磨工技师操作技能考核评分记录表
- 格式:docx
- 大小:12.90 KB
- 文档页数:4
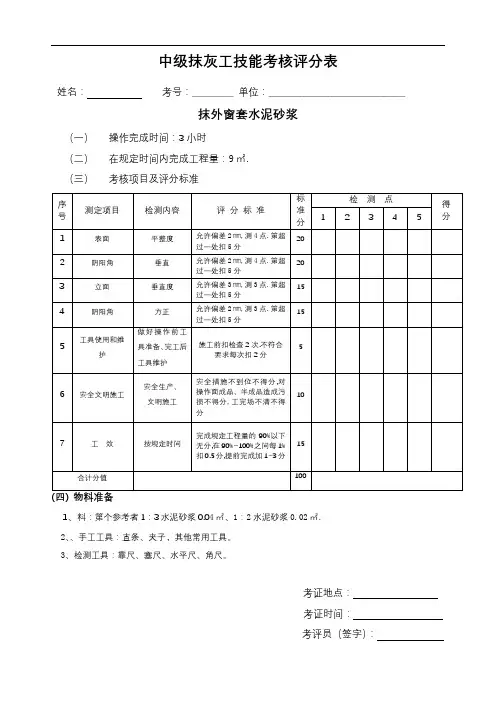
姓名:考号:__________ 单位:_________________________________抹外窗套水泥砂浆(一)操作完成时间:3小时(二)在规定时间内完成工程量:9㎡.(三)考核项目及评分标准1、料:第个参考者1:3水泥砂浆0.04㎡、1:2水泥砂浆0.02㎡.2、、手工工具:直条、夹子,其他常用工具。
3、检测工具:靠尺、塞尺、水平尺、角尺。
考证地点:考证时间:考评员(签字):姓名:考号:__________ 单位:_________________________________现浇框架梁钢筋制作(一)操作完成时间:3小时(二)在规定时间内应完成工程量:机械 25以内主筋180kg(三)考核项目及评分标准1、材料:配料表中所需的各种经检验合格钢筋。
2、、手工工具:切断机、弯曲机3、检测工具:配斜单、钢卷尺考证地点:考证时间:考评员(签字):中级木工技能考核评分表姓名:考号:__________ 单位:_________________________________制作安装梁式混凝土楼梯模板(一)完成时间:4小时(二)完成工程量:2.7m开间楼梯间楼梯斜段模板.4人完成半层(三)考核项目及评分标准1、材料:杉齐边板4㎡、杉原条及长、短木方若干、铁钉、码钉少许。
2、、手工工具:木工锯、锤、斧、墨斗等常用工具。
3、检测工具:直尺、塞尺、水平尺、钢卷尺等。
考证地点:考证时间:考评员(签字):中级混凝土工技能考核评分表姓名:考号:__________ 单位:_________________________________现浇框架结构混凝土(一)操作完成时间:3小时(二)在规定时间内应完成工程量:0.42m31、材料:每个考生准备0.45m3拌和好的混凝土,要求随浇筑随到位。
2、、手工工具:振动器、灰铲、铁皮、抹子3、检测工具:卷尺、线锤、托线板、塞尺考证地点:考证时间:考评员(签字):中级砌筑工技能考核评分表姓名:考号:__________ 单位:_________________________________砌筑门窗洞框及安木砖(一)完成时间:4小时(二)在规定时间内应完成工程量:砌筑1个门或窗洞口(包括安框和安木砖)(三)考核项目及评分标准1、材料:杉齐边板4㎡、杉原条及长、短木方若干、铁钉、码钉少许。
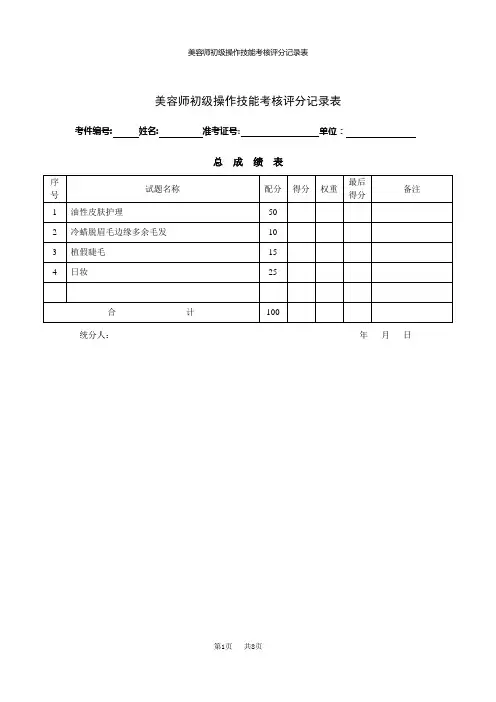
美容师初级操作技能考核评分记录表
考件编号: 姓名: 准考证号:单位:
总成绩表
合计
统分人:年月日
美容师初级操作技能考核评分记录表考件编号: 姓名: 准考证号:单位:试题1、油性皮肤护理
