工件坐标系在数控铣床加工中的应用
- 格式:pdf
- 大小:2.26 MB
- 文档页数:2
Internal Combustion Engine & Parts
• 55 •
工件坐标系在数控铣床加工中的应用
张晓明
(兰州理工大学技术工程学院)
摘要:分析数控铣床编程中工件坐标系的建立原则,针对零件设计中尺寸精度以及定位精度的的要求,提出相应的措施,以有效
提高数控加工的质量和效率。
关键词院工件坐标系;尺寸精度;定位精度;公差;轮廓尺寸;孔距
0引言
工件坐标系是编程时使用的坐标系,又称编程坐标 系,该坐标系是人为设定的。
建立工件坐标系是数控机床 加工前的必不可少的一步。
在现代制造业中担任了越来越
重要的角色。
在应用数控机床进行机械零件的加工时,要
保证零件的加工质量,除了数控机床自身的精度,以及工
艺处理外,其实工件坐标系的灵活应用也是一个突破□, 笔者从工件坐标系的建立原则、多坐标系的建立方法及工 件坐标系的偏移方法入手,就影响数控加工质量中工件坐 标系的问题论述,以提高数控加工的精度。
1工件坐标系建立的原则工件坐标系的原点位置为工件零点。
理论上工件零点 设置是任意的,但实际上,它是编程人员根据零件特点为 了编程方便以及尺寸的直观性而设定的。
选择工件坐标系 时应注意:① 工件零点应选在零件的尺寸基准上,这样便于坐标 值的计算,并减少错误;② 工件零点尽量选在精度较高的工件表面,以提高被 加工零件的加工精度;③ 对于对称零件,工件零点设在对称中心上;④ 对于一般零件,工件零点设在工件轮廓某一角上;⑤ z 轴方向上零点一般设在工件表面。
2工件坐标系的应用2.1零件图的分析分析零件的数控铣削加工时,首先对零件图进行工 艺分析,零件图的分析目的除分析零件的设计基准、零件 的要求、零件的材料,关键是分析零件的尺寸标注、零件 的结构工艺性是否符合数控加工特点,保证零件的加工 精度,还有就是加工效率,由于零件需要大批量生产,加机构脱模,或利用侧向抽芯机构倒模,但是由于螺旋机构 整体过于复杂,因此最终确定为侧向抽芯机构倒模。
本产品选用D 型滑块组间,滑块整体14主要由滑块
15连接杯头螺纹与销定位,斜推杆16起到驱动作用,在 滑块15的带动下滑块体14通过前后运动实现抽芯过程。
合模的过程中,需要从前端斜度与推板上凸出的侧边斜度 对滑块体14进行精密定位,以此确保两个半圆对症的准 确性,同时滑块体顶部斜度凸块17与定模分型面斜度实 现凹度上的准确配合,最终在滑块抵抗注塑的过程中,锁 定塑胶对滑块的推力。
工的效率也是我们需要考虑的重要因素,根据以上要素,
加工此零件将会一次装夹,使用一把铣刀,在铣床上实现 加工,减少换刀以提高加工效率,零件的精度要求较高,—方面需要保证两个图的轮廓尺寸(70-004伊70-004方和
渍30+〇04孔)这两个尺寸精度我们通过以下步骤:①合理的
工艺;②移动公差带,将编程的尺寸改为(
69.98±0.02x 69.98±0.02和渍30.02±0.02 );③利用数控的刀具补偿。
通 过以上几个步骤将有效保证零件图的尺寸精度,但值得注意的是还有一个渍30+〇04孔的定位精度(35±0.04x 35±
0.04)的孔距如何保证?
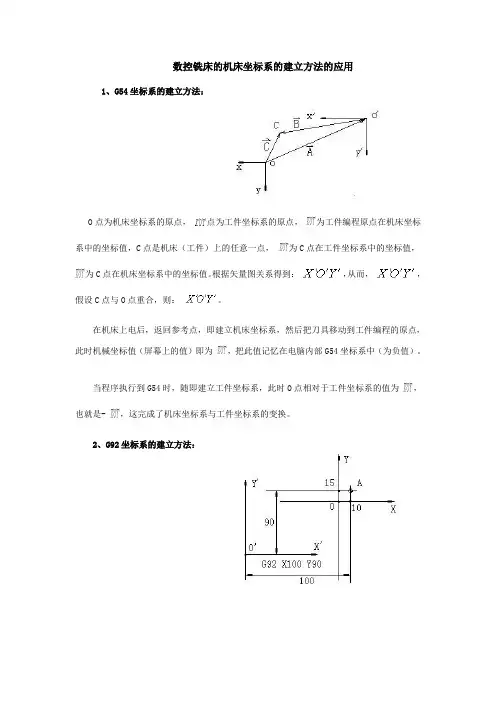
2.2多坐标系的建立如上所述,将工件坐标系建立在图1中的对称中心 处,虽然能保证工件的轮廓精度,但很难保证定位精度。
这 就需要建立两个工件坐标系,G 54:工件毛坯的左下角(如
图1 )。
G 55:工件毛坯的对称中心处(如图1 ),虽然在同一 个零件上,并且用一把刀具加工的情况下,我们根据图纸 要求建立两个工件坐标系,这样为后面的工件坐标系的偏 移做好准备,当然在同一个点也可以建立多个工件坐标 系,例如:工件原点在工件对称中心处,可以1号刀对应
G 54坐标系,2号刀对应G 55坐标系,3号刀对应G 56坐 标系等。
虽然也可以在一个工件坐标系下利用机床提供的 刀具长度补偿来实现不同的刀具,但在FANUC 系统的数 控铣床上,如果运用刀具长度补偿让正在加工的程序在某 程序段停下来,要想重新从停下来的程序段开始运行的是 不可行的,程序必须从刀具长度补偿段程序处开始重新加 工,这就造成了不必要的空走刀,而不同的刀具对应不同
的工件坐标系,由于机床有默认的功能,程序就可以从停 下来的程序段直接开始启动加工。
3结语
总之,本次产品设计利用新型模架制模法,在日用产 品设计及制造过程中,这种以“铁立方超级模架”作为础平 台的日用塑胶件模具设计方式可以有效降低成本及交模
时间,可以为企业创造非常大的经济利润,有效提升产生 效益,可见这种方式是一种值得推广应用的制模技术和制 模方法。
参考文献:[1]陈鸿南.智能产品中塑胶类似金属拉丝的工艺设计方法J 1.
