圆弧插补指令G02,G03课件
- 格式:ppt
- 大小:5.59 MB
- 文档页数:41

圆弧插补指令G02/G03指令格式:G02R__X (U )__ Z (W )__ F__ ;G03 I__ K__指令意义:刀具沿X 、Z 两轴同时从起点位置(当前程序段运行前的位置)以R 指定的值为半径或以I 、K 值确定的圆心顺时针(G02)/逆时针(G03)圆弧插补至X(U )、Z (W )指定的终点位置。
指令地址:G02:顺时针圆弧插补,见图3-15A ; G03:逆时针圆弧插补,见图3-15B ;X :终点位置在X 轴方向的绝对坐标值,其取值范围是:-9999.999mm ~+9999.999mm;Z :终点位置在Z 轴方向的绝对坐标值,其取值范围是:-9999.999mm ~+9999.999mm;U :终点位置相对起点位置在X 轴方向的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;W :终点位置相对起点位置在Z 轴方向的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;I :圆心相对圆弧起点在X 轴上的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;K :圆心相对圆弧起点在Z 轴上的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;R :圆弧半径;F :沿圆周运动的切线速度,其取值范围是:1~15000mm/min,其速度合成图见本手册3.6节进给功能F 代码。
图3-15A G02轨迹图图3-15B G03轨迹图指令说明:● 顺时针或逆时针是从垂直于圆弧所在平面的坐标轴的正方向看到的回转方向,它是与采用前刀座坐标系还是后刀座坐标系有关的,如图3-16;图3-16 圆弧方向的确定● 圆弧中心用地址I 、K 指定时,其分别对应于X ,Z 轴。
I 、K 表示从圆弧起点到圆心的矢量分量,是增量值:I =圆心坐标X -圆弧起始点的X 坐标; K =圆心坐标Z -圆弧起始点的Z 坐标;OKI图3-17 圆弧I 、K 值I 、K 根据方向带有符号,I 、K 方向与X 、Z 轴方向相同,则取正值;否则,取负值。




数控车工编程与实训G02/G03指令课题:G02/G03指令课时:6课时课型:实训课教学目标:1、熟悉G02/G03指令格式2、熟悉G02/G03指令含义教学重点:掌握G02/G03指令编程方法教学难点G02/G03指令格式的正确使用及各种表现形式程序结构和程序段格式教学过程:思政内容:大国工匠左手残疾的焊工卢仁峰,用牙咬住防护面具,单手练成过硬的焊接技术,引导学生认知工匠精神须具备"爱岗敬业的社会主义核心价值观及求真创新的社会责任感"。
一、圆弧插补G02/03格式:G02/03 X(U) Z(W) R F ,10z10 30 20 40说明:(1) G02、G03时,刀具相对工件以F指令的进给速度从当前点向终点进行插补加工,G02为顺时针方向圆弧插补,G03为逆时针方向圆弧插补。
顺时针或逆时针是从垂直于圆弧所在平面的坐标轴的正方向看到的回转方向。
(2) 圆弧半径编程时,当加工圆弧段所对的圆心角为 0~180°时,R取正值,当圆心角为180~ 360°时,R取负值,在同一程序段中I、K、R同时指令时,R 优先,I、K无效。
二、编程实例1编程实例2T0101G98S1000M03G00X45.Z5.G00X18.G01Z0.F0.2X20.Z-1.Z-10.G02X40.Z-20.R10.G01Z-50.G00X45.Z5.M05M30三、教学总结1、熟悉G02/G03指令格式2、熟悉G02/G03指令含义3、掌握G03/G02指令的使用方法。
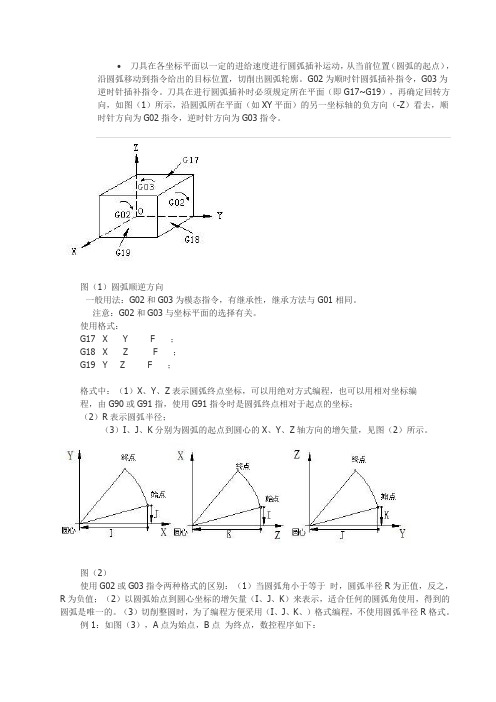
