客车生产工艺流程图
- 格式:xlsx
- 大小:28.18 KB
- 文档页数:6
客车生产工艺流程客车生产工艺流程主要包括设计、原材料采购、组装、测试和出厂五个环节。
首先是设计阶段。
客车设计是客车生产的核心环节,需要客车设计师根据市场需求和公司要求设计出具有竞争力和差异化的产品。
设计师根据市场反馈和客户需求确定设计方案,并制作出客车的设计图纸和规格。
其次是原材料采购阶段。
原材料采购是客车生产的基础,对选材和供应商的选择要求较高。
材料采购部门负责与供应商进行合作,购买所需的钣金、塑料、玻璃、座椅等原材料,并对原材料进行质检,确保其符合产品质量标准。
然后是组装阶段。
在组装线上,工人按照设计图纸和工艺流程对各个零部件进行组装,包括车身、底盘、发动机、电器等。
组装过程中,需要严格按照工艺要求进行检查和测试,确保组装质量,提高生产效率。
接着是测试阶段。
组装完成后,需要对客车进行各项测试,包括底盘性能测试、安全性能测试、动力系统测试等。
测试部门进行各项测试,并及时修复和调整发现的问题,确保产品符合标准要求。
最后是出厂阶段。
客车生产完成后,需要进行整车的检验和调试。
出厂前,客车将进行全面的质量检查,包括外观质量检查、内部设备完好性检查等。
同时进行试运行测试,确保客车的性能和安全达到要求后,将进行出厂前检测,最后通过专业的物流渠道将产品运送到销售市场。
综上所述,客车生产工艺流程主要包括设计、原材料采购、组装、测试和出厂五个环节。
每个环节的严谨操作和质量控制都对于最终产品的质量和效果至关重要,这些环节的顺畅进行将直接关系到客车的质量和市场竞争力。
因此,在各个环节上,都需要严格遵守标准和规范要求,确保产品的质量和客户满意度。
客车车身制造工艺
摘要:
本文档旨在介绍客车车身制造工艺的基本概念、流程和关键技术,并详细阐述每个步骤的操作和要求。
通过对车身制造工艺的全面了解,读者将能够掌握从设计到成品的整个制造过程,并对客车整车质量提供有力保障。
1.引言
1.1背景介绍
1.2目的和范围
2.客车车身制造工艺总览
2.1设计阶段
2.2材料选择
2.3车身制造工艺步骤概述
2.4品质控制
3.设计阶段
3.1产品设计要求
3.2车身结构设计
3.3CAD绘图
4.材料选择
4.1材料类型
4.2材料特性和选择标准
4.3钢材与铝合金的比较
5.车身制造工艺步骤
5.1板材切割
5.2成型与焊接
5.3钣金加工
5.4表面处理
5.5喷涂工艺
6.品质控制
6.1品质检测与测试
6.2品质管理系统
6.3品质改进措施
7.关键技术
7.1车身焊接技术
7.2车身防锈技术
7.3车身钣金加工技术
7.4表面处理与喷涂技术
8.客车车身制造案例分析
8.2工艺改进方案
8.3成果与经验分享
9.结论
附录:车身制造常用工具和设备
本文档全面介绍了客车车身制造工艺的各个方面,包括设计阶段、材
料选择、车身制造工艺步骤、品质控制和关键技术。
通过对案例的分析,
读者可以更好地理解客车车身制造工艺并提出改进方案。
同时,文档还提
供了一些常用工具和设备的介绍,方便读者在实践中更好地运用所学知识。
车身制造工艺教案车身是汽车结构中与发动机、底盘并列的三大组成部分之一。
大客车车身重量和制造成本约占整车和60%~70%。
由于客车生产厂是在选用发动机和底盘等主要部件基础上设计并制造客车,所以客车生产厂主要生产任务是制造客车车身。
一、大客车车身主要制造工艺客车的制造从原材料和外购件的投入,至整车装配检测完毕,其过程经过多条生产线,采用多级综合工艺,生产方式是流水线生产和批量生产混在一起,而主要生产线的生产方式为流水线生产方式,生产形态是连续性生产。
1.大客车主要车身制造工艺和主要生产线大客车车身制造工艺就是客车车身制造的方法。
它主要包括车身骨架制造工艺、冲压成形工艺、车身焊装工艺、磷化处理工艺、车身喷涂工艺、底盘装配工艺、车身装配工艺和整车性能调试检测等较工艺。
这些工艺都是冲压工艺、焊接工艺、喷涂工艺和装配工艺四种基本工艺在车身制造中的具体应用。
