SPC_CPK制程能力分析表模板
- 格式:xls
- 大小:155.50 KB
- 文档页数:1

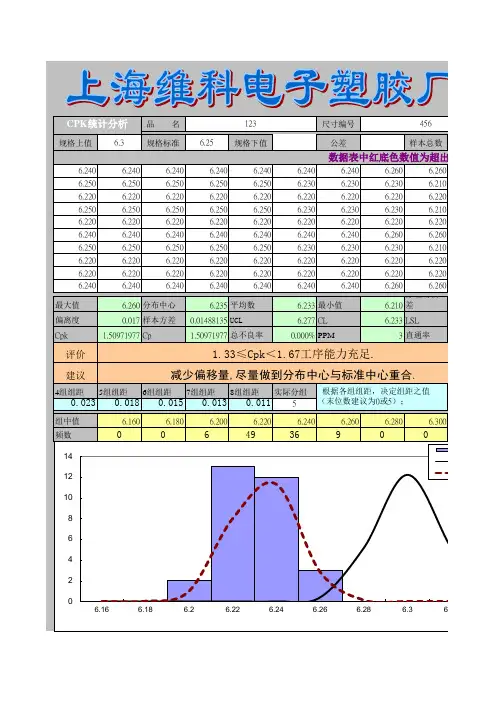
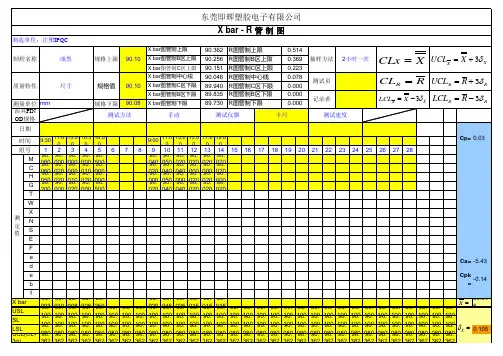
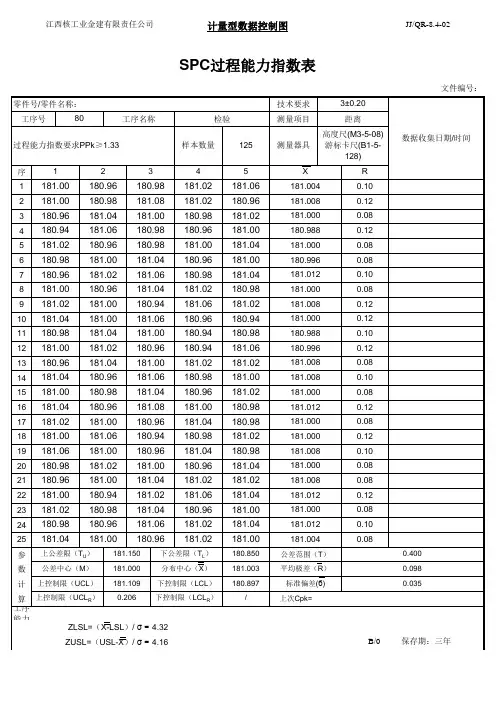
品 名尺寸编号规格上值6.3规格标准6.25规格下值公差样本总数6.240 6.240 6.240 6.240 6.240 6.240 6.240 6.260 6.2606.250 6.250 6.250 6.250 6.250 6.230 6.230 6.230 6.2106.220 6.220 6.220 6.220 6.220 6.220 6.220 6.220 6.2206.250 6.250 6.250 6.250 6.250 6.230 6.230 6.230 6.2106.220 6.220 6.220 6.220 6.220 6.220 6.220 6.220 6.2206.240 6.240 6.240 6.240 6.240 6.240 6.240 6.260 6.2606.250 6.250 6.250 6.250 6.250 6.230 6.230 6.230 6.2106.220 6.220 6.220 6.220 6.220 6.220 6.220 6.220 6.2206.220 6.220 6.220 6.220 6.220 6.220 6.220 6.220 6.2206.240 6.2406.2406.2406.2406.2406.2406.2606.260最大值 6.260分布中心 6.235平均数 6.233最小值 6.210分组用极差偏离度0.017样本方差0.01488135UCL 6.277CL 6.233LSLCpk1.50971977Cp1.50971977总不良率0.000%PPM3直通率评价建议4组组距5组组距6组组距7组组距8组组距实际分组0.0230.0180.0150.0130.0115组中值 6.1606.1806.2006.2206.2406.2606.2806.300频数0064936900正态线 1.62E-18 2.03E-13 4.2E-09 1.42E-050.0079120.72341610.8654526.80821偏态线0.0001820.051918 2.43320418.732523.69042 4.9216430.1679610.0009426.17 6.19 6.21 6.23 6.25 6.27 6.29 6.31065591100100100数据表中红底色数值为超出规1.33≤Cpk<1.67工序能力充足.减少偏移量,尽量做到分布中心与标准中心重合.根据各组组距,决定组距之值(末位数建议为0或5);CPK 统计分析12345602468101214 6.16 6.18 6.2 6.22 6.24 6.26 6.28 6.3 6.32图例使用说明设计版权输入框统计值参考值图形值信息框小小软件工作室1、本项统计只适用于单次抽样后的CPK 上限计算与分析;2、正态曲线图是以"标准规格"与"样本标准方差"为基础,主要用于与直方图作相应对照分析;1006.2606.2106.2206.2106.2206.2606.2106.2206.2206.2600.0906.188100.000%实际组距0.02006.320010.865458.67E-076.33100超出规格标准6.32频数正态线偏态线小小软件工作室。
