现场动平衡试验.ppt
- 格式:ppt
- 大小:1.28 MB
- 文档页数:6
现场动平衡什么是现场动平衡现场动平衡,也被称为动平衡校正,是一种用于旋转机械设备的校正技术。
旋转机械设备在运行过程中,由于不可避免的制造误差、磨损、装配不准确等因素,会产生不平衡的力矩,从而导致振动和噪音。
现场动平衡就是通过测量和分析,找到不平衡的原因和位置,并采取相应的校正措施,使设备恢复平衡运行状态。
现场动平衡的重要性现场动平衡在工业生产中具有重要的意义。
不平衡的旋转机械设备会引起振动和噪音,不仅对设备本身造成损害,而且还会对周围环境和工作人员的健康造成影响。
通过现场动平衡技术,可以有效减少设备的振动和噪音,延长设备的使用寿命,提高设备的可靠性和运行效率。
现场动平衡的原理现场动平衡的实现基于以下原理:1.不平衡力矩与振动的关系:旋转机械设备产生的振动主要来自不平衡的力矩。
当设备不平衡时,产生的力矩会使设备发生振动。
2.振动的分析与测量:通过振动分析和测量技术,可以确定设备的振动频率、幅度和相位等信息,从而找到设备的不平衡位置。
3.平衡校正:根据振动测量结果,可以确定不平衡位置和大小。
通过在设备上添加校正质量,可以抵消不平衡力矩,实现设备的平衡运行。
现场动平衡的步骤现场动平衡一般包括以下步骤:1.振动测量:使用振动测量仪器,对设备进行振动测量,获取振动频率、幅度和相位等相关参数。
2.数据分析:对振动测量数据进行分析,确定设备的不平衡位置和大小。
3.校正方案设计:根据数据分析结果,设计相应的校正方案,包括校正质量的大小和位置。
4.校正质量制备:根据校正方案,制备相应的校正质量。
5.校正质量安装:将校正质量安装在设备上,根据设计的位置进行安装。
6.重新振动测量:安装完成后,再次进行振动测量,以验证设备的平衡状态。
7.记录和报告:记录校正过程中的相关数据和测量结果,并生成报告,以供后续参考。
现场动平衡的工具和设备现场动平衡需要使用以下工具和设备:1.振动测量仪:用于对设备进行振动测量,获取振动参数。
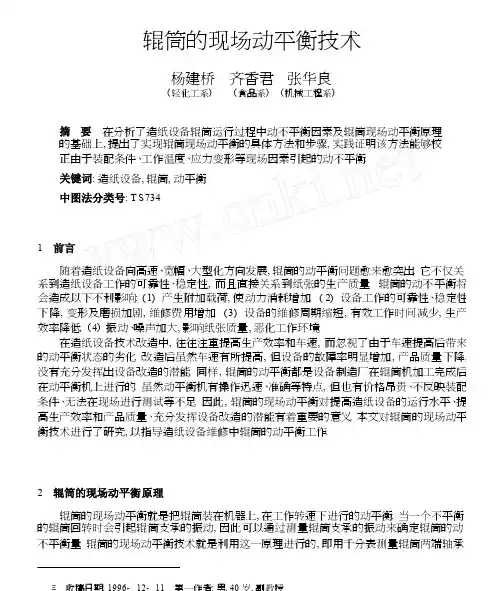
辊筒的现场动平衡技术杨建桥 (轻化工系) 齐香君 张华良(食品系) (机械工程系)摘 要 在分析了造纸设备辊筒运行过程中动不平衡因素及辊筒现场动平衡原理 的基础上, 提出了实现辊筒现场动平衡的具体方法和步骤, 实践证明该方法能够校 正由于装配条件、工作温度、应力变形等现场因素引起的动不平衡.关键词: 造纸设备, 辊筒, 动平衡中图法分类号: T S7341 前言随着造纸设备向高速、宽幅、大型化方向发展, 辊筒的动平衡问题愈来愈突出. 它不仅关 系到造纸设备工作的可靠性、稳定性, 而且直接关系到纸张的生产质量. 辊筒的动不平衡将 会造成以下不利影响: (1) 产生附加载荷, 使动力消耗增加. ( 2) 设备工作的可靠性、稳定性 下降, 变形及磨损加剧, 维修费用增加. (3) 设备的维修周期缩短, 有效工作时间减少, 生产 效率降低. (4) 振动、噪声加大, 影响纸张质量, 恶化工作环境.