自动送料小车的控制
- 格式:ppt
- 大小:1.62 MB
- 文档页数:21
基于PLC的自动送料小车的控制系统设计自动送料小车是一种常见的物流设备,可以用于在仓库中实现自动化的物料搬运和送料任务。
该系统的核心是PLC(可编程逻辑控制器),通过编程控制小车的运动和各种操作。
设计一个基于PLC的自动送料小车控制系统时,需要考虑以下几个方面:1.系统结构设计:首先,需要设计系统的硬件结构,包括小车的运动系统、送料装置、传感器和PLC控制器等。
根据实际需求,选择适当的电机和传动装置,确保小车能够平稳、高效地运动。
同时,安装传感器来检测货物位置、安全障碍等信息,并将其与PLC连接起来,实现数据的传输和交互。
2.控制逻辑设计:在PLC控制器中,需要编写程序实现小车的控制逻辑。
根据实际应用场景,编写适当的算法,控制小车的启动、停止、加速、减速以及转弯等动作。
同时,根据传感器的反馈信息,判断货物的位置,确保小车能准确地将货物送到目的地。
此外,还可以添加一些安全措施,如碰撞检测、急停装置等,保障人员和设备的安全。
3.用户界面设计:为了便于操作和监控,可以设计一个人机界面(HMI),通过触摸屏或键盘等设备,与PLC进行交互。
在界面上,显示小车的状态、当前任务、货物数量等信息,同时还可以设置一些操作按钮,如启动、停止、重置等,方便用户进行操作。
4.网络通信设计:为了进一步提高系统的自动化程度,可以将PLC与上位机或其他设备进行网络通信。
通过网络通信,可以实现远程监控、数据传输、故障诊断等功能,提高系统的可靠性和效率。
最后,为了保证系统的可靠性和稳定性,需要进行充分的测试和调试。
对小车的运动、控制逻辑、传感器等进行全面测试,并进行相应的优化和调整,直到系统能够正常工作。
总之,基于PLC的自动送料小车控制系统设计,需要考虑系统结构、控制逻辑、用户界面和网络通信等方面,确保系统能够稳定、高效地运行,提高物流作业的自动化水平。
plc运料小车控制设计PLC(可编程逻辑控制器)是一种数字电子设备,用于控制自动化机器和过程。
运料小车是指一种用于运送物料的小型车辆,通常用于工业生产线上。
PLC运料小车控制设计是指将PLC技术应用于运料小车的控制系统,以实现对小车运动状态和位置的实时监控和控制。
PLC运料小车控制设计的主要步骤包括:1. 采集运料小车的位置和状态信息。
运料小车的位置和状态信息可以通过编码器、传感器和开关等设备进行采集和传输。
2. 进行位置和状态信息处理。
采集到的位置和状态信息需要进行处理和分析,以便于控制系统进行下一步动作的判断和决策。
4. 设计安全控制系统。
为了确保运料小车运行的安全性,需要设计相应的安全控制系统,并加入紧急停车装置、限位开关等保障措施。
5. 进行可靠性测试。
在完成PLC运料小车控制设计后,需要进行系统的可靠性测试,以确保系统能够稳定运行。
1. 自动化控制。
PLC技术的应用可以实现对小车的自动化控制和管理,减少人工干预的工作量,提高生产效率和质量。
2. 精确控制。
PLC控制系统具有高精度、高可靠性和高稳定性,可以实现对小车运动状态的精确监测和控制,确保生产过程的质量和安全性。
3. 用户友好性。
PLC控制系统的编程语言简单易懂,用户可以快速上手进行相关操作和编程,提高工作效率和效益。
4. 适用范围广泛。
PLC技术可以应用于不同的产业领域,满足各种生产过程的控制要求,如汽车、化工、制造业、纺织等。
1. 选用合适的PLC品牌和型号。
PLC的品牌和型号对系统的性能和稳定性有较大的影响,因此应选择性能稳定可靠的品牌和型号。
2. 确定系统所需要的传感器和开关数量和位置。