美容师初级操作技能考核评分记录表考件编号: 姓名: 准考证号:单位:
美容师初级操作技能考核评分记录表
考件编号: 姓名: 准考证号:单位:
评分人:年月日核分人:年月日
美容师初级操作技能考核评分记录表
考件编号: 姓名: 准考证号:单位:
试题2、冷蜡脱眉毛边缘多余毛发
评分人:年月日核分人:年月日
美容师初级操作技能考核评分记录表
考件编号: 姓名: 准考证号:单位:
试题3、植假睫毛
评分人:年月日核分人:年月日
美容师初级操作技能考核评分记录表考件编号: 姓名: 准考证号:单位:试题4、日妆
美容师初级操作技能考核评分记录表
考件编号: 姓名: 准考证号:单位:
评分人:年月日核分人:年月日。
考件编号: 姓名: 准考证号:单位:
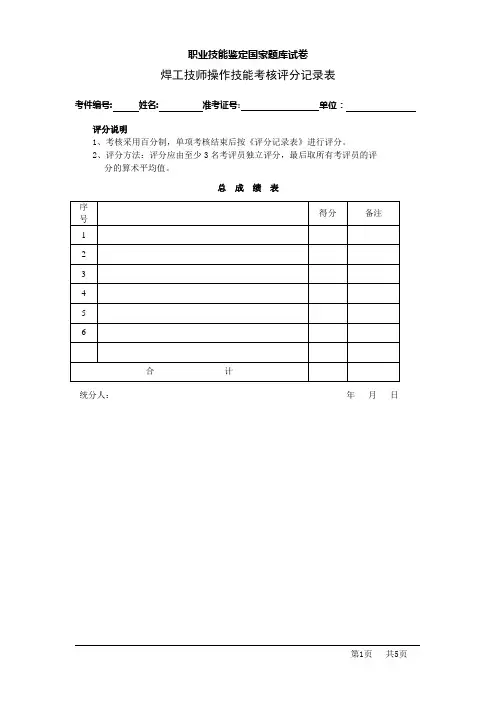
评分说明
1、考核采用百分制,单项考核结束后按《评分记录表》进行评分。
2、评分方法:评分应由至少3名考评员独立评分,最后取所有考评员的评
分的算术平均值。
总成绩表
统分人:年月日
考件编号: 姓名: 准考证号:单位:
评分人:核分人:年月日
考件编号: 姓名: 准考证号:单位:
职业技能鉴定论文(技术总结)答辩
配分与评分标准
按照国家职业标准要求,在对技师、高级技师进行职业技能鉴定时,还需进行综合评审,其中考生需总结自已工作和研究成果,撰写论文(或技术总结)并进行答辩。
职业技能鉴定论文(技术总结)答辩是指:由考生本人撰写能够反映本人能力水平的论文(技术总结),主要内容可选择下列内容之一:相关职业技能的研究或实践,技术创新与技术成果等方面。
并能以科学准确的语言就该论文(技术总结)为主的内容进行答辩。
考核要求:
一、论文(技术总结)写作
(1)选题具有科学性、先进性和推广应用价值。
(2)结构合理、层次清楚,文字(含图样等)表述准确通顺,字数不少于两千字。
(3)内容充实不空洞,论点正确,论据充分有效。
二、论文(技术总结)答辩
(1)答辩内容正确,叙述充分合理。
(2)表达准确,语言简洁流畅。
(3)答辩总时间:30分钟
考件编号: 姓名: 准考证号:单位:
职业技能鉴定论文(技术总结)初评表。
考件编号: 姓名: 准考证号:单位:
评分说明
1、考核采用百分制,单项考核结束后按《评分记录表》进行评分。
2、评分方法:评分应由至少3名考评员独立评分,最后取所有考评员的评分的算术平均值。
总成绩表
合计
统分人:年月日
考件编号: 姓名: 准考证号:单位:试题一:耐热钢小径管V形坡口对接水平固定TIG焊
(1)缝出现裂纹、未熔合。
(2)焊缝操作时任意更改焊件位置。
(3)焊缝原始表面破坏。
(4)操作时间超过定额的50%。
考件编号: 姓名: 准考证号:单位:试题二:板材试件底片焊缝缺陷的识别
