装配关键工序明细表整理资料
- 格式:doc
- 大小:163.80 KB
- 文档页数:16

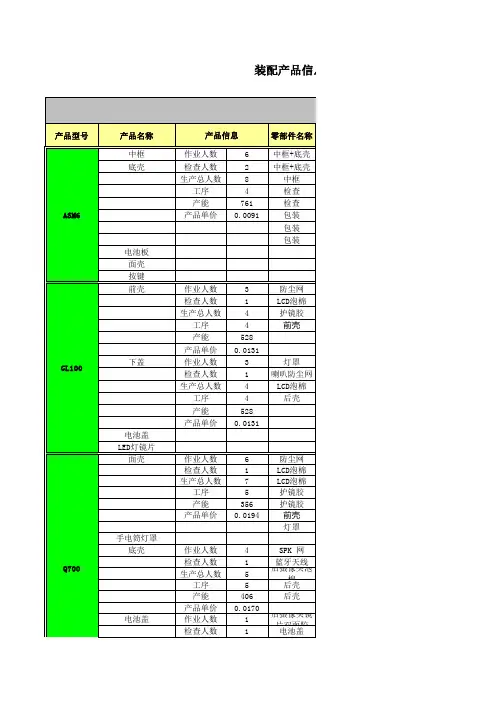
装配图明细表重量序数图号(国标) 名称材料备注号量单件总计GQ-30/32-01 1 HT250 箱体 1GB70-85 4 内六角圆柱头螺钉M6×18 234 GQ-30/32-02 1 ZG270-500 支承套5 GB893.1 1 O型胶圈橡胶Φ61×3.556 GQ-30/32-03 1 ZL102 透盖7 GB9877.1-88 1 骨架油封Φ25×Φ12×10 8 GB893.1-86 1 弹性挡圈259 GQ-30/32-04 1 ZL102 压花螺帽10 GQ-30/32-05 1 GB3880-83 标牌板LF2-Y-1.011 GB827-86 2 标牌铆钉Φ2×4 12 GB91-86 1 开口销3×30 13 GB6178-86 1 M16 六角开槽螺母14 GB1972-80 8 碟形弹簧Φ40×Φ20.4×2.2 15 GQ-30/32-06 2 垫圈钢管25-30×616 GB70-85 4 内六角螺钉M6×12 17 GB278-89 1 轴承30418 GQ-30/32-07 1 垫圈钢管25-30×619 GB893.1-86 1 孔用弹性挡圈5220 GB1972-80 10 碟形弹簧Φ40×Φ20.4×1.5 21 GB65-85 2 外六角螺钉M6×16 22 GB93-87 2 弹簧垫圈623 GQ-30/32-08 1 45 输出轴24 GB879-86 1 弹性销3×16 25 GB893.1 2 O型胶圈橡胶Φ11.8×Φ1.8 26 GQ-30/32-09 1 HT250 支承套粉末冶金 27 GB893.1 1 O型胶圈橡胶Φ25×Φ3.55GQ30/32-00 装配图GQ30/32产品号数量重量比例标记处数文件号签字日期1 1:2设计工艺审查材料制图标准审查共5张第 1 张校对批准焦作市开泰电力设备制造有限责任公司审定日期重量序数图号(国标) 名称材料备注号量单件总计GB97.1-86 1 垫Φ24×Φ12×2 28GQ-30/32-10 1 ZG45 曲拐 29GB879-86 1 弹性销3×20 30#31 GQ-30/32-11 1 45 蜗杆32 GB893.1-86 2 孔用弹性挡圈5533 GB894.1 1 轴用弹性挡圈3034 GB/T307.3 1 轴承6006#35 GQ-30/32-12 1 45 齿轮36 1 平键电机自带#37 GQ-30/32-13 1 45 齿轮38 GB5782 4 外六角螺栓M10×30 39 GB93-87 4 弹簧垫圈1040 1 电机41 GQ-30/32-14 1 HT250 支承座42 GB70-85 4 内六角螺钉M10×25 43 GB3452.1 1 O型胶圈Φ95×Φ3.55 44 GB9877.1-88 1 骨架油封Φ75×Φ55×12 45 GB301-84 1 推力球轴承8111#46 GQ-30/32-15 1 45 过渡节47 GQ-30/32-16 1 HT250 支承法兰48 GB70-85 4 内六角螺钉M10×25 49 GB/T307.3 1 轴承6210 50 GQ-30/32-17 1 距离套钢管25-68×7#51 GQ-30/32-18 1 45 蜗轮轴52 GB1096 1 平键5×10#53 GQ-30/32-19 1 45 锥齿轮轮芯:HT250 54 GQ-30/32-20 1 蜗轮轮缘:锌基合金GQ30/32-00装配图GQ30/32产品号数量重量比例标记处数文件号签字日期1 1:2设计工艺审查材料制图标准审查共5张第 2 张校对批准焦作市开泰电力设备制造有限责任公司审定日期重量序数图号(国标) 