第四章化工设备图
- 格式:docx
- 大小:4.66 MB
- 文档页数:29

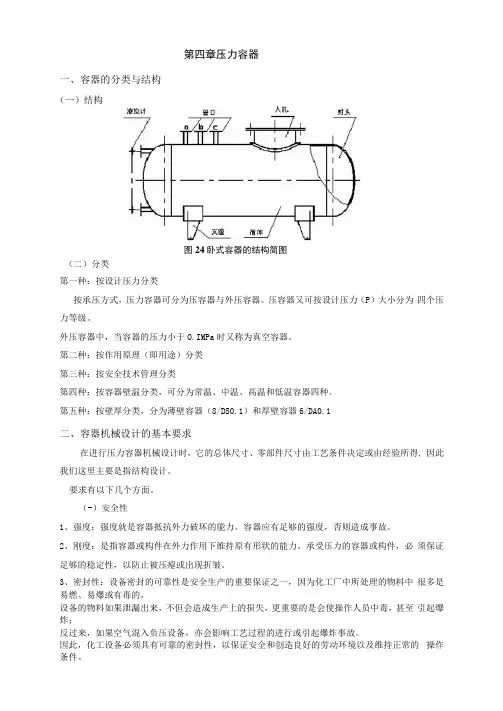
第四章压力容器一、容器的分类与结构图24卧式容器的结构简图(二)分类第一种:按设计压力分类按承压方式,压力容器可分为压容器与外压容器。
压容器又可按设计压力(P)大小分为四个压力等级。
外压容器中,当容器的压力小于O.IMPa时又称为真空容器。
第二种:按作用原理(即用途)分类第三种:按安全技术管理分类第四种:按容器壁温分类,可分为常温、中温、高温和低温容器四种。
第五种:按壁厚分类,分为薄壁容器(8/DS0.1)和厚壁容器6/DA0.1二、容器机械设计的基本要求在进行压力容器机械设计时,它的总体尺寸、零部件尺寸由工艺条件决定或由经验所得, 因此我们这里主要是指结构设计。
要求有以下几个方面。
(-)安全性1、强度:强度就是容器抵抗外力破坏的能力。
容器应有足够的强度,否则造成事故。
2、刚度:是指容器或构件在外力作用下维持原有形状的能力。
承受压力的容器或构件,必须保证足够的稳定性,以防止被压瘪或出现折皱。
3、密封性:设备密封的可靠性是安全生产的重要保证之一,因为化工厂中所处理的物料中很多是易燃、易爆或有毒的,设备的物料如果泄漏出来,不但会造成生产上的损失,更重要的是会使操作人员中毒,甚至引起爆炸;反过来,如果空气混入负压设备,亦会影响工艺过程的进行或引起爆炸事故。
因此,化工设备必须具有可靠的密封性,以保证安全和创造良好的劳动环境以及维持正常的操作条件。
4、耐久性:化工设备的设计使用年限一般为10年― 15年,但实际使用年限往往超过这个数字,腐蚀、疲劳、端变或振动等,都会影响耐久性,尤其是腐蚀,所以以后的设计中会看到考虑腐蚀余量。
(二)可行性包括制造、安装、操作、维修及运输的可能性、方便性。
(三)经济性指五个方面。
①单位生产能力;②消耗系数:③设备价格:④管理费用:包括劳动工资、维护和检修费用等。
管理费用降低,产品成本也随之降低。
但管理费用不是一个孤立的因素,例如有时采用高度自动化的设备,管理费用是降低了,但投资则会增加。



➢化工设备图样的基本知识➢第二章化工设备图的表达特点➢第三章化工设备的焊接及焊缝表达➢第四章化工设备常用零部件简介➢第五章化工设备图的绘制➢第六章化工设备图的阅读➢第七章工艺流程图➢第八章车间布置设计与建筑图➢第九章设备布置图➢第十章管道布置图➢第一章化工设备图样的差不多知识本节重点:➢图幅布置及各种表格内容➢化工图样包括化工机器、化工设备图样和化工工艺图样。
➢化工设备图样包括化工设备总图、装配图、部件图、零件图、管口方位图、表格图及预焊接图等。
➢化工工艺图样包括化工工艺流程图、设备布置图、管路布置图等。
➢一、化工设备图样:➢1、总图➢2、装配图➢3、部件图➢4、零件图➢5、管口方位图➢6、表格图➢7、标准图➢8、通用图➢二、化工设备图样的安排格式:➢1、装配图兼作总图➢2、装配图附零件图➢3、部件装配图➢4、部件装配图附有零件图➢5、零件图➢6、装配图附数据表三、图幅排列原那么:➢装配图、零件图、部件图可排列在同一张纸上。
➢假如不能排列在同一张图纸上,也可分排在几张纸上,但要保证以下两个条件。
➢第一、要紧视图及所属的技术要求、技术特性表、管口表、明细表、选用表及图纸名目等均应安排在第一张图纸上。
➢第二、在每一张图纸的技术要求下方,应加〝注〞,注明几张图纸之间的相互联系。
四、标题栏:➢1、大主标题栏➢2、小主标题栏➢2、简单标题栏➢3、标准图或通用图标题栏➢五、明细表:➢六、管口表:➢七、技术特性表:➢用于表示设备本身所有的和所能承担的工艺参数等。
