圆弧插补指令
- 格式:ppt
- 大小:3.72 MB
- 文档页数:15
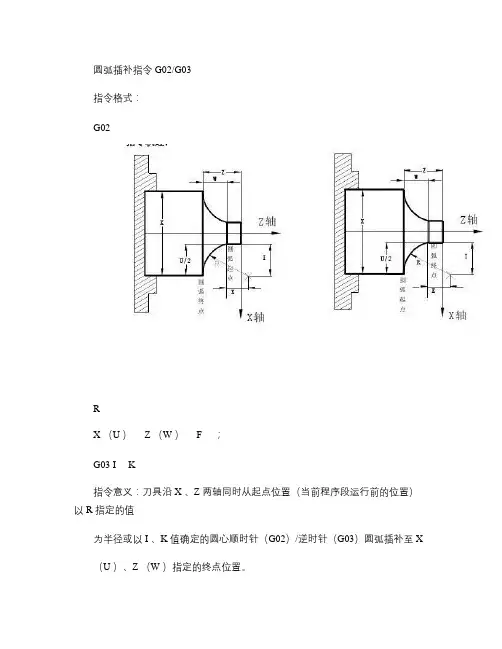
圆弧插补指令G02/G03指令格式:G02R__X (U )__ Z (W )__ F__ ;G03 I__ K__指令意义:刀具沿X 、Z 两轴同时从起点位置(当前程序段运行前的位置)以R 指定的值为半径或以I 、K 值确定的圆心顺时针(G02)/逆时针(G03)圆弧插补至X(U )、Z (W )指定的终点位置。
指令地址:G02:顺时针圆弧插补,见图3-15A ; G03:逆时针圆弧插补,见图3-15B ;X :终点位置在X 轴方向的绝对坐标值,其取值范围是:-9999.999mm ~+9999.999mm;Z :终点位置在Z 轴方向的绝对坐标值,其取值范围是:-9999.999mm ~+9999.999mm;U :终点位置相对起点位置在X 轴方向的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;W :终点位置相对起点位置在Z 轴方向的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;I :圆心相对圆弧起点在X 轴上的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;K :圆心相对圆弧起点在Z 轴上的坐标值,其取值范围是:-9999.999mm ~+9999.999mm;R :圆弧半径;F :沿圆周运动的切线速度,其取值范围是:1~15000mm/min,其速度合成图见本手册3.6节进给功能F 代码。
图3-15A G02轨迹图图3-15B G03轨迹图指令说明:● 顺时针或逆时针是从垂直于圆弧所在平面的坐标轴的正方向看到的回转方向,它是与采用前刀座坐标系还是后刀座坐标系有关的,如图3-16;图3-16 圆弧方向的确定● 圆弧中心用地址I 、K 指定时,其分别对应于X ,Z 轴。
I 、K 表示从圆弧起点到圆心的矢量分量,是增量值:I =圆心坐标X -圆弧起始点的X 坐标; K =圆心坐标Z -圆弧起始点的Z 坐标;OKI图3-17 圆弧I 、K 值I 、K 根据方向带有符号,I 、K 方向与X 、Z 轴方向相同,则取正值;否则,取负值。
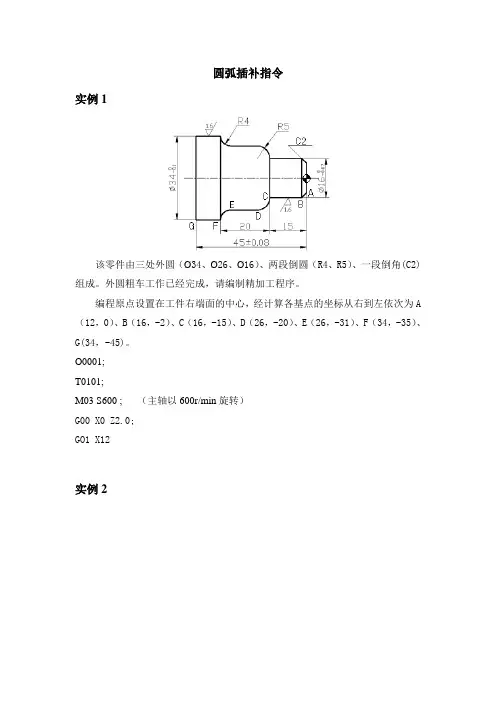
圆弧插补指令实例1该零件由三处外圆(Ø34、Ø26、Ø16)、两段倒圆(R4、R5)、一段倒角(C2)组成。
外圆粗车工作已经完成,请编制精加工程序。
编程原点设置在工件右端面的中心,经计算各基点的坐标从右到左依次为A (12,0)、B(16,-2)、C(16,-15)、D(26,-20)、E(26,-31)、F(34,-35)、G(34,-45)。
O0001;T0101;M03 S600 ; (主轴以600r/min旋转)G00 X0 Z2.0;GO1 X12实例2O0001;T0101M03 S400 (主轴以400r/min 旋转)G00 X0 (到达工件中心)G01 G42 G01Z0 F60 (工进接触工件毛坯)(加刀补)G03 U24 W-24 R15 (加工R15圆弧段)G02 X26 Z-31 R5 (加工R5圆弧段)G40 G00 X30 (取消刀补)G01 Z-40 (加工Φ26外圆)X40 Z5 (回对刀点)M30 (主轴停、主程序结束复位)刀具补偿数控车床通常连续实行各种切削加工,刀架在换刀时前一刀具刀尖位置和新换的刀具位置之间会产生差异,刀具安装也存在误差、刀具磨损和刀尖圆弧半径等误差,若不利用刀具补偿功能予以补偿,就切削不出符合图样要求形状的零件。
此外,合理利用刀具补偿还可以简化编程。