在造纸设备技术改造中, 往往注重提高生产效率和车速, 而忽视了由于车速提高后带来 的动平衡状态的劣化. 改造后虽然车速有所提高, 但设备的故障率明显增加, 产品质量下降, 没有充分发挥出设备改造的潜能. 同样, 辊筒的动平衡都是设备制造厂在辊筒机加工完成后 在动平衡机上进行的. 虽然动平衡机有操作迅速、准确等特点, 但也有价格昂贵、不反映装配 条件、无法在现场进行测试等不足. 因此, 辊筒的现场动平衡对提高造纸设备的运行水平、提 高生产效率和产品质量、充分发挥设备改造的潜能有着重要的意义. 本文对辊筒的现场动平 衡技术进行了研究, 以指导造纸设备维修中辊筒的动平衡工作.2 辊筒的现场动平衡原理辊筒的现场动平衡就是把辊筒装在机器上, 在工作转速下进行的动平衡. 当一个不平衡 的辊筒回转时会引起辊筒支承的振动, 因此可以通过测量辊筒支承的振动来确定辊筒的动 不平衡量. 辊筒的现场动平衡技术就是利用这一原理进行的, 即用千分表测量辊筒两端轴承 收稿日期: 1996- 12- 11 第一作者: 男, 40 岁, 副教授Ξ·17·第3 期杨建桥等: 辊筒的现场动平衡技术座的振幅, 然后计算出两个端面的平衡质量来完成.在安装维修现场, 将辊筒直接安放在机器的轴承中, 在工作转速下进行动平衡, 其具体原理、方法如下.2. 1 首先确定两端初振幅的大小用千分表测量辊筒两端轴承座的初振幅, 然后先从初振幅最大的一端开始校平衡. 如图1.2. 2 测定不平衡质量所在的方位及平衡质量应加的位置测定辊筒的动不平衡质量的方位时, 先在辊筒的端面上选定一个固定试验铁块的圆周( 特制的试重固定槽) , 将其分成八等分,并依次标上号码. 然后, 在每一点依次安装试验铁块. 试验铁块的质量由下面的经验公式给出.2w 3000W = (1)100 n其中: W—试验铁块的质量, g;w —每100k g的辊筒所用试验铁块的质量, g;G —辊筒的质量, k g;n—辊筒的转速, rƒm i n.w 值由经验回归公式给出:w = 91. 2 r H -图1 用试重法进行动平衡1- 右轴承座, 2- 辊筒, 3- 不平衡质量, 4- 左轴承座5- 千分表, 6- 试验铁块, 7- 试重固定糟(2) 0. 154 r H r R + 1. 3其中: H —找平衡前轴承座的最大振幅, mm ;R —试验铁块固定的半径, mm.先将试验铁块可靠地固定在分点 1 上, 开始转动使辊筒达到工作转速, 将左侧的轴承座放松, 允许它在水平方向上振动, 而右侧的轴承座必须固定, 用千分表测量左侧轴承座的振幅. 同样将试验铁块依次固定到其余各分点上, 并分别测出相应的振动幅度, 测量完毕后, 取下试验铁块, 然后将所测得的8 个振幅记录并作图, 如图2 所示. 显然左侧的动不平衡质量在最大振幅S m ax 所对应的分点1 上, 而平衡质量则应加在最小振幅S m i n 所对应的分点5 上.2. 3 确定平衡质量的大小平衡质量的大小可以用试测法来确定. 测定时在最小振幅所对应的分点5 上轮流加上3、4 个较重的试验铁块—1. 4W 、1. 8W 、2. 