➢类别有:换热器专用技术特性表和一样化工设备技术特性表两种。
➢第二章化工设备图的表达特点一、化工设备的差不多结构特点:➢1、回转体形体为主➢2、部件尺寸相差悬殊➢3、壳体上孔和管口多➢4、零部件标准化➢5、焊接结构多➢6、材料专门➢7、密封要求高➢二、化工设备图的视图表达特点:➢1、视图配置➢2、夸大画法➢3、断开画法➢4、分层画法➢5、旋转视图➢6、管口方位图:用来表达化工设备的管口及其它附件分布情形。
第四章化工设备图概述在化学工业生产中,典型的化工设备有容器、热互换器、反映器和塔器。
用来表达化工设备结构、技术要求等的图样称为化工设备图,化工设备图是设计、制造、安装、维修及利用的依据。
一套完整的化工设备图通常包括以下几个方面的图样:⑴零件图表达标准零部件之外的每一零件的结构形状、尺寸大小和技术要求等,如图4-2中的丝堵和管板。
⑵部件装配图表达由假设干零件组成的非标准部件的结构形状、装配关系、必要的尺寸、加工要求、查验要求等,如设备的密封装置等。
⑶设备装配图表达一台设备的结构形状、技术特性、各部件之间的彼此关系和必要的尺寸、制造要求及查验要求等。
⑷总装配图(总图) 表示一台复杂设备或表示相关联的一组设备的要紧结构特点、装配连接关系、尺寸、技术特性等内容的图样。
零件图及部件装配图的内容、表达、画法等与一样化工机械图样类同,另外在不阻碍装配图的清楚、且装配图能表现总图的内容时,通常就可不画总图,故本章着重讨论设备装配图的表达特点及绘制阅读方式。
而且为了方便起见,将化工设备装配图简称为化工设备图。
化工设备图通常包括以下几个大体内容:⑴一组视图用一组视图表示该设备的结构形状、各零部件之间的装配连接关系,视图是图样中要紧内容。
⑵几类尺寸图中注写表示设备的整体大小、规格、装配和安装尺寸等数据,为制造、装配、安装、查验等提供依据。
⑶零部件编号及明细表组成该设备的所有零部件必需按顺时针或逆时针方向依次编号,并在明细栏内填写每一编号零部件的名称、规格、材料、数量、重量和有关图号内容。
⑷管口符号及管口表设备上所有管口均需注出符号,并在接管口表中列出各管口的有关数据和用途等内容。
⑸技术特性表表中列出设备的要紧工艺特性,如操作压力、操作温度、设计压力、设计温度、物料名称、容器类别、侵蚀裕量、焊缝系数等。
⑹技术要求用文字说明设备在制造、查验、安装、运输等方面的特殊要求。
⑺题目栏用以填写该设备的名称、要紧规格、作图比例、图样编号等项内容。
⑻其它如图纸目录、修改表、选用表、设备总量、特殊材料重量、压力容器设计许可证章等。
化工设备图的图示特点前面章节讨论的机件各类表达方式,如视图、剖视图、断面图和局部放大图等,在表达化工设备图的视图中一样适用。
但由于化工设备大体结构有它的特点,因此,化工设备图的视图还有一些相应的图示特点。
4.2.1 化工设备的大体结构特点常见的几种典型化工设备有容器、热互换器、反映釜和塔器,这些设备尽管结构形状、尺寸大小、和安装方式各不相同,但组成设备的大体形体,和所采纳的许多通用零部件却有一起的特点。
1.大体形体以回转体为主化工设备多为壳体容器,其主体结构(筒体、封头)和一些零部件(人孔、手孔、接管)多由圆柱、圆锥、圆球或椭球等回转体组成。
2.尺寸相差差异设备的整体尺寸与壳体厚度或其他细部结构尺寸大小相差差异。
大尺寸大至几十米,小尺寸只有几毫米。
3.很多设备的高(长)径比大一些设备依照化工工艺要求,其总高(长)与直径的比值较大。
4.有较多的开孔和接管依照化工工艺的需要,在设备壳体(筒体和封头)上,有较多的开孔和接管,如进(出)料口、放空口、清理口、观看孔、人(手)孔,和液位、温度、压力、取样等检测口。
