仪表台成型工艺简介
- 格式:ppt
- 大小:1.96 MB
- 文档页数:15
仪表板:汽车仪表板材料及制造工艺随着汽车在安全及环保性方面的发展,人们对汽车饰件在安全性及环保性方面的要求也越来越高;随着仪表板外形设计美观的要求,越来越多的仪表板采用无缝气囊门的外观设计,因此对汽车仪表板来说,一个好的仪表板不仅要有设计新颖美观的外形,舒适的手感,而且还需具有优良的老化性能及与乘客的良好相容性(优良的散发特性)。
由于PVC材料具有良好的手感和花纹成型性且材料成本低等优点,因此目前PVC搪塑仍是使用最广的仪表板表皮加工工艺,PVC粉料占据了搪塑成型工艺的绝大部分市场。
由于PVC材料的玻璃化温度较高,材料在低温环境下发脆,易造成无缝气囊仪表板在低温状态爆破时,气囊区域PVC表皮碎裂而飞出,对乘客产生安全隐患,PVC在抗老化性、增塑剂迁移等方面也存在问题,因此出于安全及环保原因,目前各主机、饰件及材料生产厂商相继开发出了PVC的替代材料及工艺。
由此可见,随着环保要求的不断提高,与环境相容性较差的材料将逐渐被替代。
今后,仪表板表皮材料将在以下性能上不断改进:优良的安全性能,低温性能;优良的老化性能,抗UV性能;易于循环使用;减小成雾性;材料无害性、与环境及人的相容性。
根据仪表板表皮性能这些发展要求,世界各主机、饰件及材料生产厂商不断开发出新的材料及成型工艺以满足表皮性能的发展要求,以下将对仪表板饰面表皮的一些性能优异的新材料及其成型工艺进行介绍。
搪塑成型工艺搪塑工艺是当前一项成熟并使用广泛的成型工艺,其加工成型工艺简单,是目前应用最广的工艺。
目前搪塑模可采用的皮纹也越来越广,如缝纫线(StitchLine),主要的环保新材料有热塑性聚烯烃(TPO)、热塑性聚氨酯(TPU)粉料。
1.热塑性聚氨酯TPU热塑性聚氨酯TPU结合了橡胶的物理机械性能,具有优良热塑性及工艺加工性。
其优点有:是一种环保型的材料,可回收循环使用;具有优良的物理机械性能、可使用较薄的表皮厚度;良好的耐化学性、耐老化性、抗摩损性;TPU搪塑料无须添加增塑剂,其具有良好的气味及散发特性;优良的低温性能,在低温状态下保持着优良的弹性,玻璃化温度为-50℃。
汽车软质仪表板表皮成型工艺研究随着汽车行业的不断发展,汽车内饰的设计和制造也越来越受到重视。
汽车软质仪表板作为汽车内饰的重要组成部分,不仅要求外观精美、手感舒适,还要具备防晒、抗老化等功能。
在汽车软质仪表板的制造过程中,表皮成型工艺是一个至关重要的环节,它直接影响着产品的质量和性能。
对汽车软质仪表板表皮成型工艺进行深入研究,对于提高产品质量、降低成本、增强竞争力具有重要意义。
1. 软质仪表板表皮材料汽车软质仪表板的表皮材料通常采用PVC(聚氯乙烯)、PU(聚氨酯)、TPO(热塑性弹性体)等材料。
这些材料具有良好的耐磨性、手感柔软、耐腐蚀等特点,非常适合用于汽车内饰制造。
在选择表皮材料时,需要考虑其色泽、透光性、导热性、防火性等性能,以满足汽车内饰对材料的特殊要求。
2. 表皮成型工艺汽车软质仪表板表皮成型工艺主要包括材料预处理、成型工艺和表面处理三个环节。
(1)材料预处理材料预处理是表皮成型工艺的第一步,包括材料的切割、热压、预缩等工序。
切割是将原材料按照设计尺寸进行裁剪,热压是通过加热和压力使材料变软并固定形状,预缩是为了减小材料在成型过程中的收缩量,保证最终产品尺寸的稳定性。
成型工艺是表皮成型的核心环节,通常采用真空吸塑、热压成型、注塑成型等方法。
