数控机床坐标系及相关点
- 格式:pptx
- 大小:632.85 KB
- 文档页数:26


数控机床的坐标系
2.1 数控机床的坐标系
在编写数控加工程序过程中,为了确定刀具与工件的相对位置,必须通过机床参考点和坐标系描述刀具的运动轨迹。在国际ISO标准中,数控机床坐标轴和运动方向的设定均已标准化,我国机械工业部1982年颁布的JB3052-82标准与国际ISO标准等效。
2.1.1 坐标系及运动方向
1. 坐标系的确定原则
1)刀具相对于静止工件而运动的原则 这个原则规定不论数控机床是刀具运动还是工件运动,编程时均以刀具的运动轨迹来编写程序,这样可按零件图的加工轮廓直接确定数控机床的加工过程。
2)标准坐标系的规定 标准坐标系是一个直角坐标系,如图2-1-1(a)所示,按右手直角坐标系规定,右手的拇指、食指和中指分别代表X、Y、Z三根直角坐标轴的方向;如图2-1-1(b)所示,旋转方向按右手螺旋法则规定,四指顺着轴的旋转方向,拇指与坐标轴同方向为轴的正旋转,反之为轴的反旋转,图中A、B、C分别代表围绕X、Y、Z三根坐标轴的旋转方向。
图2-1-1 右手直角坐标系
3)坐标轴正负的规定 使刀具与工件之间距离增大的方向规定为轴的正方向,反之为轴的反方向。
2. 机床坐标轴的确定方法 Z轴表示传递切削动力的主轴,X轴平行于工件的装夹平面,一般取水平位置,根据右手直角坐标系的规定,确定了X和Z坐标轴的方向,自然能确定Y轴的方向。
1)车床坐标系
如图2-1-2所示,Z坐标轴与车床的主轴同轴线,刀具横向运动方向为X坐标轴的方向,旋转方向C表示主轴的正转。
图2-1-2车床坐标系
2)立式铣床坐标系
坐标轴反方向运动的极限位置的交点,即在此状态下的工作台左前角上。
图2-1-5 数控车床坐标系的原点
2) 工件坐标系 设定工件坐标系XpYpZp目的是为了编程方便。设置工件坐标系原点的原则尽可能选择在工件的设计基准和工艺基准上,工件坐标系的坐标轴方向与机床坐标系的坐标轴方向保持一致。在数控车床中,如图2-1-6所示,原点Op点一般设定在工件的右端面与主轴轴线的交点上。在数控铣床中,如图2-1-7所示,Z轴的原点一般设定在工件的上表面,对于非对称工件,X、Y轴的原点一般设定在工件的左前角上;对于对称工件,X、Y轴的原点一般设定在工件对称轴的交点上。
第一章 数控机床返回参考点的必要性
数控机床位置检测装置如果采用绝对编码器时,系统断电后位置检测装置靠电池来维持坐标值实际位置的记忆,所以机床开机时,不需要进行返回参考点操作。目前,大多数数控机床采用增量编码器作为位置检测装置,系统断电后,工件坐标系的坐标值就失去记忆,机械坐标值尽管靠电池维持坐标值的记忆,但只是记忆机床断电前的坐标值而不是机床的实际位置,因此开机后,必须让机床各坐标轴回到一个固定位置点上,既是回到机床的坐标系零点,也称坐标系的原点或参考点,这一过程就称为机床回零或回参考点操作。数控机床的各种刀具补偿、间隙补偿、轴向补偿以及其它精度补偿措施能否发挥正确作用将完全取决于数控机床能否回到正确的零点位置。所以机床首次开机后要进行返回参考点操作。
数控机床的原点是数控机床厂家设定在机床上的一个固定点,作为机床调整的基准点。数控机床参考点也是数控厂家设定的(一般是机床各坐标轴的正极限位置),通过机床正确返回参考点,CNC系统才能确定机床的原点位置。
机床参考点是用于对机床运动进行检测和控制的固定位置点。机床参考点的位置是由机床制造厂家在每个进给轴上用限位开关精确调整好的,坐标值已输入数控系统中。因此参考点对机床原点的坐标是一个已知数。通常在数控铣床上机床原点和机床参考点是重合的;而在数控车床上机床参考点是离机床原点最远的极限点。数控机床开机时,必须先确定机床原点,而确定机床原点的运动就是刀架返回参考点的操作,这样通过确认参考点,就确定了机床原点。只有机床参考点被确认后,刀具(或工作台)移动才有基准。
第二章 数控机床返回参考点的原理及常见方式