考核名称:板材焊条电弧焊X射线底片缺陷的识别
试题三:焊丝消耗定额的制定
1、计算出焊缝截面积得5分;
2、代入各数字单位正确得3分;
3、答案正确得2分。
试题四:V形坡口不锈钢管材对接的焊接工艺制订
焊接工艺评分标准:
考件编号: 姓名: 准考证号:单位:。
装饰装修油漆工操作评分表实操正式资料doc正式版文档资料可直接使用,可编辑,欢迎下载装饰装修油漆工操作评分表姓名单位准考证号时间:年月日考评员:(签字)考生:(签字)1、刷第一道醇酸磁漆如发现有不平之处如何处理?要及时复抹腻子,干燥后局部磨平、磨光,清扫并用湿布擦净。
2、刷每道漆间隔时间如何确定?应根据当时气温而定,一般夏季约6h,春、秋季约12h,冬季约为24h左右3、冬季如何施工?冬期施工:室内油漆工程应在采暖条件下进行,室温保持均衡,一般宜不低于+10℃,且不得突然变化。
同时应设专人负责测温和开关门窗,以利通风排除湿气。
4、滴在地面或窗台上和污染墙及五金上的油漆应如何处理?应立即将清擦干净。
5、作业条件?1、施工时环境温度一般不宜低于+10℃,相对湿度不宜大于60%。
施工地点要通风良好。
未安玻璃前,应有防风措施,否则遇刮大风天气不得进行施工。
2、顶板、墙面、地面等湿作业完并具备一定强度,环境比较干燥和干净。
3、施工前先做样板,经有关质量部门鉴定验收合格后,再组织班组进行大面积施工。
油漆工安全操作规程1、操作人员必须经过安监部门安全技术培训合格后方可上岗,同时应掌握本工种安全知识和技能,对使用的油漆性能及安全措施应有基本了解,并在操作中严格执行劳动保护用品制度。
2、工作场所禁止吸烟和携带打火机、火柴等物品。
3、工作场所的照明灯、开关,必须采用防爆装置。
4、工作场所必须配备相应的消防器材和消防设施,并设专人定期维护保养。
5、油漆工的作业场地严禁存放易燃物品。
工作场地不许吸烟并必须备有防毒面具。
熟练掌握消防知识,不准进行焊接和一切明火作业。
6、无论是喷漆或刷漆作业,严禁踏在未干的构件或设备上,以防滑倒。
7、工作时使用的梯子、跳板必须坚固,要有防滑措施,否则不准使用。
8、油漆涂料凝结时,不准用火熔化。
9、两人在同一工件作业时,应互相协作,以防碰撞。
10、在离地2m以上高处作业和二层以上窗扇外面刷油漆时应系好安全带,并把安全绳拴在可靠地安全地点。
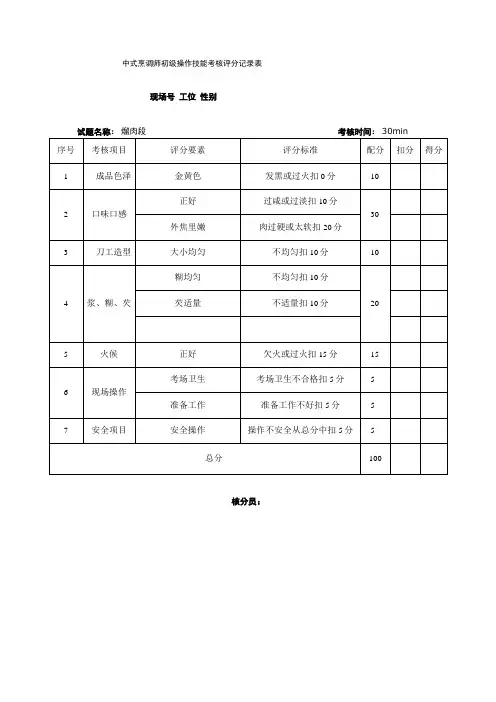
现场号工位性别
试题名称:熘肉段考核时间:30min
核分员:
现场号工位性别
试题名称:素炒豆芽考核时间:8min
考评员:核分员:
现场号工位性别
试题名称:切土豆丝考核时间5分钟
考评员:核分员:年月日
现场号工位性别
试题名称:煎焖鲫鱼考核时间:30min
考评员:
核分员:
中式烹调师中级操作技能考核评分记录表
现场号工位性别
试题名称:切肉丝考核时间10分钟
考评员:核分员:年月日
现场号工位性别
试题名称:摊黄菜考核时间:10min
考评员:核分员:
现场号工位性别
试题名称:拔丝苹果考核时间:20min
考评员:核分员:
现场号工位性别
试题名称:锅塌豆腐考核时间20分钟
考评员:核分员:
现场号工位性别
试题名称:花拼考核时间:90min
考评员:核分员:
现场号工位性别
试题名称:拔丝葡萄考核时间:20min
考评员:核分员:
现场号工位性别
试题名称:花拼考核时间:90min
考评员:核分员:
现场号工位性别
试题名称:溜腰花考核时间25分钟
考评员:核分员:
现场号工位性别
试题名称:凤戏牡丹考核时间:120min
考评员:核分员:
现场号工位性别
试题名称:雄鹰展翅考核时间:90min
考评员:核分员:
现场号工位性别
试题名称:自选品种考核时间:40min
考评员:核分员:。
职业技能评估表(可以直接使用,可编辑实用优秀文档,欢迎下载)职业技能评估表职业技能培训、鉴定工种分类表附件一职业技能等级评价企业备案表质量保障承诺书本企业根据江苏省人力资源和社会保障厅《关于印发江苏省职业技能等级认定工作实施办法(试行)通知》要求,申报开展企业职业技能等级认定评价资质,经考察、审核,确定为参评企业。
为确保企业职业技能等级认定的工作质量,特做如下承诺:一、积极向本企业职工宣传企业职业技能等级认定工作及相关政策,充分利用本企业的相关资源开展职业技能等级认定培训,制定切合实际的培训计划,提供培训和认定必需的场地和设施,配备理论和操作指导教师,以及业绩评审专家,切实提高职工的职业技能水平。
二、严格按照经审核确定的工作方案和实施计划开展认定工作。
如遇特殊情况,主动与各级职业技能等级认定机构联系,修订或制定新工作方案,确保本企业职业技能等级认定公平、公正、优质。
三、切实建立内部责任机制,按照《江苏省职业技能等级认定工作实施办法(试行)》的通知制订工作流程,落实工作职责,按要求填报相关材料并做好汇总、整理、存档工作。
四、主动接受职业技能等级认定机构的质量督导,并及时根据督导意见、建议采取改进措施。
如有违规、违纪行为,愿意承担全部责任并接受相应处理。
企业名称(盖章):负责人签字:日期:附件二企业职业技能等级认定工作方案一、企业内部考核评价机构及人员构成情况二、评价职业(工种)名称、标准、评价等级等情况三、评价方式、时间、地点安排(含理论、技能、业绩评审等)四、评价场地、设施、设备情况五、评价工作内容1、技能人才薪酬激励政策;2、各等级申报条件(含破格申报条件);3、生产过程中解决岗位技术难题情况(技师、高级技师);4、其它内容。
附:参考技术标准、理论、技能试题(企业自主开发)企业名称(章):年月日附件三企业职业技能等级认定实施申报表备注:1、本表一式四份,申报认定单位、各级职业技能等级认定指导机构分别留存。