刀具在各坐标平面以一定的进给速度进行圆弧插补运动,从当前位置(圆弧的起点),沿圆弧移动到指令给出的目标位置,切削出圆弧轮廓。
G02为顺时针圆弧插补指令,G03为逆时针插补指令。
刀具在进行圆弧插补时必须规定所在平面(即G17~G19),再确定回转方向,如图(1)所示,沿圆弧所在平面(如XY平面)的另一坐标轴的负方向(-Z)看去,顺时针方向为G02指令,逆时针方向为G03指令。
图(1)圆弧顺逆方向一般用法:G02和G03为模态指令,有继承性,继承方法与G01相同。
注意:G02和G03与坐标平面的选择有关。
使用格式:G17 X Y F ;G18 X Z F ;G19 Y Z F ;格式中:(1)X、Y、Z表示圆弧终点坐标,可以用绝对方式编程,也可以用相对坐标编程,由G90或G91指,使用G91指令时是圆弧终点相对于起点的坐标;(2)R表示圆弧半径;(3)I、J、K分别为圆弧的起点到圆心的X、Y、Z轴方向的增矢量,见图(2)所示。
图(2)使用G02或G03指令两种格式的区别:(1)当圆弧角小于等于时,圆弧半径R为正值,反之,R为负值;(2)以圆弧始点到圆心坐标的增矢量(I、J、K)来表示,适合任何的圆弧角使用,得到的圆弧是唯一的。
(3)切削整圆时,为了编程方便采用(I、J、K、)格式编程,不使用圆弧半径R格式。
例1:如图(3),A点为始点,B点为终点,数控程序如下:图(3)圆弧插补O1;G90 G54 G02 I50.0 J0. F100;G03 X-50.0 Y40.0 I-50.0 J0;X-25.0 Y25.0 I0. J-25.0;M30;或:O1;G90 G54 G02 I50.0 J0 F100;G03 X-50.0 Y40.0 R50.0;X-25.0 Y25.0 R-50.0;M30;那么I/J/K的是如何计算的呢?通过查阅资料我们知道I/J/K指的是圆弧始点到圆心的矢量分量,是增量值。
圆弧插补G02、G03该指令控制数控机床在各坐标平面内执行圆弧运动,将工件切削出圆弧轮廓,该指令使刀具从圆弧起点沿圆弧移动到圆弧终点,如图8—5所示。
(1)指令格式:G02(G03)X(U) Z(W) I K F 或G02(G03)X(U) Z(W) R FG02——顺时针(CW);G03——逆时针(CCW);图8—5圆弧插补G02、G03 X,Z——坐标系里的终点坐标;U,W——起点与终点之间的距离; I,K——从起点到中心点的矢量(半径值);(2)方向判别沿着垂直于圆弧所在平面的坐标轴(y轴)负方向看,顺时针为G02,逆时针为G03,如图8—6所示。
图8-6 圆弧插补的方向判别用地址X,Z或者U,W指定圆弧的终点,分别为用绝对值或增量值表示。
增量值是从圆弧的始点到终点的距离值。
圆弧中心用地址工,K指定,它们分别对应于X,Z轴。
K后面的数值是从圆弧始点到圆心的矢量分量,是增量值。
a.圆弧终点位置指刀具切削圆弧的最后一点。
b.绝对状态指X、Z两坐标在工件坐标系中的终点位置。
c.相对状态指X、Z两坐标在工件坐标系中从起点到终点的增量距离。
d.圆弧中心J、K、R的含义·J:从起点到圆心的矢量在X轴方向的投影。
·K:从起点到圆心的矢量在Z轴方向的投影。
·R:圆弧半径。
编程实例:(a)顺时针圆弧插补M03S800T0101G99G00 X42 Z2X20G01 Z-22 F0.2G02 X36 Z-30 R8或者G02 X36 Z-30 I 16 KO F0.2 G01 X40Z-45G00 X100 Z100M30(b)逆时针圆弧插补M03S800T0101G99G00 X42 Z2X20G01 Z-30 F0.2X24G03 X40 Z-38 R8或者G03 X40 Z-38 I0 K-8 F0.2G01 Z-45G00 X100 Z100M30说明a_采用绝对值编程时,圆弧终点坐标为圆弧终点在工件坐标系中的坐标值,用X、Z表示。