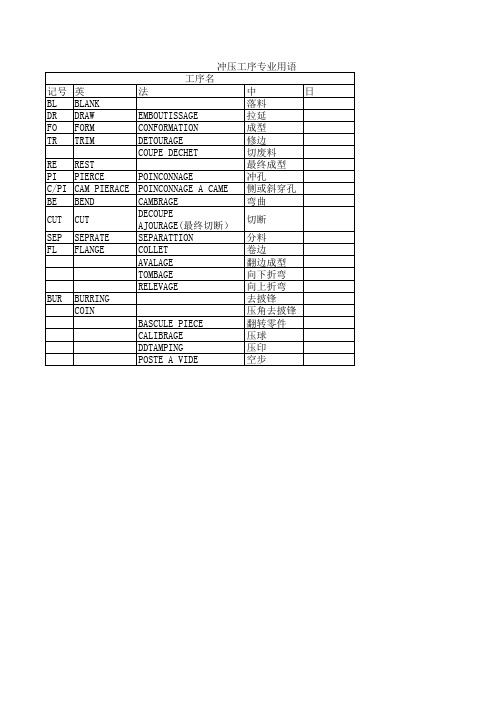
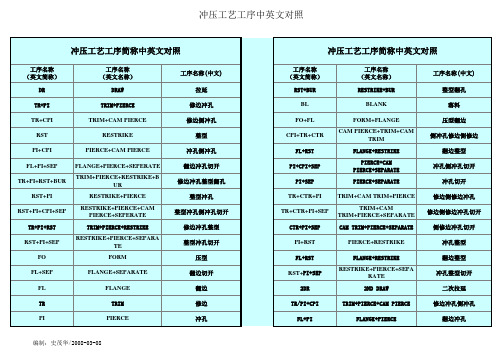
冲压模工序对应缩写
- 格式:doc
- 大小:46.00 KB
- 文档页数:1
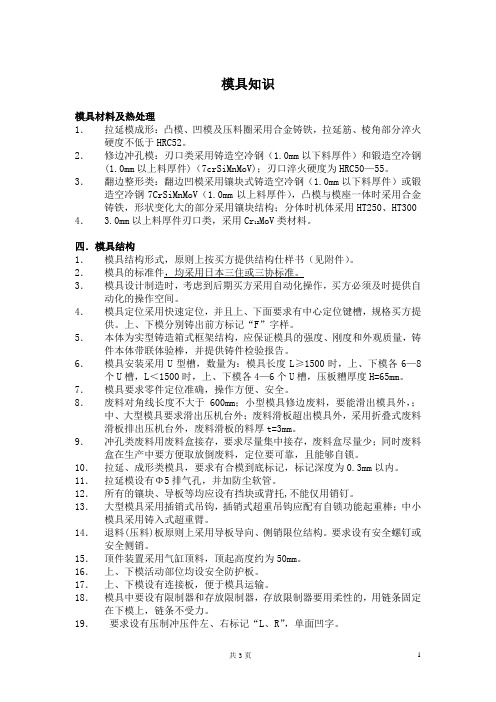
模具知识模具材料及热处理1.拉延模成形:凸模、凹模及压料圈采用合金铸铁,拉延筋、棱角部分淬火硬度不低于HRC52。
2.修边冲孔模:刃口类采用铸造空冷钢(1.0mm以下料厚件)和锻造空冷钢(1.0mm以上料厚件)(7crSiMnMoV);刃口淬火硬度为HRC50—55。
3.翻边整形类:翻边凹模采用镶块式铸造空冷钢(1.0mm以下料厚件)或锻造空冷钢7CrSiMnMoV(1.0mm以上料厚件),凸模与模座一体时采用合金铸铁,形状变化大的部分采用镶块结构;分体时机体采用HT250、HT300 4. 3.0mm以上料厚件刃口类,采用Cr12MoV类材料。
四.模具结构1.模具结构形式,原则上按买方提供结构仕样书(见附件)。
2.模具的标准件,均采用日本三住或三协标准。
3.模具设计制造时,考虑到后期买方采用自动化操作,买方必须及时提供自动化的操作空间。
4.模具定位采用快速定位,并且上、下面要求有中心定位键槽,规格买方提供。
上、下模分别铸出前方标记“F”字样。
5.本体为实型铸造箱式框架结构,应保证模具的强度、刚度和外观质量,铸件本体带联体验棒,并提供铸件检验报告。
6.模具安装采用U型槽,数量为:模具长度L≥1500时,上、下模各6—8个U槽,L<1500时,上、下模各4—6个U槽,压板糟厚度H=65mm。
7.模具要求零件定位准确,操作方便、安全。
8.废料对角线长度不大于600mm;小型模具修边废料,要能滑出模具外,;中、大型模具要求滑出压机台外;废料滑板超出模具外,采用折叠式废料滑板排出压机台外,废料滑板的料厚t=3mm。
9.冲孔类废料用废料盒接存,要求尽量集中接存,废料盒尽量少;同时废料盒在生产中要方便取放倒废料,定位要可靠,且能够自锁。
10.拉延、成形类模具,要求有合模到底标记,标记深度为0.3mm以内。
11.拉延模设有Φ5排气孔,并加防尘软管。
12.所有的镶块、导板等均应设有挡块或背托,不能仅用销钉。
13.大型模具采用插销式吊钩,插销式超重吊钩应配有自锁功能起重棒;中小模具采用铸入式超重臂。