真空吸塑是将预处理好的材料覆盖在模具上,利用真空泵吸出空气使材料贴合模具表面成型;热压成型是将材料置于模具中,经过加热和压力使材料成型;注塑成型是将熔化的材料注入到模具中,然后冷却成型。
这些成型工艺各有特点,选用合适的成型工艺能够提高成型效率和产品质量。
(3)表面处理表面处理是为了增强产品的耐磨性、耐污染性和外观光泽。
常见的表面处理方法包括激光雕刻、喷涂、热压花纹等。
激光雕刻可以在表面上形成细微的纹理和图案,提高产品的视觉效果;喷涂可以在表面形成一层保护膜,增加产品的耐磨性和耐污染性;热压花纹是在成型过程中将花纹通过热压方式印在表皮上,美观大方。
在实际生产中,为了提高产品的质量和生产效率,需要对软质仪表板表皮成型工艺进行优化。
汽车仪表板及其制造工艺仪表板因其得天独厚的空间位置,使越来越多的操作功能分布于其中,除反映车辆行驶基本状态的仪表外,对风口、音响、空调、灯光等的控制也给予行车以更多的安全和驾驶乐趣。
因此,在汽车中,仪表板是非常独特的集安全性、功能性、舒适性与装饰性于一身的部件。
首先,它需要有一定的刚性以支撑其所附的零件在高速和振动的状态下保证正常工作;同时又需要有较好的吸能性使其在发生意外时减少外力对正、副驾驶员的冲击。
随着人们对车的理解越来越超出其功能本身,对伸手可及、举目必望的仪表板,其手感、皮纹、色泽、色调也逐渐成为评判整车层级的重要标准之一。
仪表板的组成仪表板通常包含的零件有:仪表板本体(壳体)、仪表、空调控制系统、风道/风管、出风口、操作面板、开关、音响控制系统、除霜器、除雾器、手套箱、左盖板、饰板等零件。
大部分仪表板还包含有:储物盒、驾驶员侧手套箱、扬声器等饰件和时钟、金属加强件、烟灰盒、点烟器、杯托等功能性零件;部分中高档汽车设计有卫星导航系统、手机对讲系统、温度传感系统等高端产品。
(如附图一)仪表板的分类按照安全性来分,仪表板可分为无气囊仪表板和附气囊仪表板(针对副驾驶)。
目前国内只有少数中高档次的轿车配备气囊仪表板,随着人们对安全性的重视,客户对附气囊仪表板需求加大,主机厂也将此作为买点之一。
而气囊打开在保护乘客的同时,也可能伤害乘客,尤其是儿童。
因此,国际上部分新车型的仪表板气囊已开始加装开关。
为气囊的正常开启,在气囊上方多设计有气囊盖板,在其打开时释放气囊。
但其与仪表板匹配处存在可视装接线,影响整车美观。
为此,近年越来越多车型的仪表板被设计为无缝气囊仪表板。
既能保证气囊正常开启,又无可视装接线。
按照舒适性来分,仪表板可分为硬塑仪表板、吸塑仪表板和半硬泡软质仪表板(其剖面如图二)。
仪表板本体为注塑工艺制成的仪表板为硬塑仪表板,因其工艺简单、投资低等优势而被广泛应用,尤其是中低档车。
其中有局部或全部涂装饰漆或软触漆,以改善外观、增加色调或提高质感。
汽车饰主流的六大制造工艺随着汽车技术的快速发展,大量的新技术、新材料和新工艺在汽车上得到广泛应用尤其是对汽车饰的精致性、舒适性和豪华性要求越来越高。
而满足用户对汽车饰的要求,更离不开汽车饰的各种制造工艺。
为此,今天小编针对当前汽车饰的主流制造工艺与应用情况进行了介绍。
一、搪塑成型1. 什么是搪塑成型搪塑成型,又称旋转成型,主要用于制作软质仪表板和门护板的表皮。
该技术起源于日本,在21世纪初才开始引进国的,最初只在少数合资企业中得到应用,直到近几年才在国的自主品牌中开始逐步应用。
2. 优点与缺点优点:原材料来源广泛,价格便宜,有着丰富的设计和生产经验,表皮的花纹不仅清晰、美观,而且一致性非常好。
可以设计出比较复杂的型面特征,制得的产品有良好的弹性和低收缩率。