2W 、2. 6W , 并测出相应的振幅, 其振幅最小者即为平衡所加质量.2. 4 另一侧的平衡辊筒左侧平衡好后, 可用类似的方法进行右侧的平衡. 在找右侧的平衡前, 应将左侧的平衡质量Q 01 固定好, 并拴紧左侧轴承座, 然后开始转动使辊筒达到工作转速, 将右侧的轴·18· 西北轻工业学院学报 第 15 卷承座放松, 测出右侧应加的平衡质量 Q 02.如果直接将 Q 02 加在右侧的端面上, 则将给已平衡好的左侧带来新的动不平衡. 因此, 在右侧加质量时, 必须在左侧再加上一个附加质量, 以使左侧轴承座不产生新的动不平衡.如图 3 所示, 将 Q 02 分成 Y 和 X 两个分平衡质量, 然后加在右侧和左侧的端面上. Y 加在 Q 02 应当加的位置上, 而 X 加在左侧的端面上, 它的位置正好与 Y 的位置相差 180°. 以 a 、b 、m 和 n 分别表示各个距离尺寸, 则 Y 、 X 和 Q 02 三者之间应满足以下两个条件:条件 1: 在测量右侧轴承座的振幅时, Y 和 X 两个分平衡质量联合所产生的效果应和 Q 02 单独产生的效果相同. 此时, 以左侧轴方法承座为支点, 应满足力矩方程式:图 2 振动振幅与分点位置关系曲线 (3)Q 02 r m = Y r m - X r a 条件 2: 在加上 Y 和 X 两个分平衡质量后, 应使左侧的轴承座不会产生新的动不平衡. 此时, 以右侧轴承座为支点, 应满足力矩方程式:(4) X r n - Y r b = 0 图 3 右侧平衡重 Q 02的分配方法 解上述两式的联立方程式, 即可求得分平衡质量:m r b (5) X = Q 02 m r n - a r bm r n Y = (6)Q 02 m r n - a r b 由此可见, 在左侧的端面上应加的平衡质量为 Q 01 和 X (它们的方位可能是不相同的) , 而在右侧的端面上应加的平衡质量为 Y . 加上这些平衡质量后, 辊筒即可获得动平衡. 3 结论(1) 辊筒良好的动平衡状态对提高制浆造纸设备的运行水平、提高生产效率, 充分发挥 设备改造的潜能, 有着及其重要的作用.(2) 辊筒的现场动平衡技术能校正由于装配条件、工作温度、应力变形等现场因素引起 的动不平衡.(3) 辊筒的现场动平衡是一种方法简便、适用性强、易于推广的动平衡方法.·19·第3 期杨建桥等: 辊筒的现场动平衡技术参考文献1 杨建桥等. 辊筒的静平衡技术, 中国造纸, 1994; (4) : 36~38, 532 华南工学院等. 制浆造纸机械制造工艺学. 北京: 轻工业出版社, 1981 年第1 版3 杨建桥等. 制浆造纸设备维修与安装工程. 