机床的分类型号及车削加工共33页
- 格式:ppt
- 大小:4.46 MB
- 文档页数:33
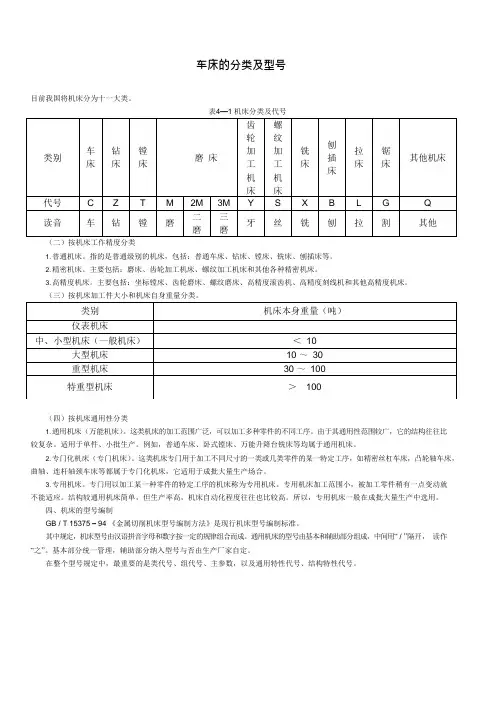
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1. 普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2. 精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3. 高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1. 通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2. 专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3. 专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 –94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2. 结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
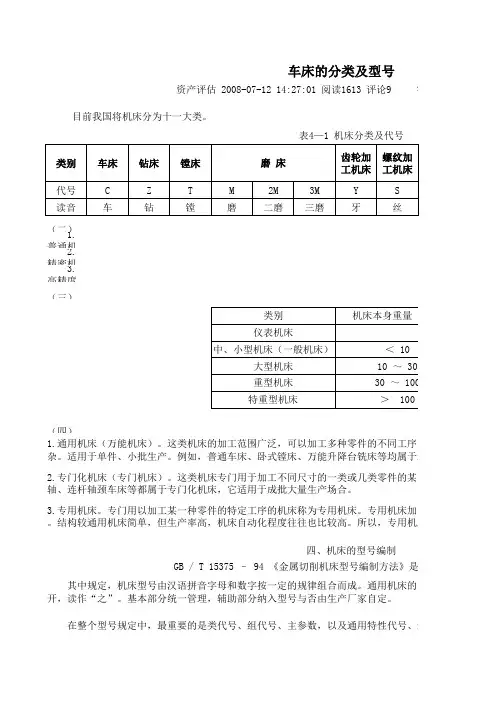
车床的分类及型号资产评估 2008-07-12 14:27:01 阅读1613 评论9 字号目前我国将机床分为十一大类。
表4—1 机床分类及代号 (二)按机床工作精度分类 1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他 (三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量 四、机床的型号编制 GB / T 15375 – 94 《金属切削机床型号编制方法》是现其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构 (一)机床的类代号: (二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代 表4—2 机床通用特性代号 2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音 结构特性代号用汉语拼音字母表示,如A、D、E、L、N、P、R、S、T、U、V、W、X、使用。
课题1金属切削机床金属切削机床是用刀具切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机〞,习惯上简称为机床。
机床是机械制造的根底机械,其技术水平的上下,质量的好坏,对机械产品的生产率和经济效益都有重要的影响。
金属切削机床诞生到现在已经有一百多年了,随着工业化的发挥咱,机床品种越来越多,技术也越来越复杂。
我国第三次工业普查的结果说明,截止到1995年底,我国机床拥有量为383.52万台,其中金属切削机床为298.39万台,已占机床总数的77.80%。
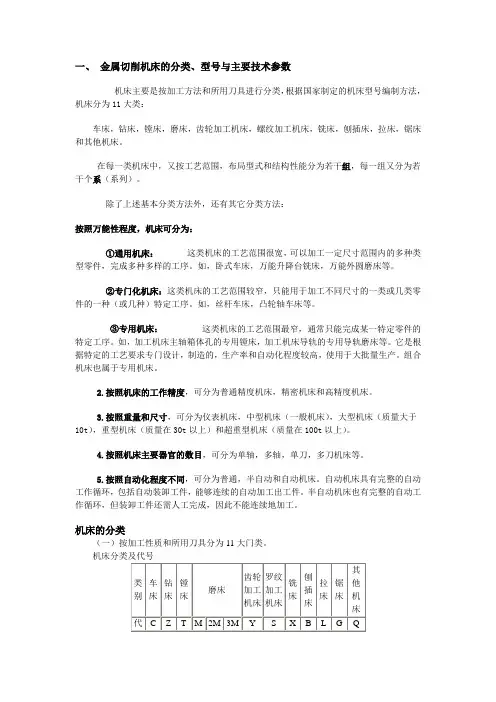
一、金属切削机床的分类、型号与主要技术参数机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
在每一类机床中,又按工艺范围,布局型式和结构性能分为假设干组,每一组又分为假设干个系〔系列〕。
除了上述根本分类方法外,还有其它分类方法:1.按照万能性程度,机床可分为:①通用机床:这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。
如,卧式车床,万能升降台铣床,万能外圆磨床等。
②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种〔或几种〕特定工序。
如,丝杆车床,凸轮轴车床等。
③专用机床:这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。
如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。
它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。
组合机床也属于专用机床。
