1-10磨削过程及磨削特征
- 格式:ppt
- 大小:851.00 KB
- 文档页数:8
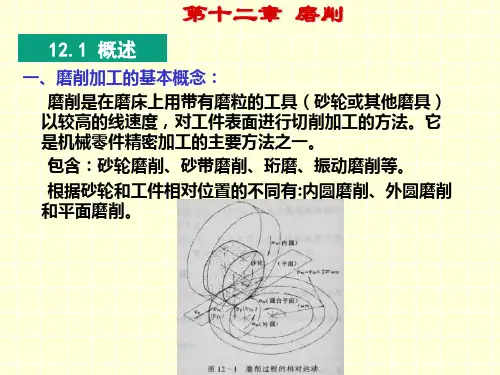
磨削的工艺特点及应用范围磨削是一种通过将磨料与工件接触并相对运动,以去除工件表面的材料来达到加工目的的工艺。
它是机械加工中常用的一种精密加工工艺,具有以下几个特点和应用范围。
首先,磨削具有高精度的特点。
由于磨削采用磨料的物理磨损作用,能够在工件表面形成较高的精度和光洁度。
这使得磨削可以在高要求的部件上进行加工,如模具、精密仪器零部件等。
其次,磨削具有高表面质量的优势。
由于磨削可产生微细破碎和位移切削,所以能够在工件表面形成比较光滑及均匀的表面。
磨削加工可将工件表面粗糙度控制在很低的范围内,以满足高精度零部件的要求。
第三,磨削可以加工各种材料。
由于磨料多种多样,几乎可以加工所有的工程材料,如钢、铸铁、有色金属、陶瓷、石材等。
而且磨削还可以加工硬度高、韧性好的材料,如硬质合金、高速钢等。
因此,磨削具有广泛的应用范围。
第四,磨削是一种高效率的加工方法。
尽管磨削是一种相对慢速的金属切削方式,但具有高的切削效率。
这是由于磨削通过很薄的材料去除率来实现加工,而它的单位材料去除率比其他加工方法要高得多。
此外,磨削可以实现连续加工,大大提高了生产效率。
第五,磨削可以加工各种形状的工件,如平面、曲面、孔等。
通过不同形状的磨具和磨料,可以加工出各种不同形状和精度要求的工件。
并且,由于磨削是一种柔性的加工方法,它可以根据加工需要进行不同的修整,以满足不同的要求。
最后,磨削还可以改善材料的机械性能和表面质量。
通过磨削可以降低材料的表面硬度和残余应力,从而提高材料的疲劳寿命和抗腐蚀性能。
此外,磨削还可以消除工件的加工硬化层,提高工件的尺寸精度和表面质量。
总之,磨削是一种高精度、高效率、多功能的加工方法。
它在航空航天、汽车、机床制造、电子仪器、模具制造等领域广泛应用。
在未来,随着科学技术的不断发展,磨削将更加趋向智能化,更好地满足不同领域对于精密加工的需求。

轧辊磨削工艺规程一、1450轧机工作辊:1、外径公差≤0.02mm2、椭圆度为≤0.02mm3、表面光洁度为4、凸度值按轧钢工艺要求磨削,偏差范围±0.01mm,对称性要求5mm以内5、配对原则:(1)在投入的轧辊中以最接近的尺寸配对(2)磨削过程中,辊外径大的为下工作辊,辊外径小的为上工作辊6、一对平整辊外径尺寸控制在0.2mm7、磨削完后,辊表面标明辊号、上下辊、外径尺寸及凸度值支承辊1、外径公差为≤0.05mm2、椭圆度为≤0.05mm3、表面光洁度为4、外径大的为下支承辊,外径小的为上支承辊5、磨完后,辊表面标明上下辊及外径尺寸二、1100轧机工作辊1、锥度≤0.02mm2、椭圆度为≤0.02mm3、表面光洁度为5、配对原则:上下辊径差不大于2mm ,大辊作为下辊 一、 磨削制度:1. 轧辊磨削之前,要认真核对生产班换辊原因与轧辊实际故障原因,并在磨削记录上填写真实的故障原因。
2. 磨削时,砂轮电流不允许超过50A ,其他参数参照下面的磨削工艺;3. 为保证轧辊表面粗糙度符合轧机用辊要求,不能任意减少中磨和精磨的次数;4. 900和1050轧辊圆弧角重新作出要求:中间辊圆弧宽度重新规定为50mm ,900中间辊一端磨圆弧,1050两端磨圆弧,圆弧高度暂定为0.6mm 。
工作辊和支撑辊均为两端磨圆弧,圆弧高度为0。
2mm 。
5. 注意保持乳化液清洁,并保持相当的浓度(暂定每天白班加油20升),由于所用轧制油容易随磨屑沉淀流失,所以添加时每次不要太多,并根据流失情况随时添加。
6. 每班清理磨屑,不允许往水箱中乱扔杂物和磨屑。
二、 磨削工艺:一、轧辊装配简介:1050轧机为中间辊横移六辊可逆轧机,轧辊共分为支撑辊一对、中间辊一对、工作辊一对,工作时润滑方式为油气润滑,油品为24#汽缸油,以下为1050轧辊主要参数:二、1050轧辊磨削:要求同900轧辊1表面粗糙度;2、锥度⊿0.01mm,椭圆度ф0.005mm;3、工作辊、支撑辊为平辊,中间辊一端50mm宽圆弧过度;4、工作辊正常磨削量≥0.2mm,中间辊正常磨削量≥0.5mm,支撑辊正常磨削量≥1mm;5、1050轧辊配辊时,上下辊径差要求≤2mm。