工艺设备和工艺装备是实现这些工艺的物质条件,如制造车身骨架需要焊接设备和组焊胎具等。
在车身生产中所使用的设备有冲压设备、焊接设备、磷化设备、喷涂设备等;使用的工艺装备主要有冲压模具、骨架组焊胎具、前后风窗框组焊胎具以及检验样板等。
大客车制造的主要生产线一般包括底盘装配线、车身焊装线、车身涂装生产线、车身装配线和整车性能调试检测线。
此外,客车生产厂还设有冲压车间、骨架五大片组焊车间以及附件等配套设施,为生产线作必要的零部件准备。
目前客车制造的三种工艺流程分别为:第一种形式:底盘装配→车身焊装→车身涂装→车身装配→整车性能调试检测;第二种形式:车身焊装→车身涂装→底盘装配和车身装配→整车性能调试检测;第三种形式:车身焊装→车身涂装→车身装配→整车性能调试检测。
底盘装配与三种工艺流程相对应的主要生产线编排顺序应与生产纲领、生产方式、工艺水平及车身结构形式等方面相适应。
2.产品工艺性和制造工艺工艺性分析产品的工艺性是指在确定的生产条件和规模下,能否最经济、最安全、最稳定地获得质量优良产品的可能性。
简述客车制造工艺流程图英文回答:The process flowchart of bus manufacturing involves several stages, including design, material procurement, fabrication, assembly, and quality control. Let's take a closer look at each step:1. Design: The first stage is the design phase, where engineers and designers create the blueprint for the bus. This includes determining the dimensions, seating capacity, layout, and other specifications. Computer-aided design (CAD) software is often used to create detailed 2D and 3D models.2. Material procurement: Once the design is finalized, the next step is to procure the required materials. This includes sourcing various components such as chassis, engine, body panels, seats, windows, electrical systems, and other interior and exterior parts. The materials areusually procured from different suppliers and manufacturers.3. Fabrication: In the fabrication stage, theindividual components are manufactured according to the design specifications. This involves cutting, bending, welding, and shaping the metal sheets to create the bus body. Other components like seats and interior fittings are also fabricated separately.4. Assembly: Once all the components are ready, the assembly process begins. The bus body is mounted on the chassis, and the various components