中国公共安全,2013(20): 72-74.
• 56 •内燃机与配件CAD/CAE技术在机械设计与模具设计中的应用
赵亚飞
(贵阳万江航空机电有限公司,贵州550018 )
摘要:产品制造行业的快速发展,产品呈现出多元化与功能化的特点,为了更好地适应市场竞争,产品研发生产工作的要求相应 被提升。
利用CAD/CAE技术进行研发,产品研发的周期能够有效地缩短,产品与工艺也能够实现最优配置,企业成本能够得到有效控制。
关键词:CAD/CAE技术;机械模具设计;应用
0引言
模具加工与设计如果采用传统的方法,对工作人员的技能要求较高,相关数据缺乏无法为工作开展提供支撑。
模具投入生产后才能对产品合理性进行分析论证,开发的成本高,而资源容易被浪费。
鉴于多方面的需要,CAD/ CAE技术被引入产品设计工作中。
1CAD/CAE技术
CAD是利用计算机技术对实物进行模拟设计,展现产品结构、质感、色彩、外形。
技术发展拓展了其应用范围,除过工业外,印刷行业也有广泛应用,最早CAD应于汽车制造,电子工业,航空航天等领域。
现代CAD功能包括了设计修改,版本控制,标准组件自动产生,组件重用,装配
2.3工件坐标系的偏移
利用两个坐标系,G54为渍30+〇04孔的坐标系,G55为70-0M x70-0M方的坐标系,这样通过偏移工件坐标系G54的方法就可以实现渍30+_孔定位距离(35 ±0.04伊35 ±0.04)的精度,例如:图中零件机床粗加工时轮廓尺寸(69.98±0.02x69.98±0.02 方和渍30.02±0.02 孔)单边留余件,设计模拟,工程文档输出。
CAE是一种分析求解的方
法,辅助求解的对象包括了刚度,动力响应,弹塑等方面。
CAD/CAE常用的软件包括了 Pro/Engineer,软件的特
点体现在参数化设计,在产品制造与模具设计领域应用的
非常广泛,3D建模功能强大,工作人员可以在该平台完成
设计工作。
除此之外对于模型修改也提供了有力的支持,
能够对部件进行自动修模,自带有标准件库。
UG软件,该
软件是三维造型软件,与前者相比,该软件的参数化设计
相对较弱,但是操作非常简单,在PC上应用增长非常的
迅速,是模具行业三维设计的主流应用之一。
Moldflow是
一款仿真软件,在模具设计过程中应用也比较的广泛,能
够为工作人员对零件优化与注塑成型等提供一定帮助,并
量0.3mm,粗加工完的尺寸为(70.78伊70.78方和准29.22)
这样轮廓尺寸误差为0.2,单边为0.1,这个误差通过机床
的刀具补偿就实现图中要求的尺寸精度,但孔距(35±
0.04伊35±0.04 )粗加工后的测量尺寸为(35.21伊34.86 )X轴
误差为0.21,Y轴误差为0.25,这个误差较大,如果不进
行坐标系偏移的话很难实现图中要求精度,下面以笔者
—直使用的FANUC-oi系统为例。
具体为:对刀的G54原
值为X-432.86,Y-231.28,Z-518.14,由于要实现孔距的
定位精度,在将G54的值改为X-432.86-0.21,Y-231.28+
0.14后启动机床进行精加工,这样保证了孔距的精度,当
然如果孔的深度如果有精度要求的话,也可以便宜Z坐
标来保证。
3结束语
在数控机床编程和加工的过程中,合理安排加工工
艺,灵活应用工件坐标系,既能实训零件的高精度,又大大
提高了加工效率,减少由于对刀等因素造成的零件定位精
度的偏差。
参考文献:
[1] 华茂发.数控加工工艺[M].北京:机械工业出版社,2000.
[2]霍苏萍.数控铣床编程中的工艺分析[J].机械研究与应用,2005.
[3]张超英.罗学科.数控机床加工与编程实训[M].北京:高等教 育出版社,2002.
[4]翟瑞波.数控铣床/加工中心编程与操作实例[M].北京机械 工业出版社,2012.
[5]李荣兵.数控铣床/加工中心操作工技能鉴定培训教程[M].
北京化学工业出版社,009.。