防错防呆措施管理表
- 格式:xls
- 大小:29.50 KB
- 文档页数:2

防错法是一门技术,有一系列技术和工具用于各类过程的错误防止.一、防错思路下表列明了不同的防错思路及其策略从上表可看出, 防错的思路有减少失误、检测失误、简化作业, 替代、削除等, 从其目标及采用的方法来看:1、消除失误削除失误是最好的防错方法。
因为其从设计角度即考虑到可能出现的作业等失误并用防错方法进行预防。
这是从源头防止失误和缺陷的方法,符合质量的经济性原则, 是防错法的发展方向。
2、替代法替代法是对硬件设施进行更新和改善,使过程不过多依赖于作业人员,从而降低由于人为原因造成的失误(占失误的部分)。
这种防错方法可以大大失误率,为一种较好的防错方法,缺点在于投入过大,另外由于设备问题导致的失误无法防止。
3、简化简化是通过合并、削减等方法对作业流程进行简化,流程越简单、出现操作失误的概率越低。
因此,简化流程为较好的防错方法之一,但流程简化并不能完全防止人为缺陷的产生。
4、检测检测是在作业失误时自动提示的防错方法, 大都通过计算器软件实现, 为目前广泛使用的防错方法.5、减少从减少由于失误所造成的损失的角度出发, 即发生失误后, 将损失降至最低或可接受范围, 目前许多智能设备均或多或少具备该功能。
二、防错法则以下是几个基本的防错法则, 遵循这些法则, 可有效防止作业失误.1、只生产所需的产品。
有两层意思, 一为只生产所需数量的产品, 生产量超过需要量, 不仅是一大浪费, 而且在生产、运输、存储各环节增加了出现失误的机会. 二为生产时需牢记客户对产品的质量需求, 使作业符合要求, 背离客户需求, 无从谈到质量, 当然失误频频.2、削减、简化、合并作业步骤作业步骤越多, 出现失误的机会越多。
削减、简化和合并作业步骤, 等于为减少失误创造条件, 在新产品开发阶段, 生产过程设计时遵守该原则可大大降低后续生产中的不良. 对现有过程的分析和改善时运用该原则同样会降低失误机会.3、使每个人都参与缺陷预防质量是全员参与才可成就的, 这早已成为共误, 但人人树产预防失误、防止缺陷的观念, 并参与缺陷预防才是最重要的. 人人参与预防了, 零失误、零缺陷可有望实现.4、追求完美在质量、成本、交期、技术和服务几个方面持续追求。

No . 12 34注塑/S3Y831-1-4机器人设计注塑/S3Y831-1-4机器人设计注塑/S3Y831-1-4机器人设计生产时,模块和端子可以正常放到航模,光电感应器常亮,反之光电感应器灯不亮且机械手停止动作生产单位N/A 光电感应器防止端子和模块无法放入裁切模OK位置每班生产生产单位设备感应、紧急停止线第1:设计阶段N/A第1:设计阶段N/A 设备数据显示气压检测设备防止程序无法启动、机械手抓不到航模每班生产生产单位自动化集成保养表生产单位N/A生产预备点检,设备可正常工作气压>5kgf/c㎡没有放入到位的话,光电感应器红色灯会亮起,且机械手停止动作,如果放入到位,光电感应器不会亮生产时,端子能正常被裁切OK,光电感应器红色灯常亮,如果裁切异常,光电感应器红灯不亮且机械手停止动作N/AN/A 024项目编号024-04492581-1第1:设计阶段N/A模具编号防呆防错清单工序记录表单产品料号点检频率点检部门防呆防错基本工具类别应用装置/过程(模具/设备/过程...)防呆防错的目的或用途防呆防错方法与措施(可图文说明)备注产品类型客户024-044点检方法点检阶段使用样件点检时有效期注塑/S3Y831-1-4机器人设计设备感应、紧急停止线光电感应器防止端子无法被裁断第1:设计阶段每班生产设备感应、紧急停止线光电感应器防止裁切好的端子无法精确放入到航模每班生产气压检测设备光电感应器光电感应器光电感应器A1汽车件电子件No .024项目编号024-04492581-1模具编号防呆防错清单工序记录表单产品料号点检频率点检部门防呆防错基本工具类别应用装置/过程(模具/设备/过程...)防呆防错的目的或用途防呆防错方法与措施(可图文说明)备注产品类型客户024-044点检方法点检阶段使用样件点检时有效期汽车件电子件567注Re vA0A1HYWI-R045-2016.7.26内部变更修正记录表单熊少波罗雅周孙伟2015.08.06新制作新制作夏斌注塑/S3Y831-1-4机器人设计第1:设计阶段不良品测试试作OK设备感应、紧急停止线检测等高棒报警器光电感应器防止产品端子高低PIN无法测试通过每班生产核准审核制定注塑/S3Y831-1-4机器人设计修改原因修改内容.