不同的系统需要不同数量和位置的传感器和开关,应根据实际情况设计。
3. 确定控制系统的工作模式和控制规则。
根据生产过程的实际需求,确定系统的工作模式和控制规则,以实现运料小车的自动化控制。
4. 配置与调试PLC控制系统。
配置PLC控制器和各种传感器并进行系统调试,确保系统的稳定性和可靠性。
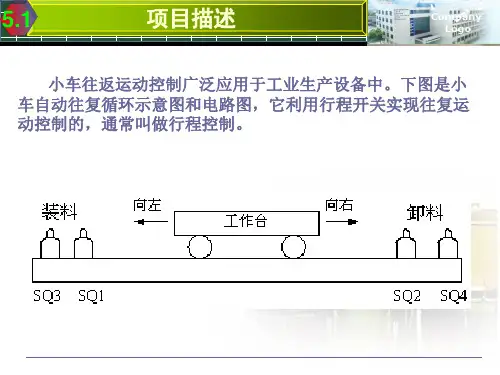
PLC 控制技术课程设计1 设计任务与要求 (1)1.1 课程设计任务 (1)1.2 课程设计要求 (1)2 设计方案 (3)2.1 运料小车的运动分析 (3)2.2 设备控制要求 (4)2.3 整体方案论证 (4)2.4 系统资源分配 (5)2.4.1 I\ O 地址分配 (5)2.4.2 数字量输入部份 (5)2.4.3 数字量输出部份 (6)3 硬件电路设计 (7)4 软件设计 (9)4.1.1 梯形图 (9)4.1.2 指令表 (12)5 调试过程 (15)5.1 呼叫按钮 (15)5.2 行程开关 (15)5.3 比较 (15)5.4 向左运动 (15)5.5 向右运动 (15)5.6 调试操作 (16)6 结论 (18)参考文献 (19)PLC 控制技术课程设计任务描述某自动生产线上运料小车的运动如图所示,运料小车由一台三相异步电动机拖动电动机正转,小车右行,机电反转,小车左行。
在生产线上有5 个编码为1~5 的站点供小车停靠,在每一个停靠站安装一个行程开关以监测小车是否到达该站点。
对小车的控制除了启动按钮和住手按钮之外,还设有 5 个呼叫开关(SB1~SB5)分别与5 个停靠点相对应。
(1)按下启动按钮,系统开始工作,按下住手按钮,系统住手工作;(2)当小车当前所处停靠站的编码小于呼叫按钮SB 的编码时,小车向右运行,运行到呼叫按钮 SB 所对应的停靠站时住手;(3)当小车当前所处停靠站的编码大于呼叫按钮SB 的编码时,小车向左行,运行到呼叫按钮 SB 所对应的停靠站时住手;(4)当小车当前所处停靠站的编码等于呼叫按钮SB 的编码时,小PLC 控制技术课程设计车保持不动;(5)呼叫按钮开关 SB1~SB5 应具有互锁功能,先按下者优先。
(6)设计 PLC 硬件电器连接图。
(7)设计 PLC 控制程序(梯形图或者指令程序)。
PLC 控制技术课程设计某自动生产线上运料小车的运动如图 2-1 所示:图 2-1 运料小车示意图运料小车由一台三相异步电动机拖动,机电正转,小车向右行,电 机反转,小向左行。
送料小车运行控制系统设计一、引言小车运行控制系统是指对小车的运行进行控制和管理的系统。
它可以通过电子设备和软件控制小车的前进、后退、转弯等动作,并实现自动巡航、避障等功能。
本文将介绍设计一个小车运行控制系统的步骤和要点。
二、系统设计步骤1.确定需求:首先明确系统的需求和功能,如小车的速度、操控模式、避障能力等。
根据需求确定系统的基本架构和模块设计。
2. 硬件设计:根据需求选择合适的电子元件,如电机、传感器、控制器等。
对于电机,可以选择直流电机或步进电机,根据需要可以使用电机驱动器来控制电机的速度和方向。
对于传感器,可以选择红外线传感器、超声波传感器等来进行距离检测和避障控制。
控制器可以选择常见的单片机、Arduino等来实现控制逻辑。
3.软件设计:针对硬件设计进行相应的软件编写。
首先需要进行电机驱动程序的编写,设置电机的转速和方向。
然后编写传感器数据处理程序,检测距离和障碍物,并根据检测结果进行相应的控制命令的输出。
最后进行总体控制程序的编写,根据输入的信号进行小车的运行控制。