are installed and connected. This includes fitting the windows, doors, seats, dashboard, electrical systems, air conditioning, and other accessories. Skilled technicians ensure that all the components are properly aligned and securely installed.5. Painting: After the assembly, the bus goes throughthe painting process. The body is thoroughly cleaned, primed, and then painted with the desired color and finish. This not only enhances the aesthetics but also provides protection against corrosion and weather elements.6. Testing and Quality Control: Once the painting is done, the bus undergoes rigorous testing and qualitycontrol checks. This includes functional tests of all the systems, such as engine performance, braking, steering, electrical systems, and safety features. Any defects or issues are identified and rectified during this stage.7. Final Inspection and Delivery: After passing all the tests and quality checks, the bus goes through a final inspection. This ensures that it meets all the required standards and specifications. Once approved, the bus is ready for delivery to the customer.中文回答:客车制造工艺流程图包括设计、材料采购、制造、装配和质量控制等几个阶段。
客车生产工艺流程
《客车生产工艺流程》
客车生产工艺流程是一个复杂而精密的过程,涉及到多个环节和工序。
在现代工业制造中,客车生产工艺流程通常包括以下几个主要步骤:
一、设计和规划:在客车生产工艺流程的开始阶段,工程师们根据客户需求和市场需求进行设计和规划。
他们要考虑客车的功能、外观、安全性等因素,并确定客车的整体结构和零部件。
二、材料准备:在客车生产工艺流程中,各种材料是必不可少的。
这些材料包括金属、塑料、玻璃等。
在这个阶段,需要对这些材料进行采购、储存和预处理。
三、加工和制造:客车的零部件通常需要经过加工和制造。
这个阶段包括车身焊接、零部件加工、油漆涂装等工序。
在这些环节中,工匠们需要严格按照制定的工艺标准和流程进行操作,确保每个零部件都符合质量要求。
四、总装和调试:在客车生产工艺流程的最后阶段,各个零部件会被组装成完整的客车。
这个阶段包括机械总装、电气总装和调试测试等环节。
一辆完整的客车需要经过多轮调试和检验,确保其性能和安全达到国家标准。
以上所述是客车生产工艺流程的一般步骤,实际生产中可能还有其他特定的工序和环节。
客车生产工艺流程的每一个步骤都
需要进行精密的计划和执行,并且需要满足严格的质量控制要求。
只有这样,才能生产出安全、可靠、性能优越的客车产品,满足市场和客户的需求。