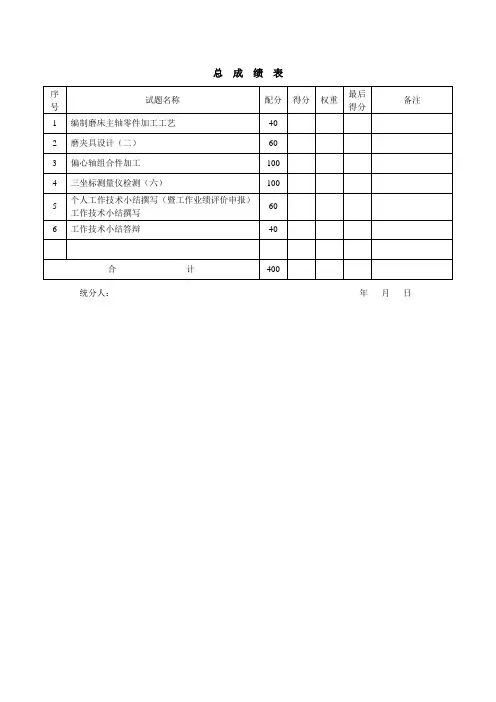
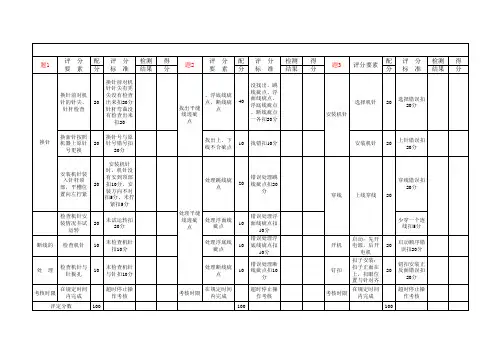
总成绩表合计统分人:年月日试题1、编制磨床主轴零件加工工艺“评价要素”得分=配分×等级比值2、工艺知识参考标准(仅供考评员评分参考):(1)画工艺尺寸链简图(1处)(2)判别环的性质(1处)(3)计算1)基本尺寸计算公式、计算过程(1处)2)上偏差计算公式、计算过程(1处)3)下偏差计算公式、计算过程(1处)4)计算结果(1处)评分人:年月日核分人:年月日试题2、磨夹具设计(二)E 未答题8 夹具定位柱与心轴配合尺寸标注2A 合理B ——C ——D 不合理E 未答题9零件图中夹具图相应标注2A 合理B ——C ——D 不合理E 未答题10零件图中夹具图相应标注2A 合理B ——C ——D 不合理E 未答题11 机床夹具经济性分析4A 合理B (不合理或漏)一处C (不合理或漏)二处D (不合理或漏)三处及以上E 未答题12 机床夹具知识题 6 A 正确B (错或漏)一处或二处C (错或漏)三处或四处D (错或漏)五处及以上E 未答题合计配分60 合计得分考生得分计算方法:等级A(优)B(良)C(及格)D(差)E(未答题)比值 1.0 0.8 0.6 0.2 0“评价要素”得分=配分×等级比值机床夹具知识题参考答案(仅供考评员评分参考):(1)定位元件或装置:用来确定工件在夹具中的位置;(2)夹紧装置:实现对工件的夹紧;(3)夹具与机床之间的联接元件:用于确定夹具对机床主轴、工作台或导轨面的相互位置;(4)对刀或导向元件:用于保证夹具与刀具之间的正确位置;(5)其它装置或元件:为满足加工要求及提高夹具的使用性能,有些夹具上还设有分度装置、顶出器、吊装元件等;(6)夹具体:是夹具的基础件。
用来配置、安装夹具各元件使之组成一个有机整体。
评分人:年月日核分人:年月日试题3、偏心轴组合件加工考核时间:420min评价要素配分等级评分细则评定等级得分A B C D E1曲轴外圆尺寸Φ34-0.006二处6A 二处,误差≤0-0.006B ——C 一处,误差>0-0.006D 二处,误差>0-0.006E 未答题2曲轴外圆同轴度1A 误差≤φ0.005B ——C ——D 误差>φ0.005E 未答题3曲轴表面粗糙度Ra0.4四处3A 四处,Ra≤0.4B 一处,Ra>0.4C 二处,Ra>0.4D 三处及以上,Ra>0.4E 未答题4曲轴锥体大端尺寸Φ34-0.0164A 误差≤0-0.016B ——C ——D 误差>0-0.016E 未答题5曲轴锥体同轴度1A 误差≤0.005B ——C ——D 