铸件缺陷及解决方法
- 格式:pptx
- 大小:193.85 KB
- 文档页数:8
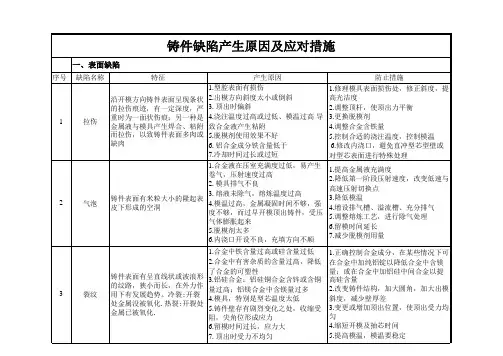
常见压铸件缺陷及解决方法一、流痕其他名称:条纹。
特征:铸件表面上呈现与金属液流动方向相一致的,用手感觉得出的局部下陷光滑纹路。
此缺陷无发展方向,用抛光法能去处。
产生原因:1、两股金属流不同步充满型腔而留下的痕迹。
2、模具温度低,如锌合金模温低于150℃,铝合金模温低于180℃,都易产生这类缺陷。
3、填充速度太高。
4、涂料用量过多。
排除措施:1、调整内浇口截面积或位置。
2、调整模具温度,增大溢流槽。
3、适当调整填充速度以改变金属液填充型腔的流态。
4、涂料使用薄而均匀。
二、冷隔,水纹其他名称:冷接(对接),水纹。
特征:温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透的和不穿透的两种,在外力的作用下有发展的趋势。
产生原因:1、金属液浇注温度低或模具温度低。
2、合金成分不符合标准,流动性差。
3、金属液分股填充,熔合不良。
4、浇口不合理,流程太长。
5、填充速度低或排气不良。
6、比压偏低。
排除措施:1、适当提高浇注温度和模具温度。
2、改变合金成分,提高流动性。
3、改进浇注系统,加大内浇口速度,改善填充条件。
4、改善排溢条件,增大溢流量。
5、提高压射速度,改善排气条件。
6、提高比压三、擦伤其他名称:拉力、拉痕、粘模伤痕。
特征:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时成为拉伤面。
产生原因:1、型芯、型壁的铸造斜度太小或出现倒斜度。
2、型芯、型壁有压伤痕。
3、合金粘附模具。
4、铸件顶出偏斜,或型芯轴线偏斜。
5、型壁表面粗糙。
6、涂料常喷涂不到。
7、铝合金中含铁量低于%。
排除措施:1、修正模具,保证制造斜度。
2、打光压痕。
3、合理设计浇注系统,避免金属流对冲型芯、型壁,适当降低填充速度。
4、修正模具结构。
5、打光表面。
6、涂料用量薄而均匀,不能漏喷涂料。
7、适当增加含铁量至~%。
四、凹陷其他名称:缩凹、缩陷、憋气、塌边。
特征:铸件平滑表面上出现的凹瘪的部分,其表面呈自然冷却状态。
铸件常见缺陷和处理 The pony was revised in January 2021铸件常见缺陷、修补及检验一、常见缺陷1.缺陷的分类铸件常见缺陷分为孔眼、裂纹、表面缺陷、形状及尺寸和重量不合格、成份及组织和性能不合格五大类。
(注:主要介绍铸钢件容易造成裂纹的缺陷)孔眼类缺陷孔眼类缺陷包括气孔、缩孔、缩松、渣眼、砂眼、铁豆。
1.1.1气孔:别名气眼,气泡、由气体原因造成的孔洞。
铸件气孔的特征是:一般是园形或不规则的孔眼,孔眼内表面光滑,颜色为白色或带一层旧暗色。
(如照片)气孔照片1产生的原因是:来源于气体,炉料潮湿或绣蚀、表面不干净、炉气中水蒸气等气体、炉体及浇包等修后未烘干、型腔内的气体、浇注系统不当,浇铸时卷入气体、铸型或泥芯透气性差等。
