车床的分类及型号
- 格式:xls
- 大小:50.50 KB
- 文档页数:10

车床,铣床,刨床,磨床,镗床,钻床加工的区别一、车床是指以工件旋转为主运动,车刀移动为进给运动加工回转表面的机床。
它可用于加工各种回转成型面,例如:内外圆柱面、内外圆锥面、内外螺纹以及端面、沟槽、滚花等。
它是金属切削机床中使用最广,生产历史最久,品种最多的一种机床。
车床的种类型号很多,按其用途,结构可分为:仪表车床、卧式车床、单轴自动车床、多轴自动和半自动车床、转塔车床、立式车床、多刀半自动车床、专门化车床等。
近年来,计算机技术被广泛运用到机床制造业,随之出现了数控车床、车削加工中心等机电一体化的产品。
二、铣床系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床的种类很多,按其结构分主要有:(1)台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。
(2)悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。
(3)滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。
(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。
铣头装在横梁和立柱上,可沿其导轨移动。
通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动。
用于大件加工。
(5)平面铣床:用于铣削平面和成型面的铣床,床身水平布置,通常工作台沿床身导轨纵向移动,主轴可轴向移动。
它结构简单,生产效率高。
(6)仿形铣床:对工件进行仿形加工的铣床。
一般用于加工复杂形状工件。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床:摇臂装在床身顶部,铣头装在摇臂一端,摇臂可在水平面内回转和移动,铣头能在摇臂的端面上回转一定角度的铣床。
(9)床身式铣床:工作台不能升降,可沿床身导轨作纵向移动,铣头或立柱可作垂直移动的铣床。
简述车床的型号及含义车床是目前工业生产和机械加工中常用的一种设备,用于加工各种螺纹、圆锥面、直径等工件。
车床按照功能、用途和结构形式的不同,可以分为各种不同类型的车床,每种车床都有自己的型号及相应的含义。
一、普通车床1、CW6163、CW6180、CW6194:这些车床的数码均表示机床的最大加工直径,例如CW6163即为1600mm加工直径的车床。
2、CW6263、CW6280、CW62100:这些车床主要用于加工重型工件,于此类车床的型号均表示机床床身的长度,例如CW6280即为机床床身长度为2800mm的车床。
3、CA6150、CA6250、CA6150B:这些车床是属于标准型卧式车床,其中各个数字的含义依次代表最大加工直径、最大加工长度、中心高度。
二、数控车床1、CK6136、CK6140、CK6150、CK6160:这些车床都是属于普通数控车床系列,各个数字的含义依次代表最大加工直径、最大加工长度、中心高度。
2、CK6130、CK6132、CK6150Z、CK6166Z:这些车床是数控车床系列中的高速车床,其中各个数字表示最大加工直径、最大加工长度、主轴转速。
3、CAK6130、CAK6150、CAK6166:这些车床属于普通数控车床系列中的卧式车床,其中各个数字表示最大加工直径、最大加工长度、中心高度。
三、多轴车床1、CXK250、CXK320、CXK400:这些车床为多轴车床,其中各个数字表示机床的最大加工长度。