5.很多设备对材料有特殊要求化工设备的材料除考虑强度、刚度外,还应当考虑耐侵蚀、耐高温、耐深冷、耐高压和高真空。
因此,不仅利用碳钢、合金钢、有色金属、稀有金属(钛、钽、锆等)和一些非金属材料(陶瓷、玻璃、石墨、塑料)作为结构材料,还常常利用金属或非金属材料作为喷镀、喷涂或衬里材料,以知足各类设备的特殊要求。
6.大量采纳焊接结构化工设备中不仅许多零部件采纳焊接成型,而且零部件间的连接也普遍利用焊接方式。
如筒体、封头、支座等的成型,筒体与封头、壳体与支座、壳体与接管等的连接。
4.普遍采纳标准化零部件如上一节所述,化工设备中许多零部件都已经标准化、系列化,如筒体、封头、支座、管法兰、设备法兰、人(手)孔、视镜、液位计、补强圈等。
一些典型设备中部份经常使用零部件也有相应的标准,如填料箱、搅拌器、波形膨胀节、浮阀及泡罩等。
4.2.2 化工设备图的图示特点由于上述结构特点,在化工设备的表达方式上,形成了相应的图示特点。
1.视图配置灵活由于化工设备大多是回转体,因此一样采纳两个大体视图即可表达设备的主体结构。
立式设备一样为主、俯视图,卧式设备一样为主、左视图,而且主视图为表达设备的内部结构常采纳全剖视和局部剖视。
可是,当设备的总高(长)较高(长)时,由于图幅有限,俯、左视图难以安排在大体视图位置,能够按向视图的方式进行配置。
也许诺将俯、左视图画在另一张图纸上,并别离在两张图纸上注明视图关系。
某些结构形状简单,在装配图上易于表达清楚的零件,其零件图可直接画在装配图中适当位置,注明件号××的零件图。
在某些装配图中,还可放置其他一些视图,如支座的底板尺寸图、气柜的配重图、标尺图和某零件的展开图等。
有的化工设备比较简单,仅用一个大体视图和一些辅助视图,就可将大体结构表达清楚,现在省略俯(左)视图,只用管口方位图来表达设备的管口及其他附件散布的情形。
2.细部结构的表达方式由于化工设备的各部份结构尺寸相差差异,按整体尺寸选定的画图比例,往往无法将细部结构同时表达清楚。
因此,化工设备图中较多的采纳了局部放大图(亦称“节点详图”)和夸大画法来表达细部结构并标注尺寸。
⑴局部放大图若是设备部份结构的图形过小时,那么采纳局部放大图的表达方式。
局部放大图可按所放大结构的复杂程度,采纳视图、剖视图和断面图等方式进行表达,它与被放大部份的表达方式无关;局部放大图能够用细实线圈出,也可用波浪线、双折线画出界限;可按规定比例画图,也可不按比例画图,但均须注明。
⑵夸大画法关于化工设备中的壳体厚度、接管厚度和垫片、挡板、折流板等的厚度,在画图比例缩小较多时,其厚度常常难以画出,对此可采纳夸大画法。
即不按比例,适当夸大地画出它们的厚度。
其余细小结构或较小的零部件,也可采纳夸大画法。
如图4-2中壳体厚度、垫片及管板厚度、丝堵和接管法兰等,均采纳了夸大画法。
薄壁部份的剖面符号许诺采纳涂色的方式,而管板和管法兰仍采纳剖面符号进行表达。
3.断开画法和分段画法关于高(长)径比大的化工设备,如塔器、换热器等,当沿其轴线方向有相当部份的形状和结构相同,或按必然规律转变时,可采纳断开画法。
即用双点划线将设备中重复显现的结构或相同结构断开,使图形缩短,简化作图,便于选用较大的作图比例,合理利用图纸幅面。
关于较高的塔设备,在不适于采纳断开画法时,可采纳分段的表达方式。
即把整个塔体分成假设干段,以利于画图时的图面布置和比例选择,如图4-44所示。
假设由于断开画法和分层画法造成设备整体形象表达不完整时,可采纳缩小比例、单线条画出设备的整体外形图或剖视图。
4.多次旋转的表达方式化工设备壳体上散布有众多的管口及其他附件,为了在主视图上能清楚地表达它们的结构形状和位置高度,幸免各个位置的接管在投影图上产生重叠,许诺采纳多次旋转的表达方式。