误差>0.005E 未答题6曲轴曲颈尺寸Φ25-0.0236A 误差≤0-0.023B ——C ——D 误差>0-0.023E 未答题7曲轴曲颈长度尺寸52+0.01810A 误差≤+0.018B +0.0180 <误差≤+0.021C +0.0210 <误差≤+0.025D 误差>+0.025E 未答题8曲轴曲颈处圆弧尺寸R1二处4A 圆弧尺寸≤R1B R1<圆弧尺寸≤R1.5C R1.5<圆弧尺寸≤R3D 圆弧尺寸>R3E 未答题9曲轴轴线平行度2A 误差≤0.01B ——C ——D 误差>0.01E 未答题10曲轴外圆圆柱度3A 误差≤0.005B ——C ——D 误差>0.005E 未答题11曲轴端面粗糙度Ra0.8三处3A 三处,Ra≤0.8B 一处,Ra>0.8C 二处,Ra>0.8D 三处,Ra>0.8E 未答题12曲轴偏心距2±0.0115A 误差≤±0.01B ±0.01<误差≤±0.015C ±0.015<误差≤±0.025D 误差>±0.025E 未答题13锥套外圆尺寸φ50-0.0093A 误差≤0-0.009B ——C ——D 误差>0-0.009 E 未答题14锥套同轴度2A 误差≤0.01B ——C ——D 误差>0.01E 未答题15锥套表面粗糙度Ra0.4二处3A 二处,Ra≤0.4B ——C 一处,Ra>0.4D 二处,Ra>0.4E 未答题16锥套内锥孔尺寸Φ40(配作) 4A 误差≤1:20B ——C ——D 误差>1:20E 未答题17锥套内孔尺寸Φ36+0.0256A 误差≤+0.025B ——C ——D 误差>+0.025E 未答题18锥套内孔粗糙度Ra0.81A Ra≤0.8B ——C ——D Ra>0.8E 未答题19锥套端面粗糙度Ra1.6二处2A 二处Ra≤1.6B ——C 一处Ra>1.6D 二处Ra>1.6E 未答题20锥套长度尺寸66±0.012A 误差≤±0.01B ——C ——D 误差>±0.01E 未答题21组合后径向圆跳动4A 误差≤0.025B ——C ——D 误差>0.025E 未答题22 组合后平面度6A 误差≤0.05B 0.05<误差≤0.10C 0.10<误差≤0.15D 误差>0.15E 未答题23组合后锥体接触精度≥90%大端接触7A 接触面积≥90%B 85%≤接触面积<90%C 70%≤接触面积<85%D 接触面积<70%E 未答题24 外观质量 1 A 表面无毛刺、碰伤、拉毛B 一处有毛刺或碰伤或拉毛C 二处有毛刺或碰伤或拉毛D三处及以上有毛刺或碰伤或拉毛E 未答题25 安全文明生产 1 A 按要求整理、清洁B 整理、清洁不到位C ——D 没进行整理、清洁E 未答题合计配分100 合计得分注:考生在操作过程中发生严重生产事故者,立刻终止其鉴定,本试题按0分计。