数控车床的刀具补偿可分为两类,即刀具位置补偿和刀具半径补偿。
刀具位置补偿 刀具补偿 刀具的几何补偿(TXXXX 实现) 尖圆弧半径补偿(G41、G42实现) 几何位置补偿磨损补偿由于存在两种形式的偏移量,所以刀具位置补偿使用两种方法,一种方法是将几何补偿值和磨损补偿值分别设定存储单元存放补偿值,其格式为:另一种方法是将几何偏移量和磨损偏移量合起来补偿,如图(b)所示,其格式为:刀具半径补偿的目的1.若车削加工使用尖角车刀,刀位点即为刀尖,其编程轨迹和实际切削轨迹完全相同。
mc_movecircular—圆弧插补指令mc_movecircular是一种用于机床控制的圆弧插补指令,它在CNC(Computer Numerical Control)系统中用于控制机械轴的运动,实现机械轴的圆弧插补运动。
圆弧插补是一种机器运动中常用的插补方式,通过控制机床的各个坐标轴,实现物体在平面(或空间)中以圆弧路径运动。
下面是关于mc_movecircular指令及其相关参考内容的介绍。
mc_movecircular指令的语法如下:mc_movecircular(Axis1_Value, Axis2_Value, Radius, CenterX, CenterY, Direction, Speed)其中,Axis1_Value为电机1对应的位置值,Axis2_Value为电机2对应的位置值,Radius为圆弧半径,CenterX和CenterY 为圆弧的圆心坐标,Direction为圆弧路径的方向(取值为“CW”表示顺时针,取值为“CCW”表示逆时针),Speed为圆弧的运动速度。
在使用mc_movecircular指令进行圆弧插补时,需要注意以下几个关键点:1.插补方式:mc_movecircular指令实现的是圆弧插补,即通过控制机床各个坐标轴的运动,使得工具在平面(或空间)中呈圆弧路径运动。
圆弧路径可以是二维的,也可以是三维的。
2.坐标轴控制:mc_movecircular指令的参数中包含了两个坐标轴的位置值,分别对应机床的两个电机或轴。
通过控制这两个坐标轴的运动,实现工具的圆弧路径运动。
3.圆弧半径与圆心坐标:mc_movecircular指令的参数中需要指定圆弧的半径和圆心坐标。
圆弧半径决定了圆弧轨迹的大小,圆心坐标则确定了圆弧的位置。
通过合理的设置半径和圆心,可以实现不同大小和位置的圆弧运动。
4.圆弧方向:mc_movecircular指令的参数中需要指定圆弧的方向,即顺时针(CW)或逆时针(CCW)方向。

mc_movecircular—圆弧插补指令mc_movecircular是一种圆弧插补指令,用于控制数控机床进行圆弧插补运动。
在实际应用中,通常需要指定圆弧的起始点、终点、圆心和插补方向等参数,以便控制机床按照指定路径进行运动。
圆弧插补是数控机床的一种重要的运动方式,它可以用来实现半径为r的圆的插补,也可以通过连接多个圆弧实现曲线的插补。
在实际应用中,圆弧插补广泛应用于各种工件的雕刻、精密切割、曲线轮廓加工等领域。
使用mc_movecircular指令进行圆弧插补时,需要指定以下参数:1. 起始点坐标(X1、Y1、Z1):起始点是圆弧的一个端点,在三维坐标系中用三个坐标值来确定。
2. 终点坐标(X2、Y2、Z2):终点是圆弧的另一个端点,在三维坐标系中用三个坐标值来确定。
3. 圆心坐标(Xc、Yc、Zc):圆心是圆弧的中心点,在三维坐标系中用三个坐标值来确定。
4. 插补方向(D):插补方向指定了圆弧是逆时针还是顺时针插补。
通常规定D=1表示逆时针,D=-1表示顺时针。
5. 半径(R):圆弧的半径是圆心到圆弧上任一点的距离,用一个数值来表示。