2、CXK0632、CXK160、CXK180:这些车床也是表示多轴车床,各个数字分别表示机床的最大加工直径、最大加工长度、转轴个数。
总之,车床型号及相应含义的差异,是由于机床的结构、性能、功能等方面的不同,可以根据不同的加工任务和需求选择不同型号的车床。
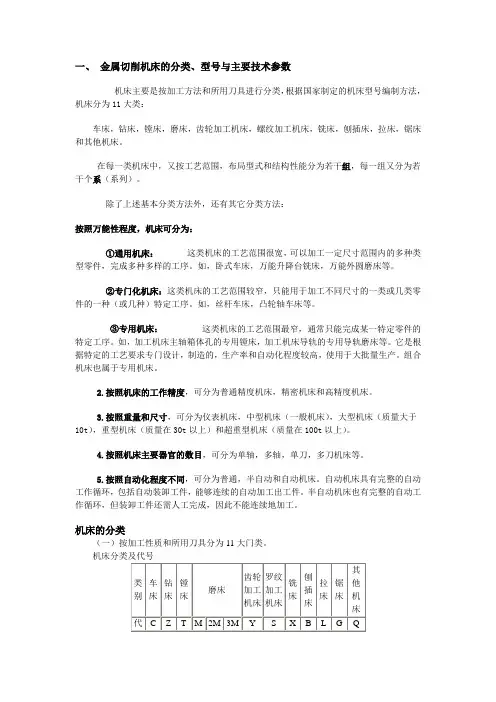
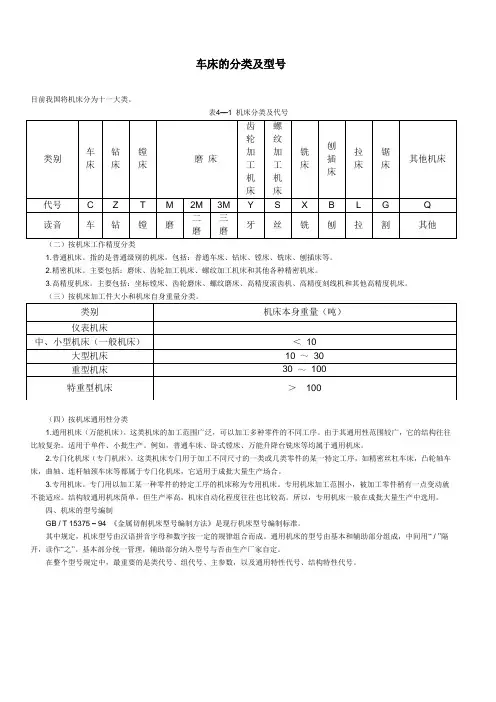
一、金属切削机床的分类、型号与主要技术参数机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
除了上述基本分类方法外,还有其它分类方法:按照万能性程度,机床可分为:①通用机床:这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。
如,卧式车床,万能升降台铣床,万能外圆磨床等。
②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种(或几种)特定工序。
如,丝杆车床,凸轮轴车床等。
③专用机床:这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。
如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。
它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。
组合机床也属于专用机床。
2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。
3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t),重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
4.按照机床主要器官的数目,可分为单轴,多轴,单刀,多刀机床等。
5.按照自动化程度不同,可分为普通,半自动和自动机床。
自动机床具有完整的自动工作循环,包括自动装卸工件,能够连续的自动加工出工件。
半自动机床也有完整的自动工作循环,但装卸工件还需人工完成,因此不能连续地加工。
机床的分类(一)按加工性质和所用刀具分为11大门类。
机床分类及代号(二)按机床工作精度分类:普通机床、精密机床、高精度机床(三)按机床加工件大小和机床自身重量分类:仪表机床、中小型机床、大型机床、重型机床、特重型机床。
(四)按机床通用性分类:通用机床、专门化机床、专用机床、组合机床。
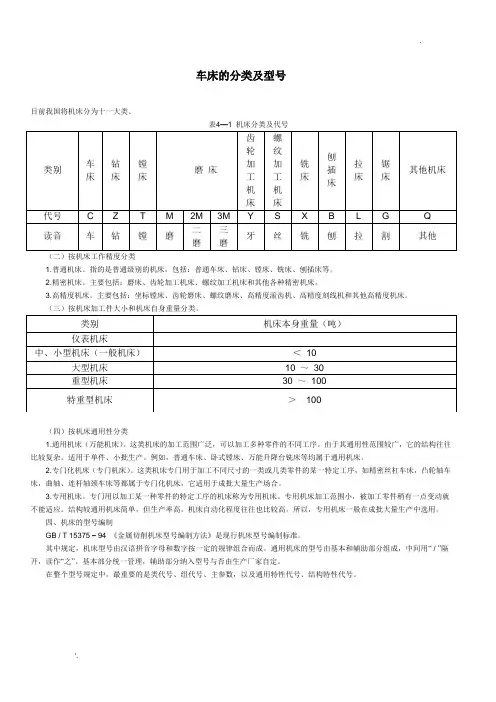
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 – 94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 – 94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
数控车床型号数控车床是一种高精度、高效率的数控机床,广泛应用于机械加工领域。
以下是关于数控车床型号的一些详细介绍:一、数控车床的型号含义数控车床的型号通常由一系列字母和数字组成,这些字母和数字都有特定的含义,用于描述机床的基本参数、功能和结构。
一般来说,数控车床型号分为三大块:基本型号、功能型号和特殊功能型号。
1.基本型号基本型号通常由字母和数字组成,描述了机床的基本参数和主要结构。
例如,常见的数控车床基本型号有CK6132、CK6140等。