缺点:模具的投资成本大,且寿命短(一般模具的质量保证只有2~3万次表皮寿命);设备的投资成本大;需要不断清理模具,导致辅助工时较长。
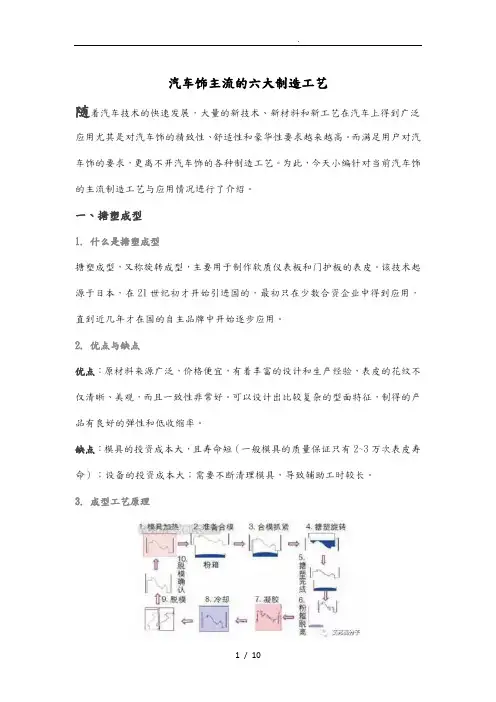
3. 成型工艺原理二、PU(聚氨酯)喷涂PU喷涂工艺是近几年迅速发展起来的一种新的表皮成型工艺,主要用于仪表板的表皮和护板的表皮等。
1. 成型工艺图 PU喷涂表皮的生产流程PU喷涂是指先在表皮成型模表面喷上脱模剂,而后再喷涂模漆(可根据产品需要喷涂不同颜色的模漆),随后喷涂液态的PU原料(可通过喷涂机械手控制表皮的厚度),最后冷却起模。
2. 相比于搪塑工艺的优势第一部分搪塑工艺和PU喷涂工艺都是软质仪表板表皮的主要制作工艺,但相对于搪塑工艺而言,PU喷涂有许多优点,比如:可实现双色仪表板表面,使得造型设计更灵活;设备也相对简单,可大大降低能耗,尤其是近几年PU粉状原材料的降价,使得利于回收的PU表皮的价格有可能与传统PVC表皮竞争。
下表是搪塑表皮与PU喷涂表皮两种工艺的对比。
表:搪塑表皮与PU喷涂表皮的工艺对比产品造型自由度较好更好表皮厚度1~1.2mm1~1.2mm表皮颜色要求单色(主要为深色,黑色为主)可实现双色,且颜色深浅无要求生产效率低高耐高温性能120℃120℃耐低温性能-35℃-45℃原材料成本较低高设备成本120%100%材料回收难可以原材料利用率较低较高模具成本120%130%模具寿命2~3万次30万次普与率主流新兴(国较少)三、模转印(IMD)1. 模转印概念与应用模转印是一种在成型过程中与装饰同步进行的工艺。

车辆工程技术25车辆技术0 引言 近年来,随着我国汽车工业的发展和人们生活水平的不断提高,消费者在关注汽车安全性和环保性的同时也对汽车内部装饰的舒适性也提出了更高的要求,尤其是对驾乘人员可直观感受的仪表板部位,对于一个好的仪表板来说,其不仅需要设计出美观新颖的外形,好需要设计出舒适的触感。
目前,大部分主机厂的畅销车型的仪表板均已开始采用软质仪表板,其软质仪表板表皮的生产工艺主要有真皮包覆工艺、搪塑工艺及真空成型工艺等。
1 汽车仪表板的种类 汽车的仪表板可以按照使用材料的不同化为两种不同的种类,一个是硬质的汽车仪表板,一个是软饰的汽车仪表板(含缓冲层,骨架,表层)。
硬质的汽车仪表板的设计结构先比之下很简单,运用的制造工艺是注塑成型的方式,不需要造价过高的表皮进行装饰。
而于汽车软饰的仪表板来说,其构成部分不同所运用的制造材料也是不同的。
对于轿车来说,这种仪表板的材料通常是运用ABS塑料聚合物,聚氨基甲酸酯等材料构造的。
而对于汽车仪表板的来说,车型不同,相应的仪表板的用途也有不同,并且汽车的仪表板还可以按照汽车的需求去进行不同的组装。
2 汽车软质仪表板表皮生产工艺介绍2.1 真空成型生产工艺 真空成型生产工艺主要分为阴模真空成型与阳模成型两类。
(1)阴模真空成型。
阴模真空成型技术即模内压纹技术,将加热后的光滑的TPO材料使用刻有皮纹图案的阴模模具在模内成型出带皮纹的表皮,而后在成型工位进行真空成型。
(2)阳模成型。
阳模成型将加热的TPO表皮在模具上方先进行预吹,然后再真空吸附成型,阳模真空成型具有模具成本低,生产工艺简单等优点,但花纹保持性较差。
2.2 真空热成型工艺 所谓的真空热成型工艺就是运用一些处理后的聚氯乙烯或是热塑性聚烯烃材料进行在加工的一种加工方法。
而这种工艺主要是运用在一些软质的汽车仪表板的表皮中,将表皮材料进行加热,直至到玻璃点的软化温度,再将气体注入到密闭的空间内,让其可以实现拉伸,拉伸以后在将其放在控温的设备中将其进行冷却作业,从一系列环节中得到最终产品。