名称材料备注号量单件总计#GQ-30/32-21 2 45 传力销 55GQ-30/32-22 1 ZG270-500 离合器体 56GB70-85 2 内六角螺钉M4×10 5758 GQ-30/32-23 2 45 滑键59 GQ-30/32-24 1 框架组件GB893.1 1 轴用弹性挡圈Φ10# GQ-30/32-24-01 1 45 滚套GB119 1 圆柱销Φ2.5×22GQ-30/32-24-02 2 Q235 垫圈GQ-30/32-24-03 1 扭簧碳素弹簧钢丝GQ-30/32-24-04 1 GB1175-1997 直立杆锌基合金GB119 1 圆柱销Φ2.5×18# GQ-30/32-24-05 1 45 支承轴GQ-30/32-24-06 1 ZG270-500 框架GB91 1 开口销Φ2×12GB882 1 销轴Φ5×28GQ-30/32-24-07 1 Q235-A 大挂销60 GB3452.1 1 O型胶圈Φ145×3.55 61 GB5782 6 外六角螺栓M8×20 62 GB93-87 6 弹簧垫圈Φ863 GQ-30/32-25 1 HT250 透盖64 GB3452.1 2 O型胶圈Φ95×2.65 65 GQ-30/32-26 1 ZG270-500 传力套66 GQ-30/32-27 1 手轮组件GQ-30/32-27-01 6 Q235-A 手柄GQ-30/32-27-02 1 ZG270-500 手轮体GQ-30/32-27-03 1 Q235-A 加强圈GQ30/32-00 装配图GQ30/32产品号数量重量比例标记处数文件号签字日期 1 1:2 材料设计工艺审查制图标准审查共5张第 3 张校对批准焦作市开泰电力设备制造有限责任公司审定日期重量序数图号(国标) 名称材料备注号量单件总计GB65-85 4 圆柱头螺钉M6×14 67GB93-87 4 弹簧垫圈垫6 68GB/T307.3 1 轴承1000910 6970 GQ30/32-28 1 Q235-A 调整垫71 GB894.1 1 55 轴用弹性挡圈3.5-h11-GB342-82 72 GQ-30/32-29 1 弹簧碳素弹簧钢丝 C-GB357-89 73 GQ-30/32-30 2 挡圈钢管25-73×1174 GB9877.1-88 1 骨架油封Φ68×Φ50×8 75 GQ-30/32-31 1 压盖76 GB1096 1 平键6×18 77 GQ-30/32-32 1 ZG270-500 凸轮1.6-h11-GB342-82 78 GQ-30/32-33 1 弹簧碳素弹簧钢丝 C-GB357-89 79 GB117 1 锥销4×35 80 GB3452.1 2 O型胶圈Φ12.5×Φ1.8 #81 GQ-30/32-34 1 45 手柄体82 GB879 1 弹性销Φ4×10 83 GQ-30/32-35 1 Q235-A 手柄84 GB1096 1 平键4×4×19#85 GQ-30/32-36 1 45 小锥齿轮86 GQ-30/32-37 1 小调整垫粉末冶金 87 GB897 1 销3×22 88 GQ-30/32-38 1 Q235-A 定位套89 GB3452.1 2 O型胶圈Φ14×1.8#90 GQ-30/32-39 1 45 行程轴91 GQ-30/32-40 1 HT250 行程支承套0.8-h11-GB342-82 92 GQ-30/32-41 1 弹簧碳素弹簧钢丝 C-GB357-89 93 GB119 1 圆柱销Φ3×20GQ30/32-00装配图GQ30/32产品号数量重量比例标记处数文件号签字日期1 1:2设计工艺审查材料制图标准审查共5张第 4 张校对批准焦作市开泰电力设备制造有限责任公司审定日期重量序数图号(国标) 