其中,“C”代表车床,“K”代表数控,数字“61”代表机床的主轴直径,数字“32”和“40”则代表机床的最大加工直径。
2.功能型号功能型号用于描述机床的功能特点,通常由字母组成。
例如,常见的数控车床功能型号有X、Y、Z等。
其中,“X”代表数控系统,数字“Y”代表自动换刀装置,数字“Z”代表主轴轴承座。
3.特殊功能型号特殊功能型号用于描述机床的特殊功能,通常由字母和数字组成。
例如,常见的数控车床特殊功能型号有G、F等。
其中,“G”代表高精度,数字“F”代表高效加工。
二、数控车床的主要技术参数数控车床的主要技术参数包括机床的最大加工直径、主轴转速范围、进给速度范围、加工长度等。
这些参数决定了机床的加工能力和适用范围。
例如,机床的最大加工直径越大,机床的加工范围就越广;主轴转速范围越高,机床的切削速度就越快;进给速度范围越大,机床的加工效率就越高;加工长度越大,机床的加工深度就越深。
此外,数控车床还配备了各种不同的附件,例如刀架、冷却液喷嘴等,这些附件的种类和数量都会影响到机床的加工能力和效率。
三、数控车床的控制系统数控车床的控制系统是机床的核心部分,它通过读取输入的零件图纸和工艺文件,控制机床的各种运动轨迹和加工过程。
数控车床的控制系统通常由硬件和软件两部分组成。
硬件包括计算机、控制器、接口板等,用于控制机床的运动和操作;软件则是一系列程序集合,用于实现各种加工过程和操作。
机床的型号的编制方法与机床的组别中国机床型号编制方法一、通用机床A(B)1234(.5)(C)(/6)(×7)注:以上带()者为可选项,使用是不加括号,字母代表该位为汉语拼音字母,数字代表该位为阿拉伯数字。
A:类别代号。
C车床,Z钻床,T镗床,M,2M,3M磨床,Y齿轮加工机床,S螺纹加工机床,X铣床,B刨床,L拉床,D电加工机床,G切割机床,Q其它机床B:通用类别代号或结构特性代号。
通用类别代号:G为高精度,M为精密,Z为自动,B为半自动,K为数控,H为自动换倒,F为仿形,W为万能,Q为轻型,J为简式。
结构特性代号是为区别主参数相同而结构不同的机床而设置的。
1:组别代号。
2:型别代号。
34:主参数或设计顺序号。
.5:主轴数(前面以.分开)。
C:重大改进顺序号。
/6:同一型号机床的变型代号。
×7:最大跨距、最大工件长度、工作台长度等第二参数。
B:通用类别代号或结构特性代号。
通用类别代号:G为高精度,M为精密,Z为自动,B为半自动,K为数控,H为自动换倒,F为仿形,W为万能,Q为轻型,J为简式。
结构特性代号是为区别主参数相同而结构不同的机床而设置的。
1:组别代号。
2:型别代号。
34:主参数或设计顺序号。
.5:主轴数(前面以.分开)。
C:重大改进顺序号。
/6:同一型号机床的变型代号。
×7:最大跨距、最大工件长度、工作台长度等第二参数。
二、专用机床型号:A-1注:字母代表该位为汉语拼音字母,数字代表该位为阿拉伯数字。
A设计单位代号。
1:设计顺序号。
三、组合机床及自动生产线的型号:A-B1(2)注:以上带()者为可选项,使用是不加括号,字母代表该位为汉语拼音字母,数字代表该位为阿拉伯数字。
A:设计单位代号。
B:分类代号。
U大型组合机床,H小型组合机床,K自动换刀数控组合机床,UX大型组合机床自动线,HX小型组合机床自动线,KX自动换刀数控字和机床自动线。
1:设计顺序号。
2.重大改进顺序号。
车床简介普通车床的组成和传动一、车床的型号机床均用汉拼音字母和数字,按一定规律组合进行编号,以表示机床的类型和主要规格。
车床型号C6132的含义如下:C——车床类;6——普通车床组;1——普通车床型;32——最大加工直径为320mm。