4.系统调试和优化:将编写好的软硬件进行调试和优化,确保系统的稳定性和可靠性。
通过测试系统在不同场景和条件下的性能和功能,对系统进行调整和优化。
三、要点设计1.电机控制:在电机的选择上,要根据系统的需求选择合适的电机类型和参数,如直流电机或步进电机。
在电机驱动程序的编写上,要实现电机的正转、反转和速度控制。
同时要考虑电机的功率和过载保护等功能。
2.传感器检测和避障:传感器的选择要根据系统的需求确定,如使用红外线传感器进行距离检测或使用超声波传感器进行障碍物检测等。
在传感器数据的处理上,要考虑信号的滤波和误差处理。
根据传感器数据的结果实现小车的避障功能。
3.控制逻辑:系统的控制逻辑是整个系统的核心。
在控制逻辑的设计上,需要考虑小车的运动模式和动作命令的执行顺序。
同时要考虑到系统的实时性和稳定性。
4.嵌入式系统设计:小车运行控制系统是一个典型的嵌入式系统,因此需要对系统进行嵌入式软件和硬件的设计和开发。
摘要PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时日常维护也变得容易起来,更重要的是使同一设备经过改变程序而改变生产过程成为可能。
本次课程设计为基于PLC的自动仓库运料小车控制系统的设计。
系统构成有10个仓库,每个仓库有一个呼叫指示灯,运料小车停在任意位置。
当呼叫指示灯亮时允许呼叫,当呼叫指示灯灭时呼叫无效。
当呼叫仓库小于小车位置,小车后退,当呼叫仓库大于小车位置,小车前行。
运料小车在被呼叫仓库位置时,要停留30分钟后允许呼叫。
本次课程设计中通过各仓库行程开关的通断情况判断小车当前位置,以便了解呼叫位置和小车当前位置的相对情况,从而控制电动机的正转、反转和停止,达到了对运料小车自动控制的设计要求。
关键词:行程开关;PLC;指示灯目录第1章绪论 (1)第2章课程设计的方案 (2)2.1概述 (2)2.2系统组成总体结构 (2)第3章硬件设计 (4)3.1模块选择 (4)3.2模块连接 (5)3.3行程开关的选择 (5)3.4系统功能及I/O分配表 (6)3.5PLC外部接线 (6)3.6电动机正反转控制设计及其选型 (7)第4章软件设计 (9)4.1程序设计流程图 (9)4.2梯形图程序设计 (10)第5章系统测试与分析/实验数据及分析 (15)第6章课程设计总结 (16)参考文献 (17)第1章绪论早期运料小车电气控制系统多为“继电器—接触器”组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺陷,几乎无数据处理和通信功能,必须有专人负责操作。
后期系统通常把PLC控制技术与变频器调速相结合,利用PLC 控制变频器,再通过变频器优良的调速性能,可实现运料小车的自动化控制。
在工业快速发展,科技日新月异的今天,运料小车应该逐渐向智能化发展。
运料小车在现代化的工厂中普遍存在。
传统的工厂依靠人力推车运料,这样浪费了大量的人力物力,降低了生产效率,不满足社会发展趋势。
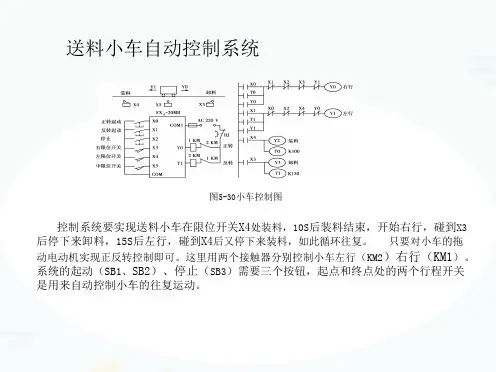
PLC控制送料小车的设计一.自动送料小车概述自动送料小车系统是用于物料输送的流水线设备,主要是用于煤粉、细砂等材料的运输。
自动送料小车系统一般是由给料器、传送带、小车等单体设备组合来完成特定的过程。
送料小车控制系统采用了PLC控制。
此送料小车电气控制系统设计具有手动和自动两种工作方式。
在程序设计上采用了模块化的设计方法。
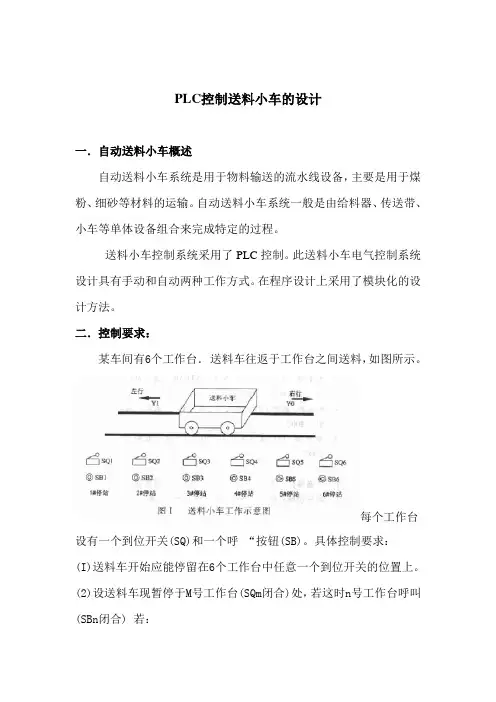
二.控制要求:某车间有6个工作台.送料车往返于工作台之间送料,如图所示。