分析仪表板表皮成型工艺概述及发展作者:刘贺,马晓乐来源:《中小企业管理与科技·上中下旬刊》 2016年第4期刘贺,马晓乐(长城汽车股份有限公司,河北保定071000)摘要院在汽车应用日益广泛的今天,为了保证汽车质量好、汽车室内装饰精致,加强高档仪表板的研究是非常必要的。
当然,要想实现这一目的,应当注意提高仪表板表皮成型工艺,且合理选择材料,规范、合理的进行仪表板表皮制作,可以大大提高整个仪表板的应用性和精致感。
基于此,本文将对仪表板表皮成型工艺予以概述,并探究其发展趋势。
关键词:仪表板;仪表板表皮成型工艺;发展中图分类号:U463 文献标识码:A 文章编号:1673-1069(2016)11-174-20 引言在人们将汽车视为主要出行工具的今天,频频出现的交通事故,使得人们对汽车安全性要求越来越高。
加之国家大力倡导环境保护、资源节约的理念,汽车制造企业在进行汽车仪表板制造方面,应当高度重视仪表板表皮成型工艺的分析与研究,选用适合的材料,且不断优化加工工艺,以便提升仪表板的性能,如高低温性能、相容性等为使仪表板更加有效、合理的应用创造条件,进而促使汽车室内更加美观、安全[1]。
基于此,笔者将在下文具体介绍几种仪表板表皮成型工艺,并在此基础上探究其发展趋势,希望可以对汽车产业的发展可以起到一定辅助作用。
1 仪表板表皮成型工艺的概述1.1 搪塑成型工艺作为一项成熟且应用广泛的成型工艺,搪塑成型工艺具有工艺简单、操作方便等等特点,其在仪表板表皮成型加工方面应用效果较好。
利用搪塑成型工艺进行仪表板表皮成型加工过程中,所选用的材料主要有以下几种:1.1.1 热塑性聚氨酯TPU热塑性聚氨酯TPU 是一种环保型的材料,其结合了橡胶的物理机械性能,因此利用其进行仪表板表皮成型加工,可以充分体现优良的物理机械性能、耐化学性、耐老化性、抗磨损性能。
在TPU 搪塑成型加工的过程中,无需添加任何增塑剂,其本身应用的性能,就可以提升仪表板塑性效果。

现代汽车仪表板成型与加工工艺技术综述发布时间:2022-12-02T05:36:45.169Z 来源:《科学与技术》2022年8月第15期作者:王少杰[导读] 仪表板作为汽车内部装饰系统里面最重要的系统之一王少杰长城汽车股份有限公司河北省汽车技术创新中心河北保定 071000摘要:仪表板作为汽车内部装饰系统里面最重要的系统之一,它非常复杂、零件非常多的内部结构以及人们对于汽车内部装饰的舒适、美观、功能、安全等的要求推动着汽车工程师们加深对于汽车仪表板的成型工艺、加工工艺等的研究和开发,从而生产不同级别不同配置不同功能的车型以满足人们的不同需求。
本文通过对仪表板的成型工艺、加工工艺、表面装饰工艺这三个方面技术进行阐述分析,以期望为进一步推动现代汽车的仪表板内部装饰添砖加瓦。
关键词:汽车仪表板成型加工工艺技术一、引言在汽车行业快速发展的大趋势下,汽车购买者对汽车内部装饰的要求也越来也多,渐渐不满足于最开始简单的内部装饰,而是期望更美观舒适、功能多样化的内部装饰环境。
而在汽车里面仪表板是位于驾驶员的正前方,其主要配件有行驶、车速里程表、发动机转速表等等,是汽车内部装饰的重要组成部分,因此仪表板的成型、加工、表面装饰等也随着汽车行业的发展以及不同群体的汽车购买者的不同购买需求而日渐发展成熟,一起推动着工艺技术的不断前进。
二、仪表板成型生产工艺汽车仪表板根据触感不同,分为硬质仪表板、软质仪表板以及半硬质仪表板三种。
硬质仪表板是指仪表板上体直接注射成型的单层结构仪表板,表面触感较硬,常采用改性聚丙烯材料作为基材。
