Jan.2014 Vo1.42 No.1
DOI:10.3969/j.issn.1001—3881.2014.01.013
一种基于四元数算法的双转台五轴后置处理实现
邱励瑞,张鹏,何昌传
(广东工业大学材料与能源学院,广东广州510006)
摘要:提出一种实现双转台五轴机床后置处理的新方法。在直线运动的坐标变换和空间圆弧插补中引入了四元数算 法,使旋转变换计算更加简洁,几何意义更明确,提高了代码的可重用性。通过限制A、C轴角度增量,对直线进行细分, 减小了五轴运动非线性误差,提高了运动精度。 关键词:五轴机床;双转台;后置处理;四元数;非线性运动误差 中图分类号:TP301 文献标识码:A 文章编号:1001—3881(2014)1—048—3
A New Method for the Two-turntable 5-axis Postprocessor Based on Quaternion Algorithm
QIU Lirui,ZHANG Peng,HE Changehuan (School of Materials and Energy,Guangdong University of Technology,Guangzhou Guangdong 5 10006,China) Abstract:A new method was presented for the two—turntable 5-axis postprocessor.The quaternion algorithm was adopted to con・ duct the coordinates transformation and space arc interpolation.Thus,the rotation arithmetic was become more visual and the code re— usability was improved.By setting restriction to the A,C axis’increments and subdividing long lines into multiple segments,the non— linear ermr was reduced. Keywords:Five axis machine tool;Two turntable;Post processing;Quaternion;Non-linear eⅡ0r

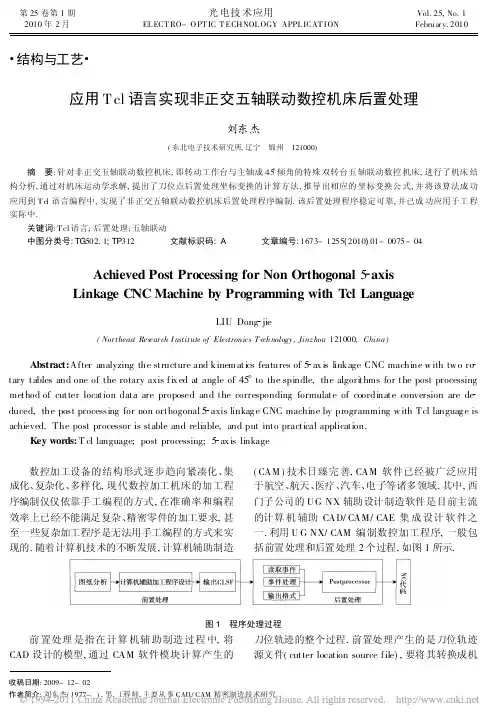
Applica 。 of CAD/CAM/CAPP l 垒2 垒 垒 廛旦
基于UG/POST五轴后置处理
技术研究(上)
贵州航天乌江机电设备有限责任公司 (遵义563003) 张玉峰
中国人民解放军驻3655厂军事代表室 (遵义563003) 白红英
数控机床的各种运动都是执行特定数控指令的结
果,完成一次加工过程需要连续执行一连串的数控指
令,即数控程序。在CAM软件进行数控编程过程中,
将CAD设计的模型,通过CAM软件模块计算产生刀位
轨迹的整个过程称为前置处理。在前置处理中,按照相
对运动原理,将刀位轨迹计算统一在加工坐标系中进
行,而不考虑具体机床结构及指令格式,从而简化系统
软件。即在CAM软件系统中进行刀位轨迹编程时,总
假定上件是固定不动的,所以刀位文件(CLF)中给出
的是在工件坐标系中刀具的位置数据,包括刀心点和刀
轴矢量。前置处理产生的是刀位文件(Cutter Location
File),而不是数控程序。因此,要获得数控机床加工程
序,还需要将前置计算所得的刀位轨迹数据转换成具体机
床的程序代码,该过程称为后置处理(Post—Processing)。
后置处理是数控加工自动编程过程中的一个重要组
成部分,它足将CAM软件前置处理得到的刀位轨迹文
件转化为具体数控机床可识别和执行的程序代码。在后
置处理中,系统要完成机床运动变换、非线性运动误差
校验、进给速度校验和加工程序生成等任务。后置处理
过程原则卜是解释执行,即每读出刀位文件中的一个完
整的记录(行),便分析该记录的类型,根据记录类型 确定是进行坐标变换还是进行文件代码转换,然后根据
所选的数控机床进行坐标转换或文件代码转换,生成一
个完整的数据程序段,并写到数控程序文件中去,直到
刀位原文件结束。
对五坐标联动机床
而言,可概括为三种基
本形式:机床的两个旋 +
转坐标都由刀具摆动实
现(见图1);机床的两
个旋转坐标由工作台回