西北轻工业学院, 1994 年THE R OLL ER DY NA M I C BAL A NC INGTECHN I QUE I N THE F IELDY a n g J ia n q i a o Q i X ia n g j u n Z h a n g H u a l i a n gA B STRACTT h e ro lle r f i e l d dyn a m i c b a lan c i n g tech n i qu e o f p a p e r m ach i n e h a ve b e en s tu d i ed. th e s e s tu d i e s g i ve m u c h i n fo rm a t i o n. 1 ) T h e f i e ld dyn a m i c b a l an c i n g tech n i qu e o f A ll th ero lle r is o f i m p o r t an c e to th e ru n n i n g s ta t e o f th e m ach i n e, p ro d u c t i o n qu a n t i ty, p ro d u c t i o n qu a l ity an d h e i gh ten i n g th e leve l o f th e m ach i n e i m p ro v em en t. 2) It m a k e dyn a m i c b a l an c e to th e i m b a l an c e w ith a s se m b l y, tem p e ra t u re an d st r a i n.Keyword: p a p e r m ach i n e, ro lle r, dyn a m i c b a l an c e“纯大豆发酵饮料的研究”通过部级鉴定由我院食品工程系田三德高级工程师主持的“纯大豆发酵饮料的研究”于1997 年5 月13 日在西安通过了中国轻工总会组织的技术鉴定。
汽轮发电机振动分析及现场动平衡处理大多数的汽轮发电机振动故障可以用现场高速动平衡的方法进行处理。
本文介绍了柔性转子的振动特性,阐述了现场校正一、二、三阶转子不平衡所采用的方法。
通过实例证明对称加重法虽然可能使汽轮发电机存在的三阶不平衡得到一定的校正,但是灵敏度低,且可能破坏一阶平衡状态;而在转子外伸端的联轴器加重时一般会取得较好的效果。
所取得的振动治理经验对同型机组类似振动故障的诊断及现场处理有一定的借鉴意义。
关键词:汽轮发电机;柔性转子;振动;现场动平衡引言汽轮发电机是火力发电厂的核心设备,振动水平是衡量机组安全可靠性最重要的指标。
剧烈的振动容易导致设备部件的疲劳损坏,一些重大的毁机事故直接或间接地与振动有关。
在汽轮发电机的各种振动故障中,不平衡引起的振动占到70%以上,还有部分故障也可以通过平衡的手段使振动得到改善,因此现场动平衡是消除振动的主要手段[1]。
由于汽轮发电机组轴系是多转子系统,相互之间有一定影响;而且在现场受加重位置的限制,有时无法在计算好的位置加重;此外大型机组启动一次的费用高达十万元以上,启动次数和时间受到了限制,因此现场高速动平衡是振动处理中十分重要而又有一定难度的环节。
随着汽轮发电机容量的增大,转子轴向长度及其重量也不断增加,而转子径向尺寸因受到材料强度限制增长不大,这样就迫使采用工作转速大于第一临界转速和第二临界转速的柔性转子[2]。