名称材料备注号量单件总计齿轮计数器自带 94GB3452.1 1 O型胶圈Φ40×2.65 95GB65-85 3 沉头螺钉M5×20 96Q617B六角头螺塞 97 1 整套带组合垫圈Φ18 《ZBT32001.1-87》M18×1.51.4-h11-GB342-82 98 GQ-30/32-42 1 拉簧碳素弹簧钢丝 C-GB357-89 99 GQ-30/32-43 1 Q235-A 小挂销GQ30/32-00装配图GQ30/32产品号数量重量比例标记处数文件号签字日期1 1:2设计工艺审查材料制图标准审查共5张第 5 张校对批准焦作市开泰电力设备制造有限责任公司审定日期。


例:有一个家电用品仓库,共有14个货区,分别储存7种家电。
仓库有一个出入口,进出仓库的货物都要经过该口。
假设该仓库每种物品的每周存取次数如表所示,应如何布置不同物品的货区,使搬运距离最小?每周存取次数表4、生产线平衡步骤(1)用一个流程图表示作业先后关系(2)求出生产节拍 r = 计划期有效工作时间/计划期间计划产量 = fe/n (3)计算满足节拍要求的最少工作地数s = 完成单件产品所需的总时间/节拍 = ∑ti/r (4)将作业分配到各工作地(启发式分配规则)①从工作地1开始,从左向右给工作地分配作业。
②该工作地单件时间不超过工作地的剩余时间剩余时间 = 节拍—该工作地已分配作业单件时间之和③若干作业满足条件2a.分配后续作业数最多的作业b.分配加工时间最长的作业例1、一玩具要在一个传送带上组装,每天需生产500辆。
每天的生产时间为420分钟,下表中列出了玩具的组装步骤及其时间。
请(1)画出组装作业先后顺序图;(2)该组装线的节拍是多大;(3)求工作地最小数目。
玩具的组装步骤及其时间作业时间(秒) 紧前作业a 45 -b 11 ac 9 bd 50 -e 15 df 12 cg 12 ch 12 ei 12 e j 8 g,f,h,i k 6 j解:(1)画出流程图,表示作业先后关系a bgd e j ki(2)计算节拍节拍=每天的工作时间/每天的产量=420*60/500=50.4(秒/辆)(3)最小工作数目= 完成单件作业所需的总时间/节拍 =192/50.4=3.81 最小工作地数目4个工作作地业1 a 45 5.42 d 50 0.43 b 11 39.4 c.e c .e ee 15 24.4 c.h. i c c 9 15.4 f.g.h.i f.g.h .i f.g.h.if 12 3.44 g 12 38.4 h .i h .i h.ih 12 26.4 ii 12 14.4 j j 8 6.4 k k 6 0.4 作业剩余时间可安排的紧后作业无无无无后续作业最多的作业时间最长的作业时间例2. 一装配线计划每小时装配200件产品,每小时用于生产的时间是50分钟。
精装工程施工工序表格(一)前期准备工作1. 土地测量:确定地基的大小和形状。
2. 地基处理:根据土地测量结果进行填土或挖土处理。
3. 地基浇筑:在处理完地基后进行混凝土的浇筑。
4. 地基围护:在混凝土浇筑后进行地基的围护,以防止地基受到外部破坏。
5. 砌体结构:进行房屋的砌体结构施工,包括外墙、内墙、柱梁等。
(二)主体工程施工1. 钢筋加工和安装:对建筑所需的钢筋进行加工和安装。
2. 混凝土浇筑:将混凝土浇筑到钢筋结构中,形成楼板、墙体等部分。
3. 雨棚搭设:在混凝土浇筑后进行雨棚的搭设,以确保施工人员和设备的安全。
4. 屋面施工:进行屋面的施工,包括屋面防水、保温、抹灰等。
5. 外墙施工:进行外墙的保温、涂料、装饰石材等施工。
6. 内墙施工:进行内墙的刮灰、涂料、装饰石材等施工。
7. 门窗安装:进行门窗的安装,包括门窗框架、玻璃等。
(三)装饰装修工程施工1. 油漆工程:进行墙面、天花板、地面的油漆施工。
2. 壁纸铺贴:进行壁纸的铺贴施工。