1 “体系”产生的背景由于客车生产具有多品种、小批量、劳动密集和产量低的特点,致使国内大部分客车生产企业在粗放式的生产管理方式上一直未取得明显突破。
这种管理方式的特点:一是主要通过对班组人员管理来实现对生产计划和作业内容的管理;二是通过增加作业人员或延长劳动时间来满足市场对生产能力的需求。
其缺点主要体现在以下几个方面:(1)生产工位不确定,常出现流动作业、工位作业人员相互影响和干扰的现象。
(2)工人的完工时间不一致,怠、等、闲等无效工作时间较多,常出现全员加班现象,全员劳动生产率低。
(3)工人的有效工作时间差异较大,不利于工人报酬的分配。
(4)因客车属劳动密集型产品,而且产品的差异性越大,复杂程度越高,就越容易出现漏装、错装现象,不易控制产品质量。
(5)生产现场秩序及物料管理较乱。
随着客车产量和复杂程度的提高,以及客户差异性需求的日趋明显,传统的生产模式已不能适应客车市场的迅猛增长与竞争需求。
面对新形式、新要求,传统的客车生产管理方式必须融入精益生产的管理思想,必须构建“客车定位节拍生产工艺流程体系“。
2 “体系”的构建与实施我们在吸收欧洲先进客车生产管理方式的基础上,结合自身产品特点,对传统的生产管理方式进行了突破性变革,其核心体现在“客车定位节拍生产工艺流程体系“的构建。
2.1以实测时间为基础的工时体系(1)原工时工艺定额主要依据历年经验工时制定,仅仅用于劳动报酬的分配。
此工时存在如下不足:①不能反映工人的实际:[作时间与劳动效率;②不能用于分析生产、作为人员配置和生产能力分析的依据;③在用于报酬分配时,其基准受人为主观因素影响较大,不能准确反映劳动环境、工艺条件和技术含量等影响因素。
(2)解决方案。
对原有的工时体系进行改革,构建以实际操作时间为基础、综合考虑各项因素的新工时体系。
所有工艺人员按明确分工,用秒表测定各制造工序的实际操作时间,历经四个月时间,测定汇总出在线投产车型的实际操作时间。
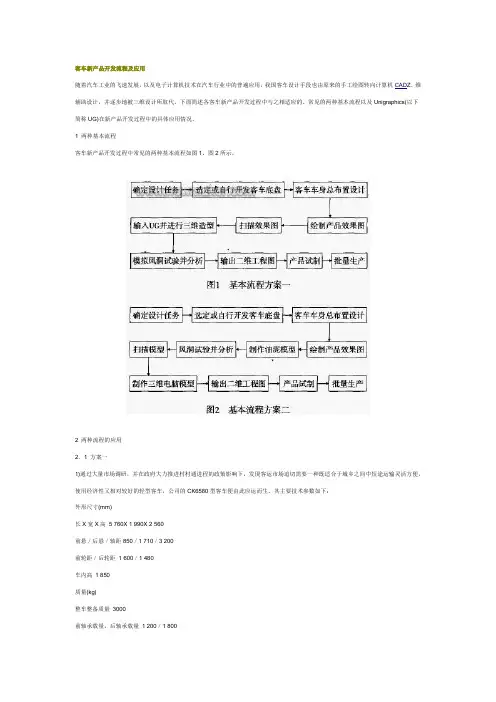
客车新产品开发流程及应用随着汽车工业的飞速发展,以及电子计算机技术在汽车行业中的普遍应用,我国客车设计手段也由原来的手工绘图转向计算机CAD Z.维辅助设计,并逐步地被三维设计所取代。
下面简述各客车新产品开发过程中与之相适应的、常见的两种基本流程以及Unigraphics(以下简称UG)在新产品开发过程中的具体应用情况。
1 两种基本流程客车新产品开发过程中常见的两种基本流程如图1、图2所示。
2 两种流程的应用2.1 方案一1)通过大量市场调研,并在政府大力推进村村通进程的政策影响下,发现客运市场迫切需要一种既适合于城乡之间中短途运输灵活方便,使用经济性又相对较好的轻型客车,公司的CK6580型客车便由此应运而生。
其主要技术参数如下:外形尺寸(mm)长X宽X高 5 760X 1 990X 2 560前悬/后悬/轴距850/1 710/3 200前轮距/后轮距 1 600/1 480车内高 1 850质量(kg)整车整备质量3000前轴承载量,后轴承载量 1 200/1 800最大承载质量.t.4490前轴承载量,后轴承载量 1 910/2 580基本性能参数最高车速(km/h) 90最大爬坡度(%) 30接近角腐去角(。
) 24/16燃油消耗量(U100 km) ≤12核定载客人数(人) 10—172)根据已经确定的技术参数进行底盘的选定或自行开发。
为使本车型更具有市场竞争力,并结合主要运行路况,公司开发出一款CK6560D3陆胜牌底盘与之相适应。
该底盘采用4DW93—84E3锡柴发动机,额定功率67 kW,油箱容积70 L,最大续驶里程600 km,主要总成及零部件采用市场上现有的、保有量大的配套件,既能使产品相对可靠,又具有极大的成本优势。
3)绘制产品效果图。
充分体现具有特色、个性、创新的造型风格,并根据主要技术参数,由专业的设计师绘制出1:5或1:10的效果图若干张,包括前视、后视、左视、右视、左前45。
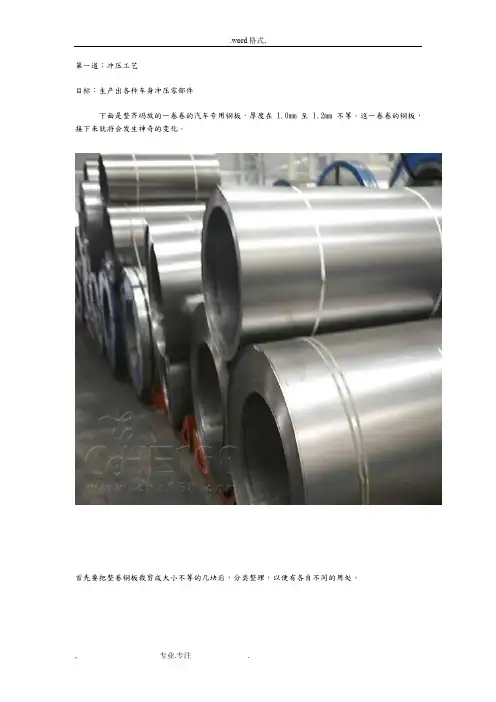