每个工作台设有一个到位开关(SQ)和一个呼“按钮(SB)。
具体控制要求:(I)送料车开始应能停留在6个工作台中任意一个到位开关的位置上。
(2)设送料车现暂停于M号工作台(SQm闭合)处,若这时n号工作台呼叫(SBn闭合) 若:①m>n,送料车左行,直至SQn动作,到位停车,即送料车停车位置SQ 的编号大于呼叫按钮SB的编号时,送料车往左运行至呼叫位置后停止;②m<n,送料车右行.直至SQn动作,到位停车,即进料车所停位置SQ 的编号小于呼叫按钮SB前编号时,送料车往右运行至呼叫位置后停止;④ m=n,送料车原位不动,即送料车所停位置SQ的编号与呼叫按钮SB 的编号相同时,送科车不动。
三.PLC选型根据控制要求,系统的输入量有:启、停按钮信号,1号位-6 号位的限位开关SQl—SQ6信号,1号位-6号位的呼叫开关SB1~SB6信号:系统的输出信号有:前进、后退控制电机接触器驱动信号,电机运行的声光信号。
共需实际输人点数l7个,输出点数4个,本文选用日本三菱公司的FXON-40MR产品,其输入点数为24,输出点数为I6点。
小车行驶控制系统PLC的I/O资源配置表如表l所示:系统I/O资源配置表(2)外围设备在外围设备方面,采用RS232通信或RS485通信方式,与上位机连接,外部输入设备有光电开关,接近开关,按钮等。
外部输出设备有接触器,电磁阀,指示灯等。
输入/输出点分配如图1所示。
三菱图1 PLC输入/输出点分配图四.控制程序设计本程序设计的关键是处理好呼叫按钮和到位开关的位置关系,为此我们采用了将每个位置的行程开关与每个位置的按钮记录到数据寄存器中去,如将送料小车当前位置送到数据寄存器DO中,将呼叫工作台号送数据寄存器Dl中,然后通过比较DO与Dl中的数据,决定送料小车运行方向和达到的目标位置。
自动往返运料小车控制系统设计集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#河南机电高等专科学校毕业设计(论文)自动往返运料小车控制系统设计系部:自动控制系专业: 电气自动化班级: 自 124**: ***学号:****: ***二零一五年五月摘要运料小车在煤矿、仓库、港口车站、矿井等行业中被广泛应用,而其控制系统就是一种典型的PLC系统。
传统的运料小车大多是继电器控制,而继电器控制有着接线复杂、易出故障、维护维修不易等缺点。
为了降低运料小车的运行成本,实现自动化控制,应用可编程控制技术作为小车的控制系统。
本设计针对电气控制的运料小车系统,利用组态软件和西门子S7200 PLC 实现对运料小车系统的监测和控制。
通过现场数据采集,进行集中的数据管理,从而实现对自动运料小车系统有效控制,系统状态实时监控,并由上位机生成可视化的动态监控界面。
方便管理人员对现场的管理,提高工作效率。
关键词:运料小车;组态软件;PLC;传感器;AbstractCarriageis widely used incoal mine,warehouse,station,portmineand other industries,and its control systemisatypical PLC system.The transport carsmost of the traditional relay control,relay controlwith complex wiring,easymaintenance,faultrepairdefectis not easy.In order to reduce the operation costof material