3. 吊顶施工:进行吊顶的安装与装饰。
4. 地板施工:进行地板的安装与装饰。
5. 卫浴设备安装:进行卫浴设备的安装,包括水槽、浴缸、马桶等。
6. 电气管道施工:进行电气管道的敷设,包括明线、暗管等。
7. 空调设备安装:进行空调设备的安装与调试。
(四)设备安装调试1. 电器设备安装:进行照明、插座等电器设备的安装。
2. 水暖设备安装:进行水槽、马桶、浴缸等水暖设备的安装。
3. 空调设备调试:进行空调设备的调试,确保空调设备正常运行。
4. 家居设备调试:进行家具、厨具等家居设备的调试,确保家居设备正常使用。
(五)收尾工程1. 清理工地:进行工地的清理,包括材料、垃圾等的清理。
2. 室内环境检测:进行室内环境的检测,确保室内环境符合相关标准。
3. 安全检测:进行安全检测,确保施工过程中的安全问题得到解决。
4. 竣工验收:进行竣工验收,确保施工工程符合相关规定。
以上是精装工程施工的工序表,每一个工序都需要严格按照要求来进行,确保建筑质量和施工安全。

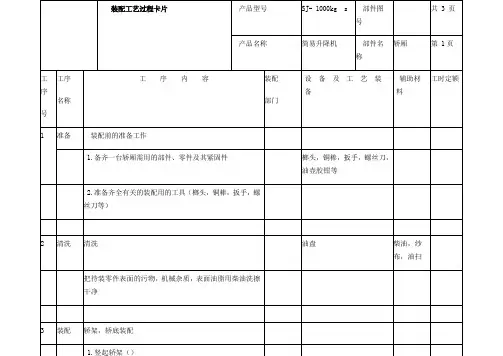
总装一车间零件名称前悬架合件零件图号第 1 页工序内容分装前悬架、后悬架工序号工序简图本工序主要设备或工装3T行车、分装台、风扳机、套筒(F24)安全要点注意桥、钢板落地砸伤人工作内容及要求一、前悬架分装1、检查前钢板弹簧卷耳是否有质量缺陷;2、从U型螺栓存放架上取前钢板弹簧前后端U型螺栓○A、○A1左右各两件放在U型螺栓支架内,依次放上前钢板弹簧盖板○B、前钢板弹簧限位块○C;(注:U型螺栓螺纹部分在分装前须浸少许机油)3、用行车将前钢板弹簧总成○D(前钢板弹簧斜垫板○E、前钢板弹簧销衬套)吊至分装台的板簧支架上(钢板弹簧的卷耳放在分装台的V型块上);4、用行车将前轴总成○F吊至分装台的前钢板弹簧○G上(钢板板簧中心螺栓要与前轴定位孔要对准并贴合),装上减振器下支架总成(钢板弹簧自带的不装),戴好六角特厚螺母○H (螺母至少拧3-5扣);5、移动风扳机,套上套筒,对准螺母,按操作规程操作设备,拧紧螺母(注意:对角渐次拧紧U型螺栓螺母,第一螺栓必须拧两遍);6、操作完毕,将风扳机移至另一边按上述操作拧紧另一端螺母;(注意:U型螺栓螺纹至少外露2-3扣)7、用扭力扳手扳U型螺栓公斤力矩;8、按三检制检查、标记,并做好记录控制项目检具1、装配时钢板弹簧卡箍锁紧螺母○M朝外;2、前桥U型螺栓拧紧力矩:M16为:165~220 N.m;M18为:200~250 N.m;M20为:320~400 N.m。
钢卷尺游标卡尺扭力扳手编制校对审核批准会签零件名称后悬架合件零件图号第 2 页工序内容分装前悬架、后悬架工序号工序简图本工序主要设备或工装3T行车、分装台、风扳机、套筒(S24)安全要点注意桥、钢板落地砸伤人工作内容及要求二、后悬架分装1.从U型螺栓存放架上取U型螺栓○A四件放在分装台左右U型螺栓支架内,左右放好后钢板弹簧盖板○B(注:U型螺栓螺纹部分在分装前须浸少许机油);2.操纵行车将副钢板弹簧总成○C吊至分装台的板簧支架上,加上副钢板弹簧总成垫板○D后,再将后钢板弹簧总成○E(后钢板弹簧斜垫块○F、后钢板弹簧定位销套○G及后钢板弹簧销衬套)吊于副钢板弹簧总成上(钢板弹簧的卷耳放在分装台的V型块上);3.操纵行车将后桥、轮毂及刹车总成○H吊至分装台的U型螺栓支承面上,使车桥定位销套孔对准板簧中心螺栓定位销套并贴合;4.盖上U型螺栓底板○K,带上六角特厚螺母○L(螺母至少拧3-5扣);5.移动风扳机,套筒对准螺母,按操作规程操作设备;(注意:对角渐次拧紧U型螺栓螺母,第一螺栓必须拧两遍)6.操作完毕,将风扳机移至另一端按上述操作拧紧另一端螺母;(注意:U型螺栓螺纹至少外露2-3扣)7.扳U型螺栓公斤力矩;8、按三检制检查、标记,并做好记录。