第一章磨削加工的基本知识培训学习目标1.磨削用量包括那几个基本参数?如何计算砂轮圆周速度、工件圆周速度?2.试述切削液的作用、种类及特点。
3.砂轮由哪三要素构成?4.如何选择砂轮硬度?5.如何选择砂轮粒度?6.引起砂轮不平衡的原因是什么?试述平衡砂轮的目的和方法。
一、磨床的基本知识1.磨床工作在制造业中的地位磨削是一种比较精密的金属加工方法,经过磨削的零件有很高的精度和很小的表面粗糙度值。
目前用高精度外圆磨床磨削的外圆表面,其圆度公差可达到0.001mm左右,相当于一个人头发丝粗细的1/70或更小;其表面粗糙度值达到Ra0.025um,表面光滑似镜。
在现代制造业中,磨削技术占有重要的地位。
一个国家的磨削水平,在一定程度上反映了该国的机械制造工艺水平。
随着机械产品质量的不断提高,磨削工艺也不断发展和完善。
2.普通磨床简介以常用的万能外圆磨床为例,磨床主要由床身、工作台、头架、尾座、砂轮架和内圆磨具等部件组成。
见图1。
磨床还包括液压系统。
(1)床身:磨床的支承。
(2)头架:安装与夹持工件,带动工件旋转,可在水平面内逆时针转90°;(3)内圆磨具:支承磨内孔的砂轮主轴。
(4)砂轮架:支承并传动砂轮主轴旋转,可在水平面±30°范围内转动;(5)尾坐:与头架一起支承工件;(6)滑鞍与横进给机构:通过进给机构带动滑鞍上的砂轮架实现横向进给;(7)横向进给手轮(8)工作台:a.上工作台:上面装有头架与尾坐;b.下工作台:上工作台可绕下工作台在水平面转±10°角度。
3.磨床的型号磨床的种类很多,按GB/T15375-1994磨床的类、组、系划分表,将我国的磨床品种分为三个分类。
一般磨床为第一类,用字母M表示,读作“磨”。
超精加工机床、抛光机床、砂带抛光机为第二类,用2M表示。
轴承套圈、滚球、叶片磨床为第三类,用3M表示。
齿轮磨床和螺纹磨床分别用Y和S表示,读作“牙”和“丝”。
车削,铣削,磨削,刨削,钻削的工艺特点(一)车削工艺•车削工艺是一种通过旋转工件并用刀具切削的加工方法。
•车削可以用来加工各种形状的工件,包括圆柱、锥体、球体等。
•在车削过程中,刀具与工件之间会产生切削力,需要注意刀具的刃口磨损。
车削工艺的特点•高效率:车床可以实现自动化加工,提高生产效率。
•精度高:车削可以达到很高的加工精度,适用于精密零件的加工。
•可加工材料广泛:车削适用于各种材料,包括金属、塑料、陶瓷等。
铣削工艺•铣削工艺是通过刀具的旋转和工件的移动,将刀具的刃口与工件表面接触,实现切削加工的方法。
•铣削可以用来加工平面、曲线、槽口、齿轮等各种形状的工件。
•铣削切削力较大,需要注意刀具与工件的配合及刃口的磨损情况。
铣削工艺的特点•多功能性:铣削可以实现各种形状的加工,具有较高的加工灵活性。
•高效率:铣床可以实现自动化加工,提高生产效率。
•可加工材料广泛:铣削适用于各种材料,包括金属、塑料、木材等。
磨削工艺•磨削工艺是通过砂轮与工件表面的相对运动,将工件表面的材料去除的加工方法。
•磨削可以用来加工精度要求较高的工件,如轴、孔等。
•磨削过程中,砂轮会产生较大的热量,需要注意冷却与润滑。
磨削工艺的特点•高精度:磨削可以达到很高的加工精度,适用于精密零件的加工。
•表面光洁度高:磨削可以在工件表面留下光洁的加工面。
•可加工硬度较高的材料:磨削对硬材料的加工能力较强。
刨削工艺•刨削工艺是通过在刀具和工件之间施加压力,使刀具顺着工件的表面削去一层材料的加工方法。
•刨削可以用来加工大尺寸的平面和槽口等工件。
•刨削过程中,刀具需要具备较高的刚性和稳定性,以保证加工质量。
刨削工艺的特点•快速:刨削可以一次加工较大面积的工件,加工速度较快。
•平整度高:刨削能够获得平整度较高的加工面。
•可加工大尺寸工件:刨削适用于大型工件的加工。
钻削工艺•钻削工艺是通过钻杆的旋转和施加压力,将工件上的材料削除,实现加工的方法。