即假想将设备周向散布的接管及其他附件,别离旋转到与主视图所在的投影面平行的位置,然后再进行投影,取得反映它们实形的视图或剖视图。
为了幸免混乱,在不同的视图中,同一接管或附件应用相同的拉丁字母编号。
关于规格、用途相同的接管或附件可共用同一字母,并用阿拉伯数字作脚标,以示个数。
在化工设备图中采纳多次旋转的画法时,许诺不作任何标注,但这些结构的周向方位要以俯(左)视图或管口方位图为准。
5.镀涂层、衬里剖面的画法⑴薄镀涂层喷镀耐侵蚀金属材料或塑料、涂漆、搪瓷等薄涂层的表达仅在需镀涂层表面绘制与其平行、间距约1~2 mm的粗点划线,并标注镀涂层内容。
该镀涂层图样中不编件号,详细要求可写入技术要求。
⑵薄衬里衬金属薄板、衬橡胶板、衬聚氯乙烯薄膜等的表达如图4-49b所示。
不管衬里是一层或多层,在所需衬板表面绘制与其平行的间距约l~2 mm细实线即可。
当衬里是多层且材料相同时,可只编一个件号,并在明细栏的备注栏内注明厚度和层数。
当衬里是多层但材料不同时,应别离编号,并在明细栏的备注栏内注明衬里的材料、厚度和层数。
必要时用局部放大图表示其层次结构。
⑶厚涂层各类胶泥、混凝土等的厚涂层的表达在所需涂层表面绘制与其平行、间距为涂层厚度的粗实线,其间填画涂层材料的剖面符号。
该涂层应编件号,在明细栏中注明材料和涂层厚度。
必要时用局部放大图详细表达细部结构和尺寸,如增强结合力所需的铁丝、挂钉等。
⑷厚衬里塑料板、耐火砖、辉绿岩板之类厚衬里的表达在所需衬板表面绘制与其平行、间距为涂层厚度的粗实线,其间填画涂层材料的剖面符号。
一样须用局部放大图详细表示其结构尺寸,放大图中一样灰缝以一条粗实线表示,特殊要求的灰缝用双粗实线表示。
规格不同的砖、板应别离编号。
6.焊缝的表达方式1) 焊缝符号及表示法焊缝是生产实际中常见的工艺结构,应用普遍。
在技术图样中设计焊缝时,通常应说明焊缝坡口的型式及组装焊接要求、采纳的焊接方式、焊缝的质量要求及无损查验方式等。
要将这些要求在图样中完整明确地表达出来,通常应按GB 324—88《焊缝符号表示法》中规定的焊缝符号表示焊缝,也可依照GB —89《机械制图图样画法》和GB l2212—90《技术制图焊缝符号的尺寸、比例和简化表示法》中规定的制图方式表示焊缝。
⑴图示法常见的焊接接头型式有对接接头、搭接接头、角接接头和T形接头,如下图。
a.视图、剖视图或断面图在视图、剖视图或断面图中画焊接图时,焊缝可见面用细波纹线表示(许诺徒手绘制),不可见面用粗实线表示,焊缝的断面应涂黑表示,图示为四种常见焊接接头的画法。
当焊接件上的焊缝比较简单时,能够简化掉细波纹线,可见焊缝用粗实线表示,不可见焊缝用虚线表示,如图4-52a所示;当焊缝比较小时,许诺不画出断面形状,而是在焊缝处标注焊缝代号加以说明。
b. 局部放大图需详细表示焊缝的结构形状和尺寸时,要绘制局部放大图。
⑵符号法焊缝符号一样由指引线和大体符号组成。
必要时,能够加上辅助符号、补充符号、焊接方式的数字代号和焊缝的尺寸符号。
a. 焊缝的指引线焊缝指引线由箭头线和两条基准线组成。
箭头线用细实线绘制;两条基准线,一条为实线,另一条为虚线,基准线应与主题目栏平行;实基准线的一端与箭头线相接,如图4-54a所示。
必要时,实基准线的另一端画出尾部,以注明其他附加内容,如图4-54b所示。
当位置受限时,许诺将箭头线折弯一次,如图示。
标注非对称焊缝时,虚线可加在实基准线的上方或下方,其意义相同。
若是箭头指在焊缝的可见侧,那么将大体符号标在基准线的实线侧,如下图;若是箭头指在焊缝的不可见侧,那么将大体符号标在基准线的虚线侧,如图示。
标注对称焊缝及双面焊缝时,可不加虚线,在实基准线的上、下方同时标注大体符号,如图4-56所示。