第一道:冲压工艺目标:生产出各种车身冲压零部件下面是整齐码放的一卷卷的汽车专用钢板,厚度在 1.0mm 至 1.2mm 不等。
这一卷卷的钢板,接下来就将会发生神奇的变化。
首先要把整卷钢板裁剪成大小不等的几块后,分类整理,以便有各自不同的用处。
大小不等的钢材,要经过一道切边工序。
然后分配到各个冲压机上,进行下一步工序。
平整的钢材经过冲压机重新塑造,被压制成车身上的各种冲压部件。
压制好的前翼子板,整齐放在成品区待用。
压制成型的车辆侧车身至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。
接下来他们就被送到了焊接车间,进入了下一道工序。
第二道:焊接工艺目标:将各种车身冲压部件焊接成完成的车身每一道焊接完成后,工人师傅都要仔细检查焊接情况。
哈弗的车身焊接还大量运用了工业机器人,这大大提高了效率并降低了失误的风险。
车身焊接完成后,还要再进一步检查焊接情况。
在确认了焊接没有问题之后,白车身就将被送入涂装车间进行下一道工序。
第三道:涂装工艺目标:防止车身锈蚀,使车身具有靓丽外表组装完成的车身,被吊装到喷漆车间,先进行电泳防锈处理。
电泳防锈处理完毕后,工人们还要清理车身表面,发现是否有缺陷,为下一步即将到来的喷漆做准备。
由于油漆含有大量有毒物质,而且人工喷漆效率低、浪费油漆,因此哈弗喷漆工艺已经由机器人来完成了。
至此车身涂装工艺就结束了,喷涂完毕的车身将被送到总装车间进行最后一道工序。
第四道:总装工艺目的:将车身、底盘和内饰等各个部分组装到一起,形成一台完整的车本来运到总装车间的应该是包含发动机变速箱在内的底盘总成。
但是我们有必要了解一下底盘总成是怎么组装的,因此先从哈弗的大梁开始。
在哈弗的大梁上需要安装转向系统和其他不易安装的部件。
这个工序是给车辆安装悬架连杆等部件。
安装后备胎支架再下来,发动机和变速箱是作为一个动力总成来整体安装的。
安装传动前后传动轴和排气管安装好轮胎的底盘,就可以降到地面上了,接下来就是等待车壳的吊装。
客车生产工艺流程简介一、客车制造工艺概述客车制造工艺特点客车制造的主要工艺技术二、客车制造工艺流程常见工艺流程简介我公司主要生产线、工艺流程及其概况客车制造工艺概述客车制造从原材料和外购件的投入至整车装配检测完毕,其过程经过多条生产线,采用多级综合工艺,生产方式是流水线生产和批量生产混在一起,而主要生产线的生产方式为流水线生产方式,生产形态是连续性生产客车制造工艺的特点➢客车的特点:多品种、小批量、大尺寸、装配工作量大。
➢我公司客车产品覆盖从6米到13米,目前在用约1700多个车型代码➢小型客车工艺形式及方法:车身壳体主要由车身覆盖件和构件等冲压件构成,其制造工艺与乘用车相近。
➢中型、大型客车工艺形式及方法:车身有车身骨架,且车身尺寸大、品种多、生产纲领小,其制造工艺与乘用车有着明显的不同,多采用典型的混合流水线生产方式。
为了与此生产方式相适应,从工艺布置、工位设置、作业安排到设备选型、生产管理等,形成了客车制造的工艺特点。
➢工艺路线布置特点:1.由客车主要生产线构成的工艺路线多采用回转式布置,其主要特点是工艺路线便捷,工艺传递方便,主要生产线之间产品流动通畅,有利于生产进度控制和现场管理。
在主要生产线衔接处设置缓冲工位,以控制生产节拍。
设置后备工位,对于有特殊要求、作业量较大的产品,移到后备工位进行制作,保证生产线平稳运行。
工位布置特点:客车生产线的工位面积大、工位数少、工位作业量大、作业内容繁杂、作业时间不均衡。
所以对作业量大的瓶颈工位设置了必要的辅助工位,并通过设置辅助生产线,适当分组装配,减少生产线上的总装配量,提高生产线对多品种混合生产的适应性,以稳定流水线生产。
2.一些生产规模较大的客车企业为了提高生产能力,适应客车品种多、批量小的生产特点,多采用设置两条并行的车身焊装线和两条并行的车身装配线与一条车身涂装线相衔接的方式,焊装线、装配线的工位采用串联式布置,整体浸渍磷化和浸漆、电泳底漆生产线工位采用串联式布置;涂装线其他工位采用并列式布置。