采用注塑成型的工艺既简单又成熟,因此普遍应用于经济型车型。
软质仪表板除仪表板骨架之外,还带有表皮和泡沫填充层结构,外观触感较软富有弹性、表面光泽度较低、很好地提升整个仪表板的质感和品位,软质仪表板成型过程涉及搪塑、发泡、焊接等多个复杂工艺技术,成本较高,多用于中高档车型;同时随着购车者对品质的日渐提升,经济型车辆也开始陆续采用软质仪表板。

汽车软质仪表板表皮成型工艺研究1. 引言1.1 研究背景汽车软质仪表板是汽车内饰中的重要部件,其表皮成型工艺对于汽车内饰的整体质感和外观效果起着至关重要的作用。
随着汽车工业的发展和消费者对于汽车质量和舒适性要求的不断提高,汽车软质仪表板表皮成型工艺也逐渐成为研究的热点之一。
研究背景:目前,国内外对于汽车软质仪表板表皮成型工艺的研究已经取得了一定的进展,但仍然存在一些问题和挑战。
传统的成型工艺存在着生产效率低、成本高、质量波动大等问题;而随着汽车设计风格的不断更新换代,对于软质仪表板表皮的外观要求也越来越高,传统成型工艺已经无法满足市场需求。
对于汽车软质仪表板表皮成型工艺进行深入研究,探索新的工艺方法和技术手段,优化生产工艺流程,提高产品质量和工艺效率,已经成为当前研究的重要方向之一。
希望通过本研究,能够为汽车软质仪表板表皮成型工艺的改进和发展提供一定的参考和指导,推动相关领域的发展和进步。
1.2 研究意义汽车软质仪表板表皮成型工艺研究的研究意义在于推动汽车内饰制造工艺的发展和提升,提高汽车内饰的质量和外观。
汽车软质仪表板是汽车内饰的一个重要组成部分,它不仅需要具备一定的保护功能,还要具有美观的外观,给人一种舒适和高档的感觉。
目前汽车软质仪表板表皮成型工艺存在着一些问题和挑战,如成型效率低、成型质量不稳定等。
通过对汽车软质仪表板表皮成型工艺的深入研究,可以找到解决这些问题的方法和途径,提高生产效率,降低成本,改善产品质量,增强企业竞争力。
对汽车软质仪表板表皮成型工艺进行研究具有重要的理论和实践意义,对汽车制造行业和相关领域的发展都具有积极推动作用。
1.3 研究目的研究目的是为了深入探讨汽车软质仪表板表皮成型工艺,解决当前汽车生产中存在的一些问题和挑战。
通过研究目的,我们希望能够为汽车制造企业提供更加高效、环保和经济的生产工艺方案,提升汽车软质仪表板表皮成型的质量和效率。
我们也希望通过研究目的,能够为相关从业人员提供更好的技术支持和指导,推动汽车软质仪表板行业的发展和进步。
汽车软质仪表板表皮成型工艺研究作者:孙晓哲来源:《科学导报·学术》2019年第08期摘要:当前,高端汽车内饰的仪表板普遍采用软质仪表板,且对仪表板的外观缝隙要求非常高。
汽车仪表板是汽车内饰中的主要部件。
上面集成了转向系统,空调系统,娱乐系统及其人机界面。
还有着储物功能和装饰作用,同时在碰撞中为前排乘客提供一定的缓冲保护。
因此,仪表板的设计和制造是一个比较复杂的系统工程。
本文就汽车软质仪表板表皮成型工艺展开探讨。
关键词:仪表板;真空成型;搪塑成型;真皮包覆引言近年来,随着我车汽车工业的发展和人们生活水平的不断提高,消费者在关注汽车安全性和环保性的同时也对汽车内部装饰的舒适性也提出了更高的要求,尤其是对驾乘人员可直观感受的仪表板部位,对于一个好的仪表板来说,其不仅需要设计出美观新颖的外形,好需要设计出舒适的触感。
目前,大部分主机厂的畅销车型的仪表板均已开始采用软质仪表板,其软质仪表板表皮的生产工艺主要有真皮包覆工艺、搪塑工艺及真空成型工艺等。