老型号C616的含义如下:C——车床;6——普通车床;16——主轴中心到床面距离的1/10,即中心高为160mm。
二、车削运动和车床的用途为了使车刀能够从毛坯上切下多余的金属,车削加工时,车床的主轴带动工件作旋转运动,称主运动;车床的刀架带动车刀作纵向、横向或斜向的直线移动,称进给运动。
通过车刀和工件的相对运动,使毛坏被切削成一定的几何形状、尺寸和表面质量的零件,以达到图纸上所规定的要求。
在机械加工车间中,车床约占机床总数的一半左右。
车床的加工范围很广,主要加工各种回转表面,其中包括端面、外圆、内圆、锥面、螺纹、回转沟槽、回转成形面和滚花等。
普通车床加工尺寸精度一般为IT10~IT8,表面粗糙度值Ra=6.3~1.6μm。
三、C6132(或C616)车床的组成部分及其功用C6132车床由床身、床头箱、变速箱、进给箱、光杆、丝杆、溜板箱、刀架、床腿和尾架等部分组成。
1.床身:是车床的基础零件,用来支承和安装车床的各部件,保证其相对位置,如床头箱、进给箱、溜板箱等。
床身具有足够的刚度和强度,床身表面精度很高,以保证各部件之间有正确的相对位置。
床身上有四条平行的导轨,供大拖板(刀架)和尾架相对于床头箱进行正确的移动,为了保持床身表面精度,在操作车床中应注意维护保养。
2.床头箱(主轴箱):用以支承主轴并使之旋转。
主轴为空心结构。
其前端外锥面安装三爪卡盘等附件来夹持工件,前端内锥面用来安装顶尖,细长孔可穿入长棒料。
C6132车床主轴箱内只有一级变速,其主轴变速机构安放在远离主轴的单独变速箱中,以减小变速箱中的传动件产生的振动和热量对主轴的影响。
3.变速箱:由电动机带动变速箱内的齿轮轴转动,通过改变变速箱内的齿轮搭配(啮合)位置,得到不同的转速,然后通过皮带轮传动把运动传给主轴。
车床的分类及型号
资产评估 2008-07-12 14:27:01 阅读1613 评论9 字号
目前我国将机床分为十一大类。
表4—1 机床分类及代号
(二)按机床工作精度分类
1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他 (三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类
1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由
杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特
轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量
四、机床的型号编制
GB / T 15375 – 94 《金属切削机床型号编制方法》是现
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号
开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构
(一)机床的类代号:
(二)机床通用特性、结构特性代号
1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代
表4—2 机床通用特性代号
2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音 结构特性代号用汉语拼音字母表示,如A、D、E、L、N、P、R、S、T、U、V、W、X、
使用。
如AD、AE等。
当型号中有通用特性代号时,结构特性代号排在通用代号之后;当型号无通用特性代号时,结构特 (三)机床的组、系代号
在同类机床中,主要布局和使用范围基本相同的机床即为一组;在同一组机床中,其