cpk统计表格
CpK(过程能力指数)是统计质量控制中用于衡量一个过程的稳定性和一致性的指标。
它通过考察过程的变异性和工程规范的关系来评估过程是否能够产生合格的产品。
CpK值越高,表示过程的能力越强。
下面是一个简单的CpK统计表格,以便记录和计算CpK值:
```plaintext
|数据样本|观测值1|观测值2|观测值3|...|观测值n|平均值|标准差|规格上限|规格下限|CpK值|
|----------|---------|---------|---------|-----|---------|--------|----------|----------|-------|
|1||||...|||| ||
|2||||...|||| ||
|3||||...|||| ||
|...||||...|||| ||
|n||||...|||| ||
```
解释每一列的含义:
-数据样本:记录每个观测值所属的样本编号。
-观测值1,观测值2,...观测值n:记录每个观测值的具体数值。
-平均值:对观测值求平均的结果。
-标准差:对观测值计算标准差的结果。
-规格上限:产品规格的上限值。
-规格下限:产品规格的下限值。
-CpK值:通过计算得到的CpK值。
这个表格用于记录一系列观测值,然后计算平均值、标准差和CpK值,以评估过程的能力。
请根据实际情况填充表格,并使用适当的统计工具计算所需的数值。
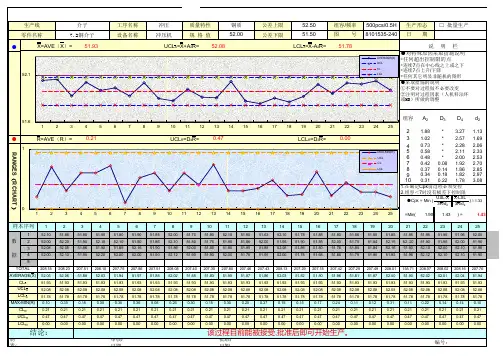
CPK表格标准模板1. 简介CPK(Capability Process Index)是一种用于度量过程稳定性和能力的统计方法,它结合了过程的中心位置、离散程度和工程要求,通过计算CP和CPK指数来评估过程的能力。
CPK表格是一种用于记录和分析CPK指数的工具,它可以帮助我们了解过程是否满足质量控制要求,并提供改进过程稳定性和能力的指导。
本文将提供一个CPK表格的标准模板,帮助读者在实际应用中更方便地记录和分析CPK指数,以支持质量管理和过程改进。
2. CPK表格标准模板序号特性/参数规格要求测量数据1测量数据2 …测量数据n平均值标准差Cp Cpk1 特性1 上限值测量值测量值…测量值平均值标准差Cp值Cpk值2 特性2 下限值测量值测量值…测量值平均值标准差Cp值Cpk值3 特性3 ……………平均值标准差Cp值Cpk值……………………………3. 表格说明3.1 表头表格的第一行为表头,包含以下列名:•序号:记录每个特性/参数的序号,用于标识各个特性/参数。
•特性/参数:描述每个特性/参数的名称或标识符。
•规格要求:记录每个特性/参数的规格要求,可以是上限值、下限值,或者其他详细说明。
•测量数据1、测量数据2、…、测量数据n:用于记录测量数据的列,根据实际情况添加或删除。
3.2 数据行从第二行开始为数据行,每行对应一个特性/参数的测量数据。
其中包含以下列:•特性/参数:与表头对应的特性/参数名称。
•规格要求:与表头对应的特性/参数规格要求。
•测量数据1、测量数据2、…、测量数据n:记录特性/参数的具体测量数据。
•平均值:计算每个特性/参数的测量数据的平均值。
•标准差:计算每个特性/参数的测量数据的标准差。
•Cp:根据公式计算每个特性/参数的Cp指数,用于评估过程的能力。
具体计算公式为:Cp = (规格上限值 - 规格下限值) / (6 * 标准差)。
•Cpk:根据公式计算每个特性/参数的Cpk指数,用于评估过程的能力。