关键工序清单范本1. 焊接这关键工序啊,就像月老牵红线,要是没牵好,那整个结构就像散架的乐高,一碰就倒。
2. 涂装这活儿,关键工序如同给脸蛋上妆,要是化得不好,就像小丑涂了颜料,丑得没法看。
3. 调试设备这个关键工序,好似驯兽师调教野兽,弄不好这设备就像疯牛一样乱冲乱撞。
4. 安装螺丝可是关键工序,那螺丝就像小蚂蚁的腿,少了或者松了,整个东西就像瘸腿的马。
5. 裁剪布料这关键工序,仿佛是理发师给大地理发,剪错了那衣服就像狗啃的草地一样难看。
6. 烘焙中的发酵关键工序,就像魔法药水在锅里冒泡,发不好就像瘪了气的气球,蛋糕也没法蓬松。
7. 印刷的调色关键工序,如同画家调配彩虹颜料,调错了印出来的东西就像被涂鸦的墙。
8. 装配零件这个关键工序,好比厨师搭配食材,配错了就像黑暗料理,机器都没法好好运转。
9. 软件编程里的算法优化关键工序,就像给火箭调整飞行轨道,错了程序就像无头苍蝇乱撞。
10. 砌墙的关键工序就像搭积木,要是有一块歪了,那整面墙就像喝醉了的大汉东倒西歪。
11. 珠宝镶嵌这个关键工序,好似给公主戴皇冠,镶不好就像皇冠上掉了宝石,黯然失色。
12. 汽车组装中的发动机安装关键工序,就像给猎豹装心脏,装不好这汽车就像病猫跑不动。
13. 造纸过程中的制浆关键工序,仿佛是把树木变成棉花糖的魔法,搞砸了纸就像破布一样粗糙。
14. 3D打印的分层关键工序,就像厨师切千层饼,切不好打印出来的东西就像歪歪扭扭的蛋糕。
15. 刺绣的针法关键工序,如同蜜蜂采蜜时的路线,错了刺绣就像乱爬的毛毛虫。
16. 皮鞋制作的缝线关键工序,好似给伤口缝合的医生,缝不好这皮鞋就像咧着嘴的怪兽。
17. 建筑打地基的关键工序,就像给巨人建脚,建不好大楼就像无根的浮萍摇摇欲坠。
18. 小提琴制作的琴身打磨关键工序,仿佛是给灰姑娘打磨水晶鞋,磨不好这小提琴就像破铜烂铁。
各生产工序工艺关键过程和质量控制点检查明细表序号关键过程质量控制点/检查内容检查频次检查人员被检查单位1 炼钢吹炼过程①终点成分是否符合规定;②转炉装入量、废钢比;③转炉渣量的控制。
2次/月质量管理部、技术中心相关人员炼钢厂2 脱氧合金化①合金的加入量、氩后成分;②出钢温度。
3 LF精炼①Si-Ca线喂入量;②软吹时间;③精炼后成分。
4 连铸过程①浇钢温度、过热度控制、中包温度;②拉速(温度与拉速控制表);③结晶器水流量、二冷比水量;5 高线加热过程①均热段温度;②开轧温度;③钢坯入炉记录。
炼钢厂(高线)6 轧制过程①轧制程序表;②料形尺寸;③终轧温度;④成品尺寸。
7 控制冷却过程①冷却水水压、流量;②精轧机入口温度;③减定径入口温度;④吐丝温度;⑤风冷线、入口段辊道速度;⑥风冷线出口段辊道速度;⑦盘条表面抽查。
8 H型钢加热过程①均热段温度;②开轧温度。
2次/月质量管理部、 技术中心 相关人员第二轧钢厂9 轧制过程 ①轧制程序表;②万能轧机开轧温度、终轧温度; ③成品尺寸(红检工)。
10 热锯控制 ①头尾锯切长度; ②取样控制。
11 冷却控制 ①下冷床温度 12 定尺锯切 ①锯切表面 13 表面检查 ①表面质量检查 14 配煤过程 ①入炉煤细度; 机焦厂15炼焦加热 过程 ①炉头温度; ②看火孔压力; ③蓄顶吸力; ④焦炉横排温度。
17 炼焦调火 过程 ①直行温度; ②K 安、K 均。
18 粗苯洗苯 过程 ①塔后煤气含苯; 19 脱苯过程 ①贫油含苯;②塔顶温度、塔底温度; ③二段贫油冷却温度。
20 焦油脱水 过程 ①脱水温度21 硫铵吸收 过程 ①母液酸度; ②包装袋重。
22 烧结过程 ①配料(准确度、料温、水分); ②三点温度。
冶炼厂23炼铁过程①上料; ②出铁; ③喷煤。
24 煅烧过程①温度;②燃烧比。
2次/月质量管理部、技术中心相关人员建材厂25 碾磨过程①料层厚度;②磨机进出口温度;③选粉机转速;④入料粒度、水分;⑤炉膛温度。