1汽车仪表板的种类汽车的仪表板可以按照使用材料的不同化为两种不同的种类,一个是硬质的汽车仪表板,一个是软饰的汽车仪表板(含缓冲层,骨架,表层)。
硬质的汽车仪表板的设计结构先比之下很简单,运用的制造工艺是注塑成型的方式,不需要造价过高的表皮进行装饰。
而于汽车软饰的仪表板来说,其构成部分不同所运用的制造材料也是不同的。
对于轿车来说,这种仪表板的材料通常是运用ABS塑料聚合物,聚氨基甲酸酯等材料构造的。
而对于汽车仪表板的来说,车型不同,相应的仪表板的用途也有不同,并且汽车的仪表板还可以按照汽车的需求去进行不同的组装,例如,木质的仪表板或是软包的汽车仪表板都是根据汽车的需求而进行的组装。
2汽车软质仪表板表皮生产工艺介绍2.1真空成型生产工艺真空成型生产工艺主要分为阴模真空成型与阳模成型两类。
(1)阴模真空成型。
阴模真空成型技术即模内压纹技术,将加热后的光滑的TPO材料使用刻有皮纹图案的阴模模具在模内成型出带皮纹的表皮,而后在成型工位进行真空成型。
浅谈各种仪表台成型工艺优点与缺点sino-Andy 仪表台模具2011-02-13浅谈各种仪表台成型工艺优点与缺点仪表台是汽车集安全性,功能性,舒适性与装饰性于一身的部件,在各种配置不同及成型工艺不同的情况下,常见的仪表台成型工艺可分为,注塑成型,阳塑成型,搪塑成型,阴模吸塑成型等多种工艺,在生产工艺上也有不同的成型工艺与优缺点之分,以下为大家介绍以上几种仪表台成型工艺的优点与缺点。
高压注塑主要潜在的产品质量问题因素有:(1)由加强筋位置与模具的浇口设计的尺寸,位置等因素造成的产品表面缩印,引起仪表台产品表面质量。
(2)由于产品结构,材料,周转或摆放不当引起产品变形,造成仪表台的装配困难,面差,缝隙不均匀,造成的外观等不良现象。
(3)由于产品结构,流道的设计,材料的流动性造成产品成型后的熔接痕,造成仪表台产品的外观不良现象。
低压注塑的主要优点:(1)产品成型效率高.(2)面料与骨架不用粘剂。
主要潜在的缺点有,(1)相对与高压注塑模具及设备产品及设备成本高,(2)相对于二次复合工艺的财力啊,面料成本较高。
仪表台阳塑真空吸塑优点:(1)模具投资小,寿命长,(2)产品生产效率高。
(3)设备投资只有搪塑设备的1/3-1/4。
主要潜在的缺点有:(1)由于表面花纹是预制的,花纹损失随着表皮的拉伸度增大而增大,当拉升较大时,细皮纹就会使皮纹消失,粗皮纹就会淡化形成明显的视觉差效果,影响外观。
(2)由于是阳塑真空成型的工艺特征,决定了阳塑加工对产品阴阳角尺寸的局限性,一般R角都要设计在R1.5以上,给产品外观设计带来了局限。
搪塑仪表台的优点:1由于搪塑表皮的表面花纹是在表皮成型过程中形成的,因此花纹面一致性好。
2在产品设计上只要照顾到模具的局部加热性,模具可以做到较深的凹陷,甚至做成一定的负角,使得产品造型设计裕度更大,3材料成本相对较低。
潜在的缺点:1模具投资达,寿命短,一般模具的质量只有20000只表皮的寿命。
146AUTO TIMEAUTOMOBILE DESIGN | 汽车设计探讨汽车仪表台3D-Mesh 包覆工艺与设计熊伟军湖南湖大艾盛汽车技术开发有限公司 湖南省长沙市 410221摘 要: 仪表台是汽车内饰的重要零件,运用3D-Mesh 包覆设计可以达到比传统软质仪表台工艺更低的成本和更高的设计自由度。
关键词:汽车仪表台 3D-Mesh 包覆 免弱化 结构设计1 引言随着生活水平的提高,消费者对汽车内饰感知的要求也在不断提升。
汽车仪表台是汽车内饰件中最复杂、最受消费者关注的零件。
传统软质仪表台虽然触感好,但是模具工艺比较复杂,成本较高。