1.1.2缩孔缩孔别名缩眼,由收缩造成的孔洞。
缩孔的特征是:形状不规则,孔内粗糙不平、晶粒粗大。
产生的原因是:金属在液体及凝固期间产生收缩引起的,主要有以下几点:铸件结构设计不合理,浇铸系统不适当,冷铁的大小、数量、位置不符实际、铁水化学成份不符合要求,如含磷过高等。
浇注温度过高浇注速度过快等。
1.1.3缩松缩松别名疏松、针孔蜂窝、由收缩耐造成的小而多的孔洞。
缩松的特征是:微小而不连贯的孔,晶粒粗大、各晶粒间存在明显的网状孔眼,水压试验时渗水。
(如照片2)缩松照片2产生的原因同以上缩孔。
1.1.4渣眼渣眼别名夹渣、包渣、脏眼、铁水温度不高、浇注挡渣不当造成。
渣眼的特征是:孔眼形状不规则,不光滑、里面全部或局部充塞着渣。
(如照片3)渣眼照片3产生的原因是:铁水纯净度差、除渣不净、浇注时挡渣不好,浇注系统挡渣作用差、浇注时浇口未充满或断流。
1.1.5砂眼砂眼是夹着砂子的砂眼。
砂眼的特征是:孔眼不规则,孔眼内充塞着型砂或芯砂。
产生的原因是:合箱时型砂损坏脱落,型腔内的散砂或砂块未清除干净、型砂紧实度差、浇注时冲坏型芯、浇注系统设计不当、型芯表面涂料不好等。
常见压铸件缺陷解决方法
压铸是一种常见的金属零件生产方法,其中常见的缺陷包括气孔、气泡、冷隔、热裂、热蚀等。
下面是一些常见压铸件缺陷的解决方法。
1.气孔:气孔是压铸件常见的缺陷,主要由于铸件内部的空气未能完
全排出导致。
解决方法包括增加铸件设计中的浇口和通气孔,增加浇注压
力和速度,增加模具的散热能力,增加浇注温度,减小合金的含气量等。
2.气泡:气泡是指由铸件中的气体引起的表面或内部的空洞。
解决方
法包括优化模具设计,提高浇注速度和压力,使用合适的合金成分,减小
金属液中的气体含量等。
3.冷隔:冷隔是铸件中金属流动不畅导致的缺陷,主要表现为局部充
填不良或填充不均匀。
解决方法包括优化模具设计,增加浇注温度和压力,增加金属液的流动性,提高模具的加热温度等。
4.热裂:热裂是因为压铸件在冷却过程中产生的内应力超过材料的强
度而导致的裂纹。
解决方法包括优化模具设计,控制浇注温度和速度,采
用合适的冷却方式,控制模具的冷却速率等。
5.热蚀:热蚀是因为金属在高温下与模具相互反应而导致的表面缺陷。
解决方法包括优化模具设计,合理控制浇注温度和压力,增加模具涂层的
抗热蚀性能,减小模具与铸件的接触面积等。
除了以上常见的缺陷,压铸件还可能出现其他一些问题,比如尺寸偏差、变形等。
解决这些问题的方法包括优化模具结构,调整压铸工艺参数,控制压铸机的力和速度,使用合适的合金材料等。
总的来说,解决压铸件缺陷的方法需要综合考虑材料、模具设计、工艺参数等多个因素,通过不断的实验和改进来提高铸件的质量。
压铸件常见缺陷及解决办法
1、尖角缺陷:表现为在压铸件的边缘和表面出现尖利的角,其
原因是模具的固定不牢,模具合模前没有铂精加光等操作,模具和表
面间的空隙较大,导致铸件连续流和溅射的金属物料的冷凝无法完全
填充到模具内。
解决办法是在压铸件的模具制作中要注意模具的固定,还要在合模前进行铂精加光,使模具缝隙尽量控制在最小。