•钻削主要用于加工圆孔,可以在各种材料上进行钻削。
磨削原理3.7 磨削原理磨削是用砂轮作刀具磨削工件的主要方法之一。
它不仅能加工一可以加工一般刀具难以加工的材料磨削加工的精度可以达到IT60.02~1.25μm。
磨削加工不适合软的材料。
削工件的加工过程,是零件精加工加工一般材料(如钢、铸铁等),还的材料(如淬火钢、硬质合金等)。
~IT4,表面粗糙度Ra值可达适合磨削铝、铜等有色金属及较1.磨料:即砂轮中的硬质颗粒。
2.粒度粒度是指磨料颗粒的大小。
粒度号小的磨粒称为微粉,其号数越小,表示微粉从粗到细依次为W63、W50、W W7、W5、W3.5、W2.5、W1.5、W 度,粒度号W表示微粉,阿拉伯数字表示表示颗粒的大小为40~28μm。
砂轮的粒度对工件表面的粗糙度和磨削深度可以增加,磨削效率高,但表工作标表面上单位面积内的磨粒多,好的表面质量,但磨削效率比较低。
摩擦大,发热量大,易引起工件烧伤。
度号越大,表示磨料颗粒越小。
颗粒更表示磨料的颗粒也越小,亦即粒度越细W40、W28、W20、W14、W10、W1.0、W0.5。
微粉用显微镜测量其粒字表示磨粒的实际宽度尺寸。
例如W40度和磨削效率有较大的影响。
磨粒大,但表面质量差。
反之,磨粒小,在砂轮,磨粒切削刃的等高性好,可以获得较。
另外,粒度细砂轮与工件表面之间的。
3.结合剂结合剂用来将磨料粘合起来,使之影响砂轮的硬度、强度。
结合剂的名称及由于砂轮在高速旋转中进行磨削加击载荷以及强腐蚀性切削液的条件下工合剂本身的耐热、耐蚀性能,就成为结合使之成为砂轮。
结合剂的种类及其性质名称及其代号见表3-13。
削加工,而且又是在高温、高压、强冲下工作,所以磨料粘接的牢固程度,结为结合剂的重要要求。
4.硬度硬度是指砂轮表面上的磨粒在外力易脱落,表明砂轮的硬度低,反之,轮的硬度与磨料的硬度是两个不同的概成不同硬度的砂轮,它主要取决于结合艺。
根据GB/T2484—94标准,砂轮的硬、D、E、F、G、H、J、K、L、M、外力作用下脱落的难易程度。
砂轮的特性和砂轮选择砂轮是由磨料加结合剂用制造陶瓷的工艺方法制成的。
制造砂轮时,用不同的配方和不同的投料密度来控制砂轮的硬度和组织。
砂轮的特性由下列五个因素来决定:磨料、粒度、结合剂、硬度和组织。
一、磨料常用的磨料有氧化物系、碳化物系、高硬磨科系三类。
氧化物系磨料的主要成分是A1203,由于它的纯度不同和加入金属元素不同,而分为不同的品种。
碳化物系磨料主要以碳化硅、碳化硼等为基体,也是因材料的纯度不同而分为不同品种。
高硬磨料系中主要有人造金刚石和立方氮化硼。
各种磨料的特性及适用范围见附录表14—1。
其中立方氮化硼是我国近年发展起来的新型磨科,虽然它的硬度比金刚石略低,但其耐热性(1400℃)比金刚石(800℃)高出许多,而且对铁元素的化学惰性高,所以特别适合于磨削既硬又韧的钢材。
在加工高速钢、模具钢、耐热钢时,立方氮化硼的工作能力超过金刚石5—10倍。
同时,立方氮化硼的磨粒切削刃锋利,在磨削时可减小加工表面材料的塑性变形,因此,磨出的表面粗糙度比用一般砂轮小。
在相同切削条件下,立方氮化硼砂轮加工所得的表面层为残余压应力,而氧化铝砂轮加工的表面层为残余张应力(参看图14—1)。
所以用立方氮化硼砂轮所加工出的零件,其使用寿命要高些。
由此可见,立方氮化硼是一种很有前途的磨料。
二、粒度粒度表示磨粒的大小程度。
以磨粒刚能通过的一号筛网的网号来表示磨粒的粒度。
例如60粒度是指磨粒刚可通过每英寸长度上有60个孔眼的筛网。
当磨粒的直径小于40μm时,这些磨粒称为微粉。
它的粒度以微粉的尺寸大小来表示。
如尺寸为28μm的微粉,其粒度号标为W28。
磨粒粒度及其尺寸范围见表14—2。
磨粒粒度对磨削生产率和加工表面粗糙度有很大的影响。
一般来说,粗磨用颗粒较粗的磨粒,精磨用颗粒较细的磨粒。
当工件材料软、塑性大和磨削面积大时,为避免堵塞砂轮,也可采用较粗的磨粒。
常用的砂轮粒度及其应用范围见表14—3。
三、结合剂结合剂的作用是将磨粒粘合在一起,使砂轮具有必要的形状和强度。