2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。
3.按照重量和尺寸,可分为仪表机床,中型机床〔一般机床〕,大型机床〔质量大于10t〕,重型机床〔质量在30t以上〕和超重型机床〔质量在100t以上〕。
4.按照机床主要器官的数目,可分为单轴,多轴,单刀,多刀机床等。
一、金属切削机床的分类、型号与主要技术参数机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
除了上述基本分类方法外,还有其它分类方法:按照万能性程度,机床可分为:①通用机床:这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。
如,卧式车床,万能升降台铣床,万能外圆磨床等。
②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种(或几种)特定工序。
如,丝杆车床,凸轮轴车床等。
③专用机床:这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。
如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。
它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。
组合机床也属于专用机床。
2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。
3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t),重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
4.按照机床主要器官的数目,可分为单轴,多轴,单刀,多刀机床等。
5.按照自动化程度不同,可分为普通,半自动和自动机床。
自动机床具有完整的自动工作循环,包括自动装卸工件,能够连续的自动加工出工件。
半自动机床也有完整的自动工作循环,但装卸工件还需人工完成,因此不能连续地加工。
机床的分类(一)按加工性质和所用刀具分为11大门类。
机床分类及代号(二)按机床工作精度分类:普通机床、精密机床、高精度机床(三)按机床加工件大小和机床自身重量分类:仪表机床、中小型机床、大型机床、重型机床、特重型机床。
(四)按机床通用性分类:通用机床、专门化机床、专用机床、组合机床。
第一章车削加工概述车削加工是机械加工中最基本的一种加工方法,它所用的机床是车床,到目前为止已出现了卧式车床、立式车床、多刀车床、自动及半自动车床、仪表车床、数控车床等多种类型的车床。
所用的刀具为车刀,也可以用钻头、滚花刀、铰刀等,利用这些切削刀具与工件的一系列相对运动,可以完成多重切削。
车削加工的加工范围很广,可以加工出各种类型的带有旋转体表面的零件,如内外圆柱面、内外圆锥面、内外成形面、内外螺旋面等,其经济精度达到IT11~IT06,表面粗糙度为Ra12.5µm~0.8µm。
另外,在车床上安装上夹具和附件还可以进行镗孔、铣削、磨削、研磨、抛光等。
随着数字控制技术的发展,出现了数控车床与车削加工中心等现代化的制造设备,虽然目前所占的比例较少,但它以高柔性、高效率、高精度等传统加工所不能及的独特优点,正逐渐成为现代机械加工的重要技术装备之一,占据着越来越重要的地位。
1.1 机械类专业一、机械类专业实习纲要1、教学要求1) 基本知识①了解车削加工基本概念、设备、刀具、工、夹、量具、切削运动和切削用量适用范围及地位;②了解普通车床及其型号、结构、组成、作用、传动系统等并掌握其操作技术;③掌握车刀的组成,形状参数,材料性能及适用条件;④了解车削加工工件的安装夹持方法及所用附件,掌握三爪卡盘的应用;⑤了解车削加工工件的测量方法及量具并掌握其使用技术;⑥掌握基本车削加工方法,如车外圆、端面、锥面、钻孔、滚花、螺纹的加工工艺方法与技术;2)基本技能①熟练正确操作车床,掌握车床各手柄用途;②能独立完成车工作业件的加工;③掌握车工工具、量具的使用方法,正确测量工件;2、教学重点1)切削用量三要素的合理选择;2)车刀的几何参数;3)车床的操作;4)车削加工工艺过程;3、教学难点1)零件加工及操作;2)零件的测量准确程度;3)正确使用各类车刀;二、机械类专业实习总体安排三、机械类专业实习具体安排1、第一天1)上午 7:30~9:00 理论知识讲解(90′)车床与车削一、概述金属切削机床是用切削的方法将金属毛坯加工成机械零件的机器,是制造机器的机器,故又称为“工作母机”,一般简称机床。