汽轮发电机转子均属于柔性转子,一般200 MW及以下的发电机工作转速在一、二阶临界转速之间,大多数300MW及以上的发电机工作转速在二、三阶临界转速之间。
这两类转子的平衡方法存在较大的差异,因此在现场动平衡时应采取针对性的处理方案才能取得理想的效果。
1 柔性转子的振动特性在不平衡作用下柔性转子的振动可表示为:柔性转子平衡主要根据其振型正交原理进行。
所谓正交是指在平衡某一阶振型时,不影响其他振型的平衡状态。
现场动平衡时通常一阶不平衡采用对称加重的方法,它与二阶振型是正交的;二阶不平衡采用反对称加重的方法,它与一阶不平衡是正交的。
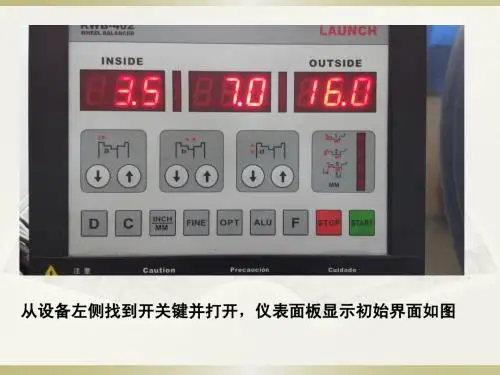
动平衡实验
一、车轮不平衡的危害
1、高速行驶时会引起车轮上下跳动,影响行车安全。
2、增加各部件所受的力,加大轮胎的磨损和行驶噪声。
二、车轮不平衡的原因
1、质量分布不均匀(轮胎的质量问题、补过的轮胎、胎面磨损不均匀)。
2、轮辋、制动鼓变形。
3、轮毂和轮辋定位误差使安装中心与旋转中心不重合。
三、动平衡机的基本结构(离车式)
1、主要构成部分:显示面板、安全罩、主轴、传感器、测量距离手柄
2、附件:锁紧螺母、专用卡尺(可以测量轮辋的宽度和轮辋的直径两个数据)、平衡块、定位椎体
3、显示面板上各字母代表的数据:
a--轮辋距离平衡机的距离
b--轮辋的宽度
d--轮辋的直径
四、动平衡试验的步骤:
1、将轮胎充到合适的气压,去除轮辋上的铅块,将轮胎花纹沟里的石子剔除干净,将轮辋处理干净。
2、将轮胎安装面朝内装上平衡轴,选择合适的椎体,用锁紧装置将轮胎锁紧,(椎体一定要对准中心孔。
否则可能数据不准)。
3、打开平衡机电源,拉出尺子测量轮辋距离平衡机的距离,轮辋宽度,轮辋直径,并依次输入测量出来的数据。
4、按下开始按键,平衡机开始带动轮胎旋转,测量开始,注意不要站在轮胎附近一面发生危险。
5、平衡机测出数据自动停止。
6、将轮胎旋转至平衡机一侧位置灯全亮(不同机型显示方式不同)在全亮这一侧的轮辋最高点也就是12点的位置敲入相应克数的铅块,另一侧也是如此。
7、重复4以后步骤直到平衡机显示为0(5克以下即可,因为没有5克以下的铅块,平衡机也不显示5克以下的不平衡量)。
8、动平衡结束取下轮胎。
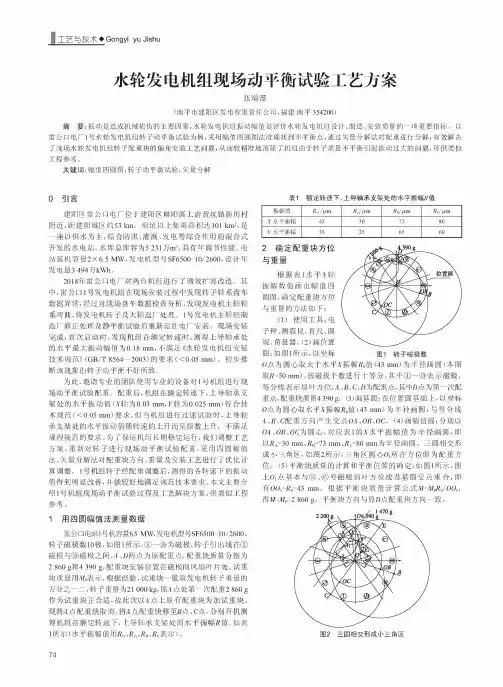
工艺#技术・Go#gyi yu Jishu水轮发电机组现场动平衡试验工艺方案张端潭(南平市建阳区发电有限责任公司,福建南平354200)摘要:振动是造成机械损伤的主要因素,水轮发电机组振动幅值是评价水轮发电机组设计、制造、安装质量的一项重要指标。
以雷公口电厂1号水轮发电机组转子动平衡试验为例,釆用幅值四圆图法准确找到不平衡点,通过矢量分解法对配重进行分解,有解决水轮发电机组转子配重的安装,准地消除了机组由于转子质量不平衡引起振动过大的,可关键词:幅值四圆图;转子动平衡试验;矢量分解0引言建阳区雷公口电厂位于建阳区阳溪上附近,距建阳城区约53km。
坝址以上集雨面积达101km2,是一以水为主,、、发电用的发的水电。