3D-Mesh 包覆设计是一种新的设计方法,它的工艺相对简单,不但可以提高设计自由度,还能大幅降低开发成本。
2 汽车仪表台设计工艺概述2.1 仪表台设计工艺分类汽车仪表台按使用材料的不同,可分为硬质仪表台与软质仪表台。
硬质仪表台主要是塑料注塑成型工艺;传统软质仪表台根据工艺不同通常分为以下3种:1.阴模吸塑成型工艺,2.阳模吸塑工艺,3.搪塑成型工艺。
对于以上3种工艺的仪表台来说,其构成材料不同,生产制造的成本也不一样。
2.2 传统软质仪表台设计工艺简介①阴模真空成型工艺简称IMG ,其成型分为两种,一是阴模表皮成型,其外形轮廓和纹理,类似搪塑工艺。
二是阴模复合成型,是一次完成纹理和骨架粘接,其对产品形状的设计有局限性,且模具成本高、制造周期长,模具损坏后几乎不能修复,模具寿命较短。
②阳模成型工艺是利用已有皮纹的原料,通过加热,凸模真空吸塑,将表皮吸附在模具上获得所需的表皮或复合在基材上直接获得所需产品。
它对产品圆角要求较大且易出现表面光泽度高,皮纹拉变形、损坏等缺陷。
③搪塑成型工艺,可制造出从0.5-15mm 范围内的各种形状且有连续厚度的产品。
其工艺虽然可加工形状复杂的制品,但是其模具寿命短、制造周期长、生产线设备投资大、零件成本高。
3 3D-Mesh 工艺的材料概述3Dmesh 称为3D 网布,俗称特厚三明治网眼布,也称3D 材料或者3D 间隔织物,是一款透气性,弹性,支撑性都很出色的新型纯织物材料,图1所示:3.1 3Dmesh 材料的组成与运用领域3Dmesh 材料由上、中、下三个面组成。
汽车软质仪表板表皮成型工艺研究汽车软质仪表板表皮成型工艺是汽车内饰制造中的重要工艺环节,是整个汽车内饰的重要组成部分。
软质仪表板表皮成型工艺的研究和改进,直接影响到整个汽车内饰的质量和外观效果。
对汽车软质仪表板表皮成型工艺进行深入研究,对提高汽车内饰的品质、降低成本、提高制造效率具有重要意义。
一、软质仪表板表皮成型工艺的现状目前,汽车软质仪表板表皮成型工艺主要包括以下几个环节:材料准备、模具设计制造、热压成型、冷却固化、脱模等。
在这些环节中,各个步骤的工艺参数和设备效率都会直接影响到最终产品的质量和成本。
1.材料准备软质仪表板表皮采用的材料多为PVC等塑料材料,其成型工艺主要包括材料的切割、热压、冷却等环节。
在材料准备环节中,需要控制材料的厚度、温度、压力等参数,以确保最终产品的质量和外观效果。
2.模具设计制造模具的设计和制造是软质仪表板表皮成型工艺中的关键环节。
优秀的模具设计能够有效提高产品的成型效率和质量,并且能够减少生产中的浪费。
模具的设计和制造需要充分考虑产品的结构特点、成型工艺和生产效率,以确保产品的成型质量和生产效率。
3.热压成型热压成型是软质仪表板表皮成型工艺中的核心环节。
在热压成型环节中,需要控制热压温度、压力、时间等参数,以确保产品的成型质量和外观效果。
热压成型的工艺参数和设备性能也会直接影响到产品的生产效率和成本。
二、软质仪表板表皮成型工艺的问题与挑战1.质量问题目前,软质仪表板表皮成型工艺存在着质量不稳定、外观效果差等问题。
在热压成型和冷却固化环节中,经常出现产品表面不平整、颜色不均匀等问题,严重影响了产品的质量和外观效果。
2.生产效率低软质仪表板表皮成型工艺中,热压成型、冷却固化、脱模等环节的生产效率相对较低。
特别是在高产量的情况下,容易出现生产效率低、能耗高等问题,导致生产成本增加。
3.材料浪费严重软质仪表板表皮成型工艺中,由于产品质量不稳定、生产效率低等问题,容易导致生产浪费。