除了以上必须的参数外,还可以指定一些可选的参数,如运动速度、加速度、切入切出速度等,以进一步控制机床的运动。
在实际应用中,根据具体情况需要灵活选择这些参数。
使用mc_movecircular指令进行圆弧插补时,需要注意以下几点:1. 各个坐标参数的单位:通常情况下,机床控制系统使用的坐标单位是毫米(mm),但也有可能会使用英寸(inch)。
在使用mc_movecircular指令时,需要确认所使用的坐标单位,并根据需要进行单位换算。
2. 圆心和起始、终点的位置关系:在确定圆心和起始、终点的位置时,要确保它们的位置关系是合理的。
通常情况下,起始点和终点应该在圆弧的同一侧,而圆心则应该在它们的中垂线上。
3. 圆弧的插补方向选择:插补方向的选择会影响到圆弧的走向和形状。

G02是数控编程中的一个指令,用于表示圆弧插补。
下面是一个G02编程的实例及解释。
实例:
N10 G90 G40 G21 G17 G94 G80;(设置初始条件)
N20 G54 X-75 Y-75 S600 M03;(设置工作坐标系G54,并启动主轴)N30 G00 Z10;(快速移动到Z10位置)
N40 G02 X-75 Y0 R50;(进行圆弧插补,从当前位置沿圆弧线移动到X-75,Y0的位置,半径为50)
N50 G03 X-75 Y75 R75;(进行圆弧插补,从当前位置沿圆弧线移动到X-75,Y75的位置,半径为75)
N60 G01 Z-5;(沿直线移动到Z-5位置)
N70 M30;(程序结束)
解释:
1. N10行:设置初始条件,包括取消任何前一程序的设置,选择毫米单位,选择平面为XY,取消刀具补偿等。
2. N20行:设置工作坐标系G54,将坐标原点设置在工件的右下方,并启动主轴以准备切削。
3. N30行:快速移动到Z10位置,不进行切削。
4. N40行:使用G02指令进行圆弧插补,从当前位置沿圆弧线移动到X-75,Y0的位置,半径为50。
这意味着在圆弧插补过程中,刀具会根据设定的圆弧线移动,而不是直线移动。
5. N50行:使用G03指令进行圆弧插补,从当前位置沿圆弧线移动到X-75,Y75的位置,半径为75。
这个指令与N40行的G02指令类似,但是半径不同。
6. N60行:使用G01指令沿直线移动到Z-5位置。
这个指令与之前的圆弧插补指令不同,它会使刀具沿直线移动。
7. N70行:程序结束。
M30指令表示程序结束并返回程序顶部。
. ❖圆弧插补指令
1.G02顺时针圆弧插补:沿着刀具进给路径,圆弧段为顺时针。
2.G03逆时针圆弧插补:沿着刀具进给路径,圆弧段位逆时针。
❖圆弧半径编程
1.格式:G02/G03X_Y_Z_R_F;
2.移到圆弧初始点;
3.G02/G03+圆弧终点坐标+R圆弧半径。
(圆弧<或=半圆用+R;大于半圆
(180度)小于整圆(360度)用-R。
圆弧半径R编程不能用于整圆加工。
)
❖用I、J、K编程(整圆加工)
1.格式:G02\G03X_Y_Z_I_J_K_F_;
2.I、J、K分别表示X\Y\Z方向相对于圆心之间的距离,X方向用I表示,
Y方向用J表示,z方向用K表示(G17平面K为0)。
正负判断方法:刀具停留在轴的负方向,往正方向进给,也就是与坐标轴同向,那么就取正值,反之为负。
❖技巧
1.在加工整圆时,一般把刀具定位到中心点,下刀后移动到x轴或Y轴的
轴线上,这样就有一根轴是0,便于编程。
1 / 1'.。
圆弧插补指令格式-回复圆弧插补指令格式是指在数控机床中用于描述和控制圆弧插补运动的一种命令格式。
圆弧插补是指工件在加工过程中按照一定的曲线轨迹进行移动,实现复杂的曲线加工操作。
本文将一步一步地回答有关圆弧插补指令格式的问题,以便更好地理解和应用这一技术。
第一步:了解圆弧插补指令的基本结构圆弧插补指令由字母、数字和其他特殊字符组成,用于指定加工轨迹、切向速度和加工参数等信息。