2、翘曲缺陷:表现为铸件胚体过大或模具设计不当,导致部分
孔表面被填充的金属物料过度凝固后发生变形。
解决办法是提高铸件
的成型质量,在模具设计时应注意做到模具中高低正常,同时要增加
相应的引流装置,降低铸件表面在压铸过程中的温度,减少物料凝固
时间。
3、凹槽缺陷:表现为压铸件内壁或内孔出现浅深不均、粗糙凹槽,一般出现在内壁与模穴孔面间,其原因是模具合模时并未完全排
除空气,另外铸件内孔口位、形喉与内壁模穴间距过大,空气中的熔
融物料的细沙子难以充分清除也会导致此缺陷的产生。
解决办法是采
取真空压铸成型,即采用真空室和真空阀将空气真空,以消除空气;
另外应改变合模方式和模具设计,减少内孔口位与形喉与内壁模穴间距。
常见压铸件缺陷及解决方法常见的压铸件缺陷包括疏松、气孔、烧结、裂纹、砂眼等。
下面将对这些缺陷进行逐一解释,并提供相应的解决方法。
1.疏松:疏松是由于熔融金属凝固时形成的气体或未熔化的固体杂质在压铸件内部形成气孔而导致的。
疏松不仅会降低压铸件的强度和硬度,还会引起气门席位不密封、变形等问题。
解决方法包括合理选择冷料铸造工艺、提高铸型制备技术、优化压铸工艺参数等。
2.气孔:气孔是由于熔金属在充型过程中,未排出液态金属中的气体而形成的。
气孔通常呈现为孔洞状,会严重影响压铸件的表面质量和机械性能。
解决方法包括改善金属液的质量、提高模具排气性能、优化压铸工艺参数、采用真空压铸等。
3.烧结:烧结是指在压铸过程中,由于金属在高温高压条件下与模具接触过久而发生的表面热蚀伤。
烧结会引起表面孔洞、氧化和金属元素丢失等问题。
解决方法包括使用合适的模具材料、降低模具温度、缩短冷却时间等。
4.裂纹:压铸件中的裂纹可以是细小的微裂纹,也可以是较大的结构性裂纹。
裂纹会导致压铸件的破坏、漏气和泄漏等问题。
解决方法包括增加浇注系统的冷却时间、提高模具的强度和刚度、优化压铸工艺参数等。
5.砂眼:砂眼是因为铸件表面存在颗粒状材料,如砂粒等而形成的凹陷或凸起。
砂眼会影响压铸件的美观性和表面质量。
解决方法包括优化型腔冷却系统、提高浇注系统的冷却时间、改善铸型制备工艺等。
总的来说,要解决常见的压铸件缺陷,需要从改善熔融金属的质量、优化模具设计和制备工艺、调整压铸工艺参数等多个方面入手。
此外,还需要采用适当的检测手段,如金相分析、X射线检测、超声波检测等,对压铸件进行质量检验,及时排除可能存在的缺陷。
压铸件常见缺陷及解决办法
一、压铸件缺陷
1、压铸凹痕:压铸凹痕是指在压铸后件表面出现的凹痕或沟等处的缺陷。
2、拉伤表面:这种缺陷是指当件拉伸出模后,件毛刺或表面斑点等特
征缺陷。
3、起火晶:起火晶是指压铸件中凝固过程中熔料里存在的大量小气泡
缺陷。
4、压型:这种缺陷是指模具中几个竖向型腔偏移位置,影响压铸件内
部夹紧、定位等缺陷。
二、解决办法
1、压铸凹痕:首先要检查有没有流淌痕或模具内应有的空气渗入,来
找出原因,同时要及时修整和修复模具。
2、拉伤表面:要检查压铸模具表面的震动是否合理,如果表面粗糙可
以适当采用打磨,以降低拉伤表面。