水为5231m3,有。
电站装机容量2!6.5MW,发电机型号SF6500T0/2600,设计年发电量3494万kWh。
2018年雷口电厂对机组进行造。
其中,雷口1发电组安装过发转子,过对,发发电主发电转子厂。
1发电机主 制造厂平衡试验重电厂安装。
安装成,动,发组转速,测得上导承的水平最振动幅值为0.18mm,不满足《水轮发电机组安装技术规范》(GB/T8564—2003)的要求(<0.05mm)。
初步推断该象由转子动平衡不好所致。
为此,邀请专业的团队使用专业的设备对1组进行动平衡试验配重。
配重,组转速下,上导承支架的水平振动值(X轴为0.03mm,#为0.025mm)符技术规范(80.05mm)要求,但当机组进行过速试验时,上导承支架的水平振动值随转速的上升呈指升,不满足规规范的要求。
为了保证机组长期稳行,我们调整方案,重新对转子进行动平衡试验配重,采用四圆幅值法、矢量解法对配重方向、重量安装进行了优化计算整。
1组转子配重整,测得的各转速下的振动值得到明显善,并好满足规范技术要求。
本文主要介绍1组动平衡试验过解方案参考。
1用四圆幅值法测量数据雷公口电站1号机容量65MW,发电机型号SF6500-10/2600,转子磁极10极,如图1所示,①〜⑩为磁极,转子引出线①磁极与⑩磁极之间,$、%两点为原配重点,配重质量别为2860g和4390g,配重块安装置在磁极间风扇叶片。
动平衡简单讲就是刀具高速旋转时的跳动要达到一定标准,重心在旋转轴心上,不会发生共震,是高速旋转刀具或者砂轮必须要检测的项目。
不平衡是一个旋转体的质量轴线(惯量轴线)与实际的旋转轴线不重合。
其单位为不平衡的质量与该质量中心至实际旋转轴线的距离的乘积,以gmm计量。
不平衡有3种表现形式。
静力不平衡(单平面) 表现在一个旋转体的质量轴线与旋转轴线不重合,但平行于旋转轴线,因此不平衡将发生在单平面上。
不平衡所产生的离心力作用于两端支承上是相等的、同向的。
偶力不平衡表现在一个旋转体的质量轴线与旋转轴线不重合,但相交于旋转体重心,不平衡所产生的离心力作用于两端支承是相等而180°反向的。
动力不平衡(双平面) 表现在一个旋转体的质量轴线与旋转轴线不重合,而且既不平行也不相交,因此不平衡将发生在两个平面上,可以认为动力不平衡是静力不平衡和偶力不平衡的组合,不平衡所产生的离心力作用于两端支承,既不相等且向量角度也不相同。
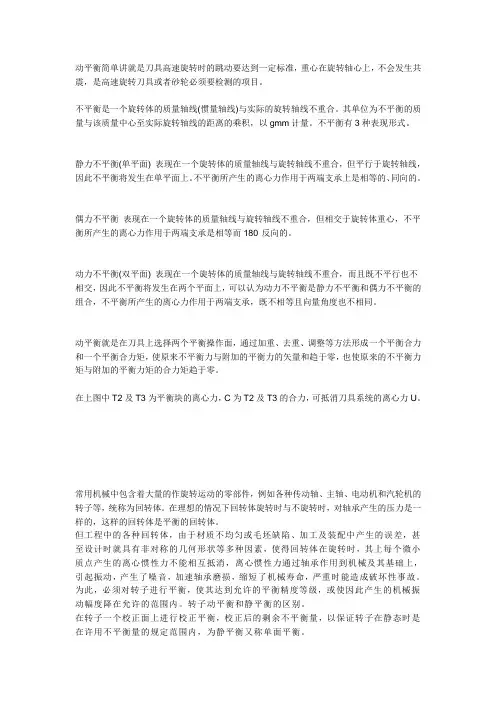
动平衡就是在刀具上选择两个平衡操作面,通过加重、去重、调整等方法形成一个平衡合力和一个平衡合力矩,使原来不平衡力与附加的平衡力的矢量和趋于零,也使原来的不平衡力矩与附加的平衡力矩的合力矩趋于零。
在上图中T2及T3为平衡块的离心力,C为T2及T3的合力,可抵消刀具系统的离心力U。
常用机械中包含着大量的作旋转运动的零部件,例如各种传动轴、主轴、电动机和汽轮机的转子等,统称为回转体。
在理想的情况下回转体旋转时与不旋转时,对轴承产生的压力是一样的,这样的回转体是平衡的回转体。