各类机床型分类集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-课题1 金属切削机床金属切削机床是用刀具切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”,习惯上简称为机床。
机床是机械制造的基础机械,其技术水平的高低,质量的好坏,对机械产品的生产率和经济效益都有重要的影响。
金属切削机床诞生到现在已经有一百多年了,随着工业化的发挥咱,机床品种越来越多,技术也越来越复杂。
我国第三次工业普查的结果表明,截止到1995年底,我国机床拥有量为383.52万台,其中金属切削机床为298.39万台,已占机床总数的77.80%。
一、金属切削机床的分类、型号与主要技术参数机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
除了上述基本分类方法外,还有其它分类方法:1.按照万能性程度,机床可分为:①通用机床:这类机床的工艺范围很宽,可以加工一定尺寸范围内的多种类型零件,完成多种多样的工序。
如,卧式车床,万能升降台铣床,万能外圆磨床等。
②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺寸的一类或几类零件的一种(或几种)特定工序。
如,丝杆车床,凸轮轴车床等。
③专用机床:这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工序。
如,加工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。
它是根据特定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。
组合机床也属于专用机床。
2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。
3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t),重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 – 94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
车床知识大全车削局部目录第一节车削概述 (指导人员用) (3)一、车工在机械加工中的地位和作用 (3)二、车床加工范围 (3)三、车床加工精度及外表粗糙度 (3)四、机床的切削运动 (4)五、切削时产生的外表 (4)六、切削用量 (5)七、车床种类及编号 (5)八、C6132型一般车床的主要部件名称和用途 (6)九、机床附件及工件的安装 (7)第二节车削工艺 (实践操作用) (10)一、三爪卡盘的结构 (10)二、车刀的种类和用途 (11)三、车刀的安装 (12)四、车刀的刃磨〔适用于轮管专业的同学〕 (13)五、刻度盘及刻度盘手柄的用法 (13)六、试切的方法与步骤 (14)七、粗车和精车 (15)八、根本车削工作 (15)车工平安技术守那么 (22)第三节金属切削加工概述 (金工老师用) (23)一、金属切削加工含义 (23)二、C6132车床主运动传动路线(利用挂图与己解剖透明的车床) (23)三、零件加工质量 (25)四、刀具材料 (25)五、车刀组成及车刀角度 (26)六、有关机械加工工艺过程的根本概念 (28)第一节 车削概述〔指导人员用〕一、车工在机械加工中的地位和作用车削加工是指在车床上应用刀具与工件作相对切削运动,用以转变毛坯的尺寸和样子等,使之成为零件的加工过程。
车工在切削加工中是最常用的一种加工方法。
车床占机床总数的一半左右,故在机械加工中具有重要的地位和作用。
二、车床加工范围在车床上所用法的刀具主要是车刀,还有钻头、铰刀、丝锥和滚花刀等。
车床主要用来加工各种回转外表,如:内、外圆柱面;内、外圆锥面;端面;内、外沟槽;内、外螺纹;内、外成形外表;丝杆、钻孔、扩孔、铰孔、镗孔、攻丝、套丝、滚花等。
如图1-1所示。
图1-1 车床加工范围a)钻中心孔 b)钻孔 c)铰孔 d)攻螺纹 e)车外圆 f)镗孔 g)车端面h)切槽 i)车成形面 j)车锥面 k)滚花 l)车螺纹三、车床加工精度及外表粗糙度车削加工的尺寸精度较宽,一般可达IT12~IT7,精车时可达IT6~IT5。