第1章数控车削加工工艺.ppt
- 格式:ppt
- 大小:1.94 MB
- 文档页数:25

数控车削加工工艺1.1数控车削的主要加工对象一:数控车削加工概述1.数控加工过程数控加工与普通机床机械加工有较大的不同。
在数控机床加工前,要把在通用机床上加工是需要操作及动作,工步的划分与顺序、走刀路线、位移量和切削参数等,按规定的数码形式编成加工程序,存储在数控系统存储其器或磁盘上。
加工程序是实现人与机器联系起来的媒介物加工时,控制介质上的加工程序控制机床运动,自动加工出我们所要求的零件形状。
二:数控车削加工的工艺范围数控车削加工主要用于轴类或盘类零件的内、外圆柱面、任意角度的内、外圆锥面、复杂回转内、外和圆柱、圆锥螺纹等的切削加工,并能进行切槽、钻孔、扩孔、铰孔及镗孔等的切削加工三:数控车削的主要加工对象(1)轮廓形状特别复杂或难于控制尺寸的回转体零件因为数控车床装置都具有直线和圆弧差补功能,还有部分有非圆弧差补功能,故能车削有任意平面曲线轮廓所组成的回转体零件。
(2)精度要求较高的零件零件的精度要求主要指尺寸、形状,位置和表面粗糙度值例如,尺寸精度高(达0.001或更小)的零件,圆柱度要求高的圆柱体零件等。
(3)特殊的螺旋零件这些螺旋零件是指特大螺距(或导程)、变(增面现象/减)螺距、高精度的模数螺旋零件(如圆柱圆弧)和端面(盘形)螺纹零件等(4)淬硬工件的加工在大型模具加工中,有不少尺寸大而形状复杂的零件。
这些零件热处理后的变形量较大,模削加工有困难。
因此可以用陶瓷车刀在数控机床上对淬硬后的零件进行车削加工,以车代模,提高加工效率。
1.2 数控车削的刀具与选用一:数控加工对刀具的要求(1)具有良好、稳定的切削性能刀具不仅能进行一般的切削,还能承受高速切削和强力切削,并且切削性能是稳定的。
(2)刀具有教高的寿命刀具大量采用硬质合金材料或高性能材料(如涂层刀片、陶瓷刀片、立方氮化硼刀片)并且有合理的几何参数,切削磨损最少,刀具寿命长。
(3)刀具有较高的精度对于较高精度的工件的加工,刀具应具备相应的形状和尺寸精度,特别对定尺寸型的刀具更是如此;(4)刀具有可靠的卷削、断屑性能数控机床的切削是在封闭的环境下进行的,因此刀具必须能可靠的将切削卷曲、打断,并顺利排削,以避免不必要的停机。

第一章数控车床基础知识1.1 车削原理概述1.1.1 车削加工原理金属切削加工,从其本质上来说,就是使用各种类型的金属切削刀具,把各种金属原材料(称为工件毛坯)上多余的金属材料(称为加工余量)从工件毛坯上剥离,得到图纸所要求的零件。
金属切削加工的工艺过程大致可以分为三类:①工件毛坯进行回转运动,切削刀具进行平动。
主要为车削和镗削等。
②切削刀具进行回转运动,工件毛坯进行平动。
主要为铣削、磨削、钻削等。
③切削刀具和工件毛坯做相对运动(平动或转动)。
主要为拉削、刨削等。
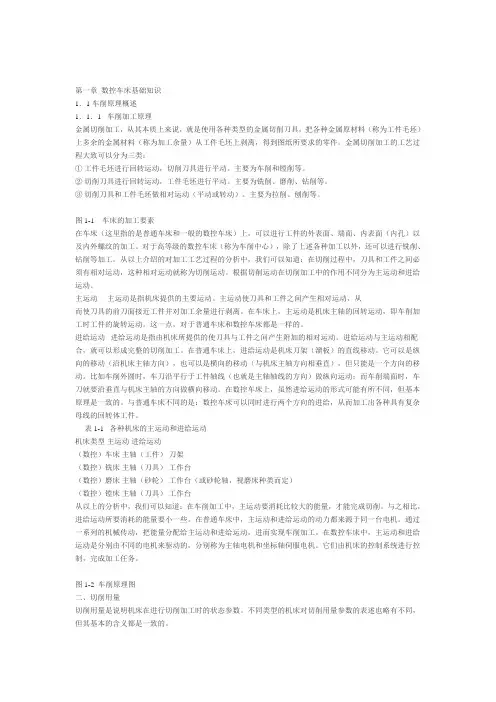
图1-1 车床的加工要素在车床(这里指的是普通车床和一般的数控车床)上,可以进行工件的外表面、端面、内表面(内孔)以及内外螺纹的加工。
对于高等级的数控车床(称为车削中心),除了上述各种加工以外,还可以进行铣削、钻削等加工。
从以上介绍的对加工工艺过程的分析中,我们可以知道:在切削过程中,刀具和工件之间必须有相对运动,这种相对运动就称为切削运动。
根据切削运动在切削加工中的作用不同分为主运动和进给运动。
主运动主运动是指机床提供的主要运动。
主运动使刀具和工件之间产生相对运动,从而使刀具的前刀面接近工件并对加工余量进行剥离。
在车床上,主运动是机床主轴的回转运动,即车削加工时工件的旋转运动。
这一点,对于普通车床和数控车床都是一样的。
进给运动进给运动是指由机床所提供的使刀具与工件之间产生附加的相对运动。
进给运动与主运动相配合,就可以形成完整的切削加工。
在普通车床上,进给运动是机床刀架(溜板)的直线移动。
它可以是纵向的移动(沿机床主轴方向),也可以是横向的移动(与机床主轴方向相垂直),但只能是一个方向的移动。
比如车削外圆时,车刀沿平行于工件轴线(也就是主轴轴线的方向)做纵向运动;而车削端面时,车刀就要沿垂直与机床主轴的方向做横向移动。
在数控车床上,虽然进给运动的形式可能有所不同,但基本原理是一致的。
与普通车床不同的是:数控车床可以同时进行两个方向的进给,从而加工出各种具有复杂母线的回转体工件。