但工程中的各种回转体,由于材质不均匀或毛坯缺陷、加工及装配中产生的误差,甚至设计时就具有非对称的几何形状等多种因素,使得回转体在旋转时,其上每个微小质点产生的离心惯性力不能相互抵消,离心惯性力通过轴承作用到机械及其基础上,引起振动,产生了噪音,加速轴承磨损,缩短了机械寿命,严重时能造成破坏性事故。
为此,必须对转子进行平衡,使其达到允许的平衡精度等级,或使因此产生的机械振动幅度降在允许的范围内。
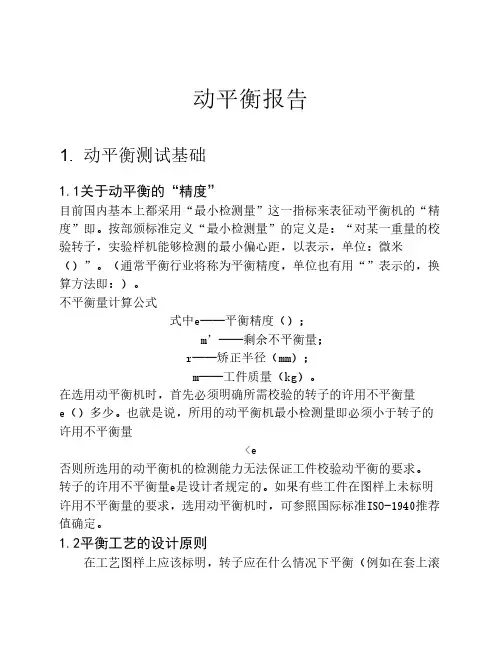
动平衡报告1. 动平衡测试基础1.1关于动平衡的“精度”目前国内基本上都采用“最小检测量”这一指标来表征动平衡机的“精度”即。
按部颁标准定义“最小检测量”的定义是:“对某一重量的校验转子,实验样机能够检测的最小偏心距,以表示,单位:微米()”。
(通常平衡行业将称为平衡精度,单位也有用“”表示的,换算方法即:)。
不平衡量计算公式式中e——平衡精度();m’——剩余不平衡量;r——矫正半径(mm);m——工件质量(kg)。
在选用动平衡机时,首先必须明确所需校验的转子的许用不平衡量e()多少。
也就是说,所用的动平衡机最小检测量即必须小于转子的许用不平衡量<e否则所选用的动平衡机的检测能力无法保证工件校验动平衡的要求。
转子的许用不平衡量e是设计者规定的。
如果有些工件在图样上未标明许用不平衡量的要求,选用动平衡机时,可参照国际标准ISO-1940推荐值确定。
1.2平衡工艺的设计原则在工艺图样上应该标明,转子应在什么情况下平衡(例如在套上滚珠轴承时)。
如果不能随意选择的话,那么校正半径和支撑面应该标会并注明尺寸,校正半径也应如此。
此外,有关校正方式、所采用的工具、校正存在的限制(例如最大许用孔深)以及每平面上的许用剩余不平衡均要扼要说明。
下列要素应当在规定有平衡公差要求的图样、技术规格卡或其他文件上加以说明:1) 每个校正平面上最大允许的剩余不平衡量;2) 校正平面的位置;3) 考虑所需要的转子强度和其他条件,说明在校正位置处能够可靠加或去除的最大质量及方法;4) 轴承的类型和他们在平衡机上的位置;5) 驱动方案;6) 平衡转速;1.3典型刚性转子的平衡精度等级平衡试验能改善旋转体质量分布,使转子在轴承旋转时没有不平衡离心力,当然这目的仅能达到一定的程度,经平衡后,转子将还会有剩余不平衡量,只不过是达到允许的范围罢了。
不平衡量必须减少到什么程度,如何协调经济上的合理性和技术上的可能性,在某些情况下,只能通过实验及大量的现场测试来确定。
动平衡试验简介动平衡试验是一种通过对旋转部件进行试验和分析,以确定其质量分布和几何形状是否造成不平衡的方法。
在机械制造、航空航天、汽车制造等领域中,动平衡试验被广泛应用于提高设备工作效率、减少振动和噪音等方面。
本文将介绍动平衡试验的原理、方法以及应用。
原理任何旋转部件都可能在加速转动时产生不平衡。
不平衡会引起机械振动和噪音,降低设备性能和寿命。
动平衡试验的原理是通过在旋转部件上添加校正质量,使得整个旋转系统的质量分布均匀,消除不平衡。
动平衡试验的核心思想是将旋转部件放置在支撑架上,以其重心为轴心进行旋转。