3、起火晶:保证熔料温度合适,及时移动和改变拳头垫针,使熔料流
动均匀;改进圠充,减少浪涌现象;改变压力以降低小气泡形成的机会;合理的检查温度之间的差异。
4、压型:检查模具的型腔,确保它们定位准确,消除产品的分离现象;合理更换冷却介质等以降低成型环境的温度差异。
铸件缺陷及解决方法一、铸件表面有花纹,并有金属流痕迹?产生原因:1、通往铸件进口处流道太浅.2、压射比压太大,致使金属流速过高,引起金属液的飞溅.调整方法:1、加深浇口流道.2、减少压射比压.二、铸件表面有细小的凸瘤产生原因:1、表面粗糙。
2、型腔内表面有划痕或凹坑、裂纹产生。
调整方法:1、抛光型腔。
2、更换型腔或修补。
.三、铸件表面有推杆印痕,表面不光洁,粗糙。
产生原因:1、推件杆(顶杆)太长;2、型腔表面粗糙,或有杂物。
调整方法:1、调整推件杆长度。
2、抛光型腔,清除杂物及油污。
四、铸件表面有裂纹或局部变形,产生原因:1、顶料杆分布不均或数量不够,受力不均:2、推料杆固定板在工作时偏斜,致使一面受力大,一面受力小,使产品变形及产生裂纹。
3、铸件壁太薄,收缩后变形。
调整方法:1、增加顶料杆数量,调整其分布位置,使铸件顶出受力均衡。
2、调整及重新安装推杆固定板。
五、压铸件表面有气孔,产生原因:1、润滑剂太多。
2、排气孔被堵死,气孔排不出来。
调整方法:1、合理使用润滑剂。
2、增设及修复排气孔,使其排气通畅。
六、铸件表面有缩孔:产生原因:压铸件工艺性不合理,壁厚薄变化太大。
金属液温度太高。
调整方法:1、在壁厚的地方,增加工艺孔,使之薄厚均匀。
2、降低金属液温度。
七、铸件外轮廓不清晰,成不了形,局部欠料,产生原因:1、压铸机压力不够,压射比压太低。
2、进料口厚度太大;3、浇口位置不正确,使金属发生正面冲击。
调整方法:1、更换压铸比压大的压铸机;2、减小进料口流道厚度;3、改变浇口位置,防止对铸件正面冲击。
八、铸件部分未成形,型腔充不满,产生原因:1、压铸模温度太低;2、金属液温度低;3、压机压力太小,4、金属液不足,压射速度太高;5、空气排不出来。
调整方法:1、2、提高压铸模,金属液温度;3、更换大压力压铸机。
4、加足够的金属液,减小压射速度,加大进料口厚度。
九、压铸件锐角处充填不满。
产生原因:1、内浇口进口太大;2、压铸机压力过小;3、锐角处通气不好,有空气排不出来。
常见铸件缺陷及方案改善对策(内部培训资料)CMT开发制作:xx1常见铸件缺陷及方案改善对策一、拔模不良目视特征:造型作业时模板上有粘砂,型腔有拔裂、掉砂、浮砂等现象。
形成原因:A.模板预热不充分B.离型液喷洒不均匀C.型砂xxD.拔模斜度太小或吃砂量太少E.排气不畅,射砂不实F.模型或流路的光洁度不够,存在倒拔模的情况G.模板背面有异物或配件损坏,DISA装板时不垂直H.DISA平行度跑偏,导致型板不垂直I.模板生锈方案改善对策:A.修补R角,仔细打磨方案,提高光洁度B.检查配件,损坏的及时更换C.必要时增加拔模斜度,若流路拔模不良,用补土补大斜度或使用2a铝流路D.增加透气孔(网)数量,避免射砂不实造成拔模不良E.