一般而言,圆弧插补指令的格式是由字母组成的代码段,后跟由数字和特殊字符组成的参数段。
第二步:了解圆弧插补指令的字母代码段圆弧插补指令的字母代码段用于描述加工轨迹和切向速度等信息。
常见的字母代码包括:- A:表示绕X轴旋转的角度;- B:表示绕Y轴旋转的角度;- C:表示绕Z轴旋转的角度;- I:表示起点到圆心的X轴偏移;- J:表示起点到圆心的Y轴偏移;- K:表示起点到圆心的Z轴偏移。
这些字母代码可以用来定义圆弧的位置、方向和半径等信息。
第三步:了解圆弧插补指令的参数段圆弧插补指令的参数段是由数字和特殊字符组成的,用于指定加工参数和轨迹信息。
常见的参数包括:- 半径:表示圆弧的半径大小;- 切向速度:表示工件在曲线上的移动速度;- 切入和切出:表示工件在曲线上的起点和终点。
这些参数可以根据具体的加工需求进行调整,以实现不同曲线的加工效果。
第四步:编写圆弧插补指令在使用圆弧插补指令进行加工时,需要根据具体的加工需求编写相应的指令。
一般而言,编写圆弧插补指令需要按照以下步骤进行:- 确定起点和终点:首先需要确定工件在曲线上的起点和终点;- 计算圆弧半径和切向速度:根据起点和终点的位置信息,计算出圆弧的半径和切向速度;- 设置切入和切出:根据具体的加工需求,设置工件在曲线上的切入和切出位置;- 编写圆弧插补指令:根据上述确定的参数,编写圆弧插补指令并输入到数控机床中。
第五步:调试和优化圆弧插补指令在编写完圆弧插补指令后,需要进行调试和优化以确保加工质量和效率。
圆弧插补G02、G03该指令控制数控机床在各坐标平面内执行圆弧运动,将工件切削出圆弧轮廓,该指令使刀具从圆弧起点沿圆弧移动到圆弧终点,如图8—5所示。
(1)指令格式:G02(G03)X(U) Z(W) I K F 或G02(G03)X(U) Z(W) R FG02——顺时针(CW);G03——逆时针(CCW);图8—5圆弧插补G02、G03 X,Z——坐标系里的终点坐标;U,W——起点与终点之间的距离; I,K——从起点到中心点的矢量(半径值);(2)方向判别沿着垂直于圆弧所在平面的坐标轴(y轴)负方向看,顺时针为G02,逆时针为G03,如图8—6所示。
图8-6 圆弧插补的方向判别用地址X,Z或者U,W指定圆弧的终点,分别为用绝对值或增量值表示。
增量值是从圆弧的始点到终点的距离值。
圆弧中心用地址工,K指定,它们分别对应于X,Z轴。
K后面的数值是从圆弧始点到圆心的矢量分量,是增量值。
a.圆弧终点位置指刀具切削圆弧的最后一点。
b.绝对状态指X、Z两坐标在工件坐标系中的终点位置。
c.相对状态指X、Z两坐标在工件坐标系中从起点到终点的增量距离。
d.圆弧中心J、K、R的含义·J:从起点到圆心的矢量在X轴方向的投影。
·K:从起点到圆心的矢量在Z轴方向的投影。
·R:圆弧半径。
编程实例:(a)顺时针圆弧插补M03S800T0101G99G00 X42 Z2X20G01 Z-22 F0.2G02 X36 Z-30 R8或者G02 X36 Z-30 I 16 KO F0.2 G01 X40Z-45G00 X100 Z100M30(b)逆时针圆弧插补M03S800T0101G99G00 X42 Z2X20G01 Z-30 F0.2X24G03 X40 Z-38 R8或者G03 X40 Z-38 I0 K-8 F0.2G01 Z-45G00 X100 Z100M30说明a_采用绝对值编程时,圆弧终点坐标为圆弧终点在工件坐标系中的坐标值,用X、Z表示。
"mc_movecircular"是一种圆弧插补指令,常用于数控机床中的轨迹控制。
它用于在指定的起始点、终点和半径条件下,生成一个平面或立体的圆弧路径,使工具或工件按照这个路径进行插补运动。