当旋转速度达到设定值时,通过测量振动大小和位置,确定不平衡的位置和大小,进而计算出添加校正质量的位置和大小。
方法1.准备工作:在进行动平衡试验之前,首先需要准备一台平衡试验仪器,如动平衡机。
其次,需要准备校正质量,通常选择铅块作为校正质量,根据不平衡的位置和大小确定铅块的位置和数量。
2.安装旋转部件:将待测旋转部件安装在支撑架上,并确保旋转部件可以自由旋转。
3.调整支撑架:调整支撑架的水平度,使得旋转部件能够保持稳定旋转。
4.开始试验:启动动平衡机,逐渐增加旋转速度,直到达到设定值。
同时,通过传感器测量旋转部件的振动大小和位置。
5.分析结果:根据测量数据分析不平衡的位置和大小,并计算添加校正质量的位置和大小。
6.添加校正质量:根据计算结果,在旋转部件上添加校正质量,并重新进行试验,直到测量数据符合要求。
7.结束试验:确认旋转部件已经达到平衡状态后,停止试验,并记录试验结果。
应用动平衡试验在各个领域都有广泛的应用。
下面以几个常见领域为例进行介绍:机械制造在机械制造中,动平衡试验可以用于机械设备、发动机等旋转部件的平衡调试。
通过动平衡试验,可以有效降低振动和噪音,提高设备的性能和寿命。
航空航天在航空航天领域,各种旋转部件都需要进行动平衡试验。
例如,飞机发动机的涡轮轴、风扇叶片等都需要进行平衡调试,以确保其正常运行和安全性。
动平衡试验动平衡试验(相位法)试验质量公式 Wp=简单公式. t\ Wp=30(m/r)0 r- t1 k, q\ Wp――试验质量(g)m――转子质量(kg)3 i5 d' o: \\% X Y# I5 V% o/ ? r――加试重半径(mm))Z6 \\3 R7 w+ a0 BS――原始振动幅值(µm)! N9 ~( B/ T& j E2 ?5 Y n――平衡转速(r/min)3 r6 R\试验质量相位的确定对新机器没有任何经验可循的情况下,一般可随机加在校正平面的任意角度相位上。
在逆转动方向分度的情况下,试验质量相位一般大于不平衡振动的角度。
低速平衡时加重相位与初始振动相位之差一般大于90°。
试转时产生40%~150%的振动变化为好,若振幅值变化小于10%,相位角变化小于±20,说明试加平衡质量过小。
4R* M\R( r如某风机平衡试验 7 y+ N) l; S3 X/ ]1―1原始振动40.5µm<354°2 G0 l, H1 ?. H0 S. F 试验质量为65.7g<15°5 d- g!B* E3 G 试验振动156µm<305°2 s. I( c6 ^! L\其中156µm(振动值)为测振仪读数,305°(相位角)通过闪光灯测得。
根据平衡配重计算公式Wq= Wp×(0A/AB)=65.7×(40.5/132.99)=20.01(g)平衡相位角Ø= 360+(Øs-Øh)= 360+(15-118)=257°* j' B2 B; U% i4 E' t* _, LØs――试验相位角7 `; n2 j\ Øh――合成三角形中0A与AB的夹角卸下试验质量,用天平称出上述计算所得平衡配置加于计算所得相位角位置。