床即为同一系。
每类机床分为10个组,每个组又分为10个系(系列)。
机床的组用一位阿拉伯数字表示,位于类代号或通用特性代号之后;机床系也用一位阿拉伯数字表
表4—3 金属切削机床类、组划分表
例如:C 6 落地及卧式车床,
C 5 立式车床;
其中,C 5 1 单柱立式车床,
C52 双柱立式车床。
(四)机床主参数的代号
反映机床规格大小的主要数据称为第一主参数,简称主参数。
不同的机床,主参数内示。
在组系代号后面的数字,一般表示机床的主参数或主参数的1/10或1/100。
表4—4 常见机床主参数及折算系数
其中,拉床的主参数是额定拉力。
(五)主轴数及第二主参数
(六)机床的重大改进顺序号
(七)其他特性代号
其他特性代号,置于辅助部分之首。
其他特性代号主要用以反映各类机床的特性。
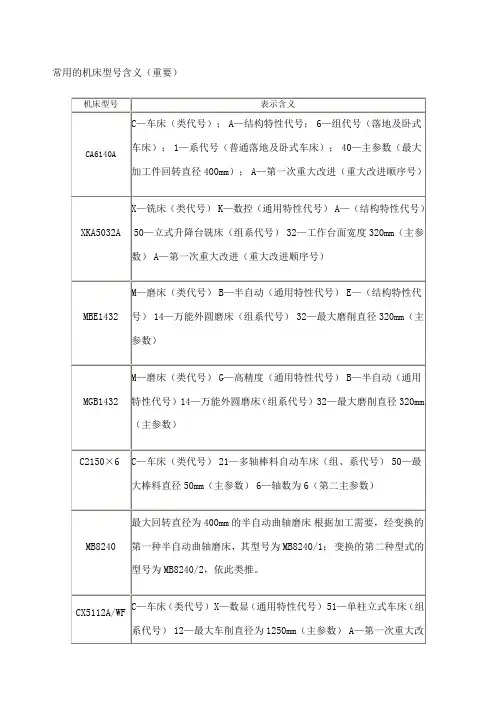
(八)企业代号及其表示方法 机床型号举例: CA6140A
C 车床(类代号)
A 结构特性代号
6 组代号(落地及卧式车床) 40 主参数(最大加工件回转直径400mm) A 第一次重大改进(重大改进顺序号)
XKA5032A X 铣床(类代号)
K 数控(通用特性代号)
A (结构特性代号)
32 工作台面宽度320 mm(主参数) A 第一次重大改进(重大改进顺序号)
MGB1432
当机床结构、性能有重大改进和提高,并需按新产品重新设计、试制和鉴定时,才在
的顺序选用加入型号的尾部,以区别原机床型号。
重大改进设计不同于完全的新设计,它是在原有的机此,重大改进后的产品应代替原来的产品。
1
1
1
4
1
机床主轴数应以实际数据列入型号,位于主参数之后,用乘号“×”分开。
第二主参等。
在型号中表示第二主参数,一般折算成两位数为宜。
M 磨床(类代号) G 高精度(通用特性代号) B 半自动(通用特性代号)
14 万能外圆磨床(组系代号) 32 最大磨削外径320 mm(主参数)
C2150×6
C 车床(类代号) 21 多轴棒料自动车床(组、系代号) 50 最大棒料直径50 mm
6 轴数为6(第二主参数)
MB 8240
最大回转直径为400mm的半自动曲轴磨床 根据加工需要,经变换的第一种半自动曲轴 变换的第二种型式的型号为MB 8240/2,依此类推。
刨插床等。
各种精密机床。
滚齿机、高精度刻线机和其他高精度机床。
字号:大中小 订阅
00
序。
由于其通用性范围较广,它的结构往往比较复
床等均属于通用机床。
某一特定工序,如精密丝杠车床,凸轮轴车床,曲
加工范围小,被加工零件稍有一点变动就不能适应
以,专用机床一般在成批大量生产中选用。
0、结构特性代号。
》是现行机床型号编制标准。
的型号由基本和辅助部分组成,中间用“ / ”隔
自定。
特性代号予以区分。
号
区分,并用汉语拼音字母表示。
、X、Y等字母。
当不够用时可将两个字母组合起来
号无通用特性代号时,结构特性代号排在类代号之后。
中,其主参数相同,主要结构及布局型式相同的机
机床系也用一位阿拉伯数字表示,位于组代号之后。
分表
参数内容各不相同。
机床的主参数用阿拉伯数字表00。
数
式车床) 1 系代号(普通落地及卧式车床)大改进(重大改进顺序号)
(结构特性代号) 50 立式升降台铣床(组系代号)大改进(重大改进顺序号)
,才在机床型号之后按A、B、C……等汉语拼音字母全的新设计,它是在原有的机床基础上进行改进设计,因
二主参数是指最大跨距、最大工件长度、最大模数
半自动(通用特性代号)
外径320 mm(主参数)
50 最大棒料直径50 mm(主参数)
要,经变换的第一种半自动曲轴磨床,其型号为MB 8240/1;。