用气铣刀抛光拔模不良部位F.在通孔内粘贴橡胶头G.直径较小、xx大的孔内建议镶铜套H.最好的方案设计二、砂眼、挤砂目视特征:铸件表面或内部包容着砂粒的孔穴或明显少肉形成原因:A.流路或模具拔模不良,有拔裂、掉砂B.流路设计不当,浇注时铁水冲刷造成砂眼C.设计不当,冲型时间长,长时间的烘烤及“水分迁移”造成局部型砂强度低,形成砂眼D.型砂含水量低E.型腔内有“落砂”,如造型室磨损,浇口杯下沉,压型(实)器压到浇口或造型室上方有落砂F.造型室磨损,反板抬起时有“甩砂”现象G.砂芯有毛刺或浮砂,下芯时未吹干净H.MASK下芯时铲砂或合模时挤砂I.模板变形,造成挤砂、落砂J.模型镶板时没装平,造成型腔挤砂K.DISA夹板或因有凸起物把砂模夹裂,将砂型挤压变形,造成挤砂或砂眼方案改善对策:A.重新计算方案,建议尽量减少冒口入水,以利砂渣上浮B.抛光模型、打磨流路,减少因拔模不良造成的砂渣眼2C.方案设计时采用综合浇注系统,提高浇注系统的挡渣效果D.若浇注时间太长或不能同时冲型,重新计算方案E.增加底注或侧入水F.模具配件若有磨损及时更换G.若有挤砂,确认镶板无问题时,在挤砂位置合模线处R角或做出防压条H.造型时,若型板后面喷砂、甩砂,确认模板尺寸,磨损严重时进行焊补维修I.减薄入水片或压边量,提高挡渣能力J.若下芯铲砂时调整MASK,确认芯钉过盈量K.改变入水口位置,避开易冲砂部位(入水不要做在砂芯吹砂口上)L.在方案上做出集渣包M.横流路用4A流路,xx浮渣三、冷隔(浇不足)目视特征:外观铸件不完整,有裂纹状的间隙或断流,裂纹或断流处的金属边缘呈圆滑状原因:A.浇注作业时断续浇注,没有满杯浇注B.浇注温度过低,铁水流动性差C.方案设计不合理,浇注时间太长或不能同时冲型D.多处入水的液流头产生了凝固堵塞或流头氧化造成两股流头不能融合在一起方案对策:A.重新计算方案,加快浇注速度B.增加排气道,加快冲型速度,降低冲型阻力C.合理设置入水口位置,避免距离浇口较远部位因铁水氧化和降温出现冷隔D.在冷隔位置增加入水,提高该处温度四、缩孔(松)目视特征:缩孔:铸件中容积大,孔壁表面粗糙,形状极不规则的孔洞缩松:铸件截面上分布着弥散的大量形状不规则的微小孔眼或裂隙状孔洞形成原因:A.冒口设置位置或大小不合理,铁水凝固过程中体积收缩且得不到补偿而出现体积亏损,体积亏损集中在一处形成缩孔,在局部分散分布形成缩松B.冒口颈形状或截面积不合理,补缩通道堵塞,使冒口未能起到补缩作用C.冒口温度低,凝固早补缩作用差D.金属液CE值低方案改善对策:A.增加冒口体积B.加大(或减小)冒口颈C.增加冒口入水,提高冒口温度D.改变冒口位置或形状,改变凝固顺序使原本不能得到补偿的收缩部位可以得到补偿,消除缩孔或缩松E.在适当位置放置冷铁(如TRW支架系列)F.改变入水位置,以获得合理的温度场和凝固顺序五、气孔:1.侵入性气孔:气孔尺寸一般较大,呈圆球形、团球形或梨形;梨形的小头指向外3部气源方向;孔壁平滑,侵入气体成份主要为CO时孔壁呈蓝色,侵入气体成份主要为氢气时孔壁呈金属本色且发亮,侵入气体成份主要为水蒸气时孔壁呈氧化色且发暗。