生产单位制/修订日期生产单位92581-1电测样品点检记录表生产时,电流导通测试OK,测试机显示PASS且绿灯亮起,测试NG的话,测试机显示FAIL且红灯亮起同时报警器红灯报警生产时,产品高底PIN测试OK,产品会正常流向工作台,测试NG的话,产品会分流到不良品盒同时报警器会红色灯亮起设备感应、紧急停止线检测探针报警器测试仪防止产品电流导通测试无法通过生产单位92581-1电测样品点检记录表每班生产注塑/S3Y831-1-4机器人设计设备感应、紧急停止线检测镶块报警器光电感应器防止产品端子位置度测试无法通过第1:设计阶段每班生产不良品测试试作OK92581-1电测样品点检记录表第1:设计阶段不良品测试试作OK生产时,产品端子位置度测试OK,灯不亮状态,测试NG,光电感应器红色灯会亮起(静止状态感应器灯也是亮的)且报警器红灯报警光电感应器光电感应器不良品箱A1A1A1。
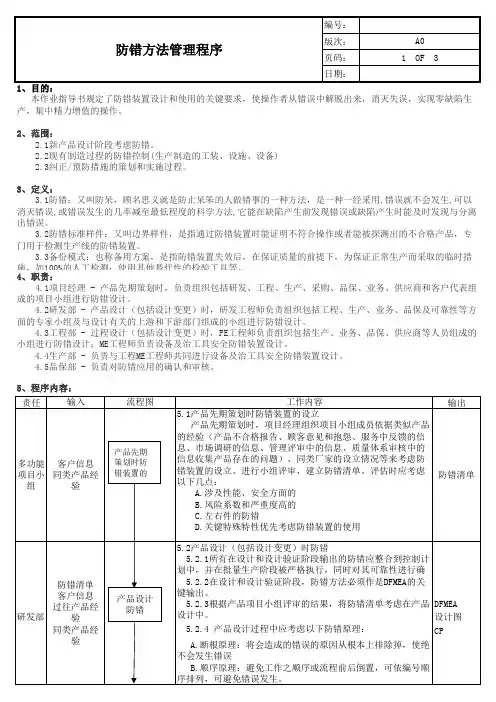
本作业指导书规定了防错装置设计和使用的关键要求,使操作者从错误中解脱出来,消灭失误,实现零缺陷生产,集中精力增值的操作。
5、程序内容:2、范围:
2.1新产品设计阶段考虑防错。
2.2现有制造过程的防错控制(生产制造的工装、设施、设备) 2.3纠正/预防措施的策划和实施过程。
3、定义:
3.1防错:又叫防呆,顾名思义就是防止呆笨的人做错事的一种方法,是一种一经采用,错误就不会发生,可以消灭错误,或错误发生的几率减至最低程度的科学方法,它能在缺陷产生前发现错误或缺陷产生时能及时发现与分离出错误。
3.2防错标准样件:又叫边界样件,是指通过防错装置时能证明不符合操作或者能被探测出的不合格产品,专门用于检测生产线的防错装置。
3.3备份模式:也称备用方案,是指防错装置失效后,在保证质量的前提下,为保证正常生产而采取的临时措施,如100%的人工检测;使用其他替代性的检验工具等。
4、职责:
4.1项目经理 - 产品先期策划时,负责组织包括研发、工程、生产、采购、品保、业务、供应商和客户代表组成的项目小组进行防错设计。
4.2研发部 - 产品设计(包括设计变更)时,研发工程师负责组织包括工程、生产、业务、品保及可靠性等方面的专家小组及与设计有关的上游和下游部门组成的小组进行防错设计。
4.3工程部 - 过程设计(包括设计变更)时,PE工程师负责组织包括生产、业务、品保、供应商等人员组成的小组进行防错设计;ME工程师负责设备及治工具安全防错装置设计。
4.4生产部 - 负责与工程ME工程师共同进行设备及治工具安全防错装置设计。
4.5品保部 - 负责对防错应用的确认和审核。
6.相关文件:
7.相关记录:。
编制:审核:批准:文件发行/更改审批表1、目的和范围﹕为改善产品的不良,建立适当错误防止法,使其能够达到预防因疏忽所造成的不良发生,发现异常立即反馈,使浪费及损失降至最低,从而激发员工的士气,提升生产力,降低制造成本,满足顾客需求,特制订本程序。
2、2.133.13.23.344.14.2果。
4.3防错法:防止操作员在作业过程中由于各种原因造成错误操作并产生后果。
5.0程序细则:5.1工程部根据产品工艺要求,对生产过程进行策划,为确保安全,避免机器损坏,生产产品品质得以控制,提高生产效益,生产过程所涉及到的设施、设备、工装夹具等方面,进行防呆、防误、防错措施制订与指导实施及改善,从技术能力方面做出评估,完成改进或制作作业,以逐步提高设备的自动化程度,达到减少人为或设备因素所造成的不良,并负责标准化工作。
5.1.1制订工艺流程图,编制工序布局图,以防生产环节遗漏、工序衔接不紧凑。
5.1.2在安全生产方面,冲床加工开关设置双按钮;下料切割加挡板,电动机、电源开关安置过载保护、漏电保护装置;温度控制器安装保报警器等防错设施。
5.1.3在提高生产效益,确保品质方面:切割长度加工设置定位器;光孔及螺纹孔加工,使用通止规、针规、深度尺、螺纹规控制加工精度;焊接为防错位、变形,设置专用焊接夹具,利用专用检具检测及校正;焊接各项工艺参数在首件生产时就确认好,并锁定不变;弯管加工,设置专用夹具,并用专用检具检测及校正。
专用平面及小工件抛光加工时,设置夹具将工件成组固定加工。
设置自检、互检、点检、巡检品质控制方法,做到全员参与、人人品管。
5.1.45.1.55.1.35.25.35.4.15.4.2文件中存在与该交易无关的重要信息。
5.5工作中产生失误的原因:5.5.1人为原因:忘记、疏忽、行动迟缓、对过程/作业不熟悉、缺乏工作经验、故意失误、交易过程失误。
5.5.2其它因素:缺乏适当的现场作业指导书、机器设备突发故障。