返回参考点的原理 数控机床按照控制理论可分为闭环、半闭环、开环系统。闭环数控系统装 有检测最终直线位移的反馈装置,半闭环数控系统的位置测量装置安装在伺服电动机转动轴上或丝杆的端部也就是说反馈信号取自角位移,而开环数控系统不带位置检测反馈装置。对于闭环半闭环数控系统,通常利用位移检测反馈装置脉冲编码器或光栅尺进行回参考点定位,即栅格法回参考点。而开环系统则需另外加装检 测元件,通常利用磁感应开关回参考点定位,即磁开关法回参考点。无论采用哪种回参考点操作,为保证准确定位,在到达参考点之前必须使数控机床的伺服系统自动减速,因此在多数数控机床上安装减速挡块及相应的检测元件。栅格法根据检测反馈元件计量方法的不同又可分为绝对栅格法和增量栅格法。采用绝对脉冲编码器 或光栅尺回参考点的称为绝对栅格法,在机床调试时,通过参数设置和机床回零操作确定参考点, 只要检测反馈元件的后备电池有效, 此后每次开机,均记录有参考点位置信息,因而不必再进行回参考点操作。采用增量式编码器或光栅尺回参考点的称为增量栅格法,在每次开机时都需要回参考点。不同数控系统返回参考点的动作、细节有所不同。不过回参考点大体可归纳为以下两种方式:
数控机床的坐标系 机床坐标系的确定步骤及方法
在数控编程时,为了描述机床的运动,简化程序编制的方法及保证纪录数据的互换性,数控机床的坐标系和运动方向均已标准化,ISO和我国都拟定了命名的标准。 通过这一部分的学习,能够掌握机床坐标系、编程坐标系、加工坐标系的概念,具备实际动手设置机床加工坐标系的能力。
机床坐标系的确定步骤及方法:
(1)机床相对运动的规定
在机床上,我们始终认为工件静止,而刀具是运动的。这样编程人员在不考虑机床上工件与刀具具体运动的情况下,就可以依据零件图样,确定机床的加工过程。
(2)机床坐标系的规定
标准机床坐标系中X、Y、Z坐标轴的相互关系用右手笛卡尔直角坐标系决定。
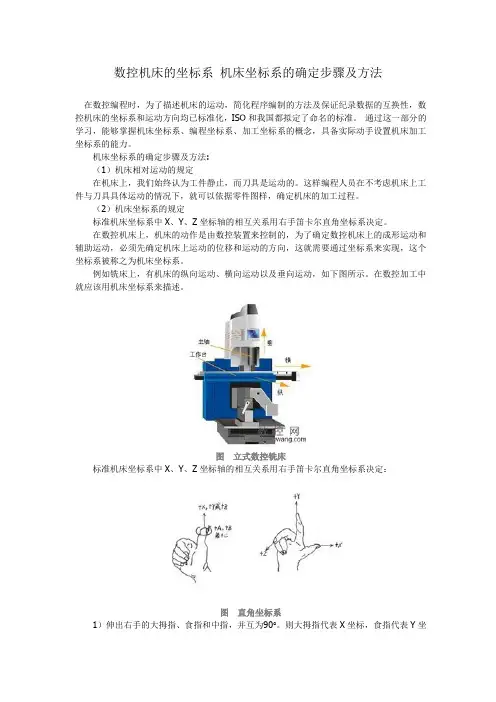
在数控机床上,机床的动作是由数控装置来控制的,为了确定数控机床上的成形运动和辅助运动,必须先确定机床上运动的位移和运动的方向,这就需要通过坐标系来实现,这个坐标系被称之为机床坐标系。
例如铣床上,有机床的纵向运动、横向运动以及垂向运动,如下图所示。在数控加工中就应该用机床坐标系来描述。
图 立式数控铣床
标准机床坐标系中X、Y、Z坐标轴的相互关系用右手笛卡尔直角坐标系决定:
图 直角坐标系
1)伸出右手的大拇指、食指和中指,并互为90°。则大拇指代表X坐标,食指代表Y坐标,中指代表Z坐标。
2)大拇指的指向为X坐标的正方向,食指的指向为Y坐标的正方向,中指的指向为Z坐标的正方向。
3)围绕X、Y、Z坐标旋转的旋转坐标分别用A、B、C表示,根据右手螺旋定则,大拇指的指向为X、Y、Z坐标中任意轴的正向,则其余四指的旋转方向即为旋转坐标A、B、C的正向,见上图。
(3)运动方向的规定
增大刀具与工件距离的方向即为各坐标轴的正方向,如图所示为数控车床上两个运动的正方向。
图 机床运动的方向

数控机床试题库
工业071
一、 填空
1、数控机床坐标系三坐标轴X、Y、Z及其正方向用〔 〕判定,X、Y、Z各轴的回转运动及其正方向+A、+B、+C分别用〔 〕判断。
2、与机床主轴重合或平行的刀具运动坐标轴为〔 〕轴,远离工件的刀具运动方向为〔 〕。
3、X坐标轴一般是〔 〕,与工件安装面〔 〕,且垂直Z坐标轴。
4、在数控铣床上加工整圆时,为防止工件外表产生刀痕,刀具从起始点沿圆弧外表的 进入,进行圆弧铣削加工;整圆加工完毕退刀时,顺着圆弧外表的〔 〕退出。
5、走刀路线是指加工过程中,〔 〕相对于工件的运动轨迹和方向。
6、机床接通电源后的回零操作是使刀具或工作台退离到〔 〕。
7、数控机床按控制系统功能特点分类分为:〔 〕、〔 〕和〔 〕。
8、对刀点既是程序的〔 〕,也是程序的〔 〕。为了提高零件的加工精度,对刀点应尽量选在零件的〔 〕基准或工艺基准上。
9、刀位点是刀具上的一点,车刀刀尖带圆弧时刀位点是〔 〕,球头铣刀刀位点为〔 〕。
10、数控车床的混合编程是指〔 〕。
11、编程时可将重复出现的程序编成〔 〕,使用时可以由〔 〕屡次重复调用。
12、在返回动作中,用G98指定刀具返回〔 〕;用G99指定刀具返回〔 〕。
二、 选择填空
1、在数控铣床上的XY平面内加工曲线外形工件,应选择 指令。
7; 8;9;
2、闭环进给伺服系统与半闭环进给伺服系统主要区别在于 。
A.位置控制器; B.检测单元; C.伺服单元; D.控制对象
3、G00的指令移动速度值是 。