transport trolley,automatic control system,the application of programmablecontroltechnology as the controlsystemof car.The design for thecarriageof electric control system,realize themonitoring and control of material transport trolleysystem using configuration software andS7200PLC the field data acquisition,datamanagement,so as to realize theautomaticcontrolof material transport trolleysystem,real-time monitoring system status,and made the dynamic monitoringinterface PCto generate visual.Managementto facilitate the management of the site,improve work efficiency.Keywords:Material transport trolley;configuration software;PLC;sensor;目录第1章绪论课题来源、目的和意义课题来源随着科学技术的日新月异,对自动化程度要求越来越高,原有的生产线已不能满足要求。
基于PLC的自动送料小车的控制系统设计自动送料小车(Automated Guided Vehicle,AGV)是一种能够自主导航并执行货物运输任务的无人驾驶车辆。
PLC(Programmable Logic Controller)被广泛应用于工业控制系统中,它可以对AGV进行控制和监控。
本文将介绍基于PLC的自动送料小车的控制系统设计。
1.系统架构2.车辆导航AGV车辆的导航可以采用多种方式,如激光导航、磁导航、视觉导航等。
其中,激光导航是一种成熟且精度高的导航方式。
AGV车辆通过激光传感器不断扫描环境,获取地图信息并确定自己的位置,然后根据目标位置进行导航。
PLC控制器接收到目标位置后,会通过与AGV车辆的通信接口将导航指令发送给车辆。
同时,PLC控制器也会接收车辆的实时位置信息,用于实时监控和调度任务。
3.任务调度在自动送料小车的控制系统中,PLC控制器负责任务的调度和分配。
根据系统中的任务优先级和车辆当前状态,PLC控制器会为每个车辆分配相应的任务。
这些任务包括货物的取放、货物的运输、车辆的充电等。
PLC控制器会根据任务的优先级和车辆的位置、状态等信息,制定最优的调度策略。
通过合理的任务调度,可以提高系统的效率和生产能力。
4.AGV驱动器AGV驱动器负责控制车辆的运动。
它接收PLC控制器发送的运动指令,并控制车辆的速度和方向。
AGV驱动器还可以监测车辆的运动状态,如速度、位置等,并将这些信息反馈给PLC控制器。
PLC控制器可以根据车辆的运动状态进行实时监控和控制。
例如,当车辆遇到障碍物时,PLC控制器会根据传感器的反馈信息,及时调整运动方向或停止车辆的运动,确保车辆的安全。
5.系统安全性设计在自动送料小车的控制系统设计中,安全性是一个重要的考虑因素。
为了确保系统的安全运行,可以采取以下措施:-安全区域划分:将工作区域划分为安全区域和非安全区域,并通过传感器实时监测车辆与人员或其他障碍物的距离,避免发生碰撞事故。