1.格式和语法:这种圆弧插补指令通常由数控系统生成,并以特定的格式发送给数控机床的控制器执行。
具体的格式和语法可能因数控系统和机床型号而有所不同,因此在实际使用时,需要参考相关的数控系统文档或机床操作手册来获取正确的指令格式和参数说明。
2.参数说明:起点位置:指定圆弧路径的起点坐标。
通常使用机床坐标系或工件坐标系来表示,取决于具体的应用需求。
终点位置:指定圆弧路径的终点坐标。
与起点位置一样,通常使用机床坐标系或工件坐标系来表示。
插补半径:指定圆弧的半径。
它决定了圆弧路径的大小和形状。
半径可以为正数或负数,分别代表不同的旋转方向。
方向:指定圆弧的旋转方向,可以是顺时针或逆时针。
这通常通过指定半径的正负来实现。
速度:指定插补运动的速度。
它可以是线性速度或角度速度,取决于所使用的坐标系和单位。
加减速度:指定插补运动的加速度和减速度。
它们决定了插补运动的平滑性和过渡效果。
插补模式:指定插补的模式,可以是二维圆弧插补或三维圆弧插补。
二维圆弧插补适用于平面加工,而三维圆弧插补适用于立体加工。
3,插补算法:数控系统使用特定的算法来计算合适的插补路径。
这些算法考虑了起点、终点、半径和其他参数,以生成平滑的圆弧路径。
插补算法的目标是最小化机床的加速度和减速度,同时满足给定的速度和加减速度限制。
4.精度和误差:在执行圆弧插补时,数控机床的精度和误差是重要考虑因素。
精度取决于机床的几何精度、运动系统的刚度和反馈系统的分辨率误差可能来自多个方面,包括机床的机械结构、伺服系统的延迟、传感器的精度等。
这些误差可能会导致插补路径与期望路径之间的偏差,从而影响加工的精度和质量。
为了减小误差并提高插补的精度,数控系统通常会采取一些措施,例如使用高精度的传感器和反馈系统、进行补偿校正、优化插补算法等。
加工中心g3指令用法
G3指令是数控加工(CNC)编程中的一种圆弧插补指令。
它用于指定一个以圆心和半径定义的逆时针圆弧运动。
下面是G3指令的用法:
G3 Xx Yy Ii Jj Ff
其中,X和Y是终点的坐标值,表示圆弧的结束点;I和J是相对于起始点的圆心偏移量;F是进给速率。
例如,假设起点为(0,0),终点为(10,10),圆心坐标为(5,0),进给速率为10,G3指令可以写成:
G3 X10 Y10 I5 J0 F10
这条指令将在运动中生成一个起点为(0,0),终点为(10,10)的逆时针圆弧,圆心坐标为(5,0),并以速度10进行进给。
需要注意的是,G3指令只能插补二维平面上的圆弧,因此通常需要通过前导指令或设置来指定工作平面。
另外,G3指令也要求CNC机床支持圆弧插补功能。
最好在使用之前查阅相应的机床操作手册以确保正确使用G3指令。
fanuc圆弧插补参数
FANUC数控系统的圆弧插补参数主要包括以下几个:
1.R:圆弧半径。
2.I:起始点到圆心距。
3.J:起始点到圆弧切线的距离。
4.F:进给速度。
5.T:圆弧方向。
R参数是圆弧半径,可以为正数或负数。
正数表示圆弧为顺时针方向,负数表示圆弧为逆时针方向。
I参数是起始点到圆心的距离,可以为正数或负数。
正数表示起始点在圆弧内,负数表示起始点在圆弧外。
J参数是起始点到圆弧切线的距离,可以为正数或负数。
正数表示起始点在圆弧切线的右侧,负数表示起始点在圆弧切线的左侧。
F参数是进给速度,可以为正数或负数。
正数表示圆弧插补的方向与进给方向相同,负数表示圆弧插补的方向与进给方向相反。
T参数是圆弧方向,可以为0或1。
0表示圆弧为顺时针方向,1表示圆弧为逆时针方向。
R、I、J参数可以通过以下公式计算:
●R=sqrt(X^2+Y^2)
●I=X-R*cos(θ)
●J=Y-R*sin(θ)
其中,X和Y是起始点的坐标,θ是圆弧的起始角度。