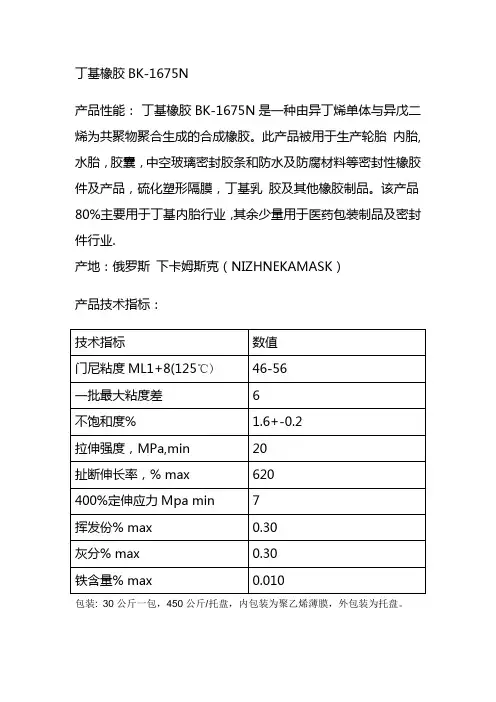
丁基橡胶内胎技术手册
- 格式:pdf
- 大小:2.18 MB
- 文档页数:67
丁基胶内胎说明手册内胎俗称里胎。
指用于保持轮胎内压、带有轮胎气门嘴的圆环形弹性管。
气门嘴用以充气并使空气在内胎内保持一定压力。
内胎应具有良好的气密性、耐热性、弹性、耐老化性及较小的永久变形。
一般用丁基橡胶制造。
内胎是充气减振用承气容器,使用于卡汽车、摩托车、自行车、人力车轮胎内腔的辅助承气压容器。
丁基胶内胎产品:指用丁基橡胶,丁基再生橡胶为主要原材料,加入三元乙丙橡胶及填充剂、助剂、防老化剂等辅料,按一定比例配方,经混炼、密炼、出型、硫化定型后加工成各种型号的车用内胎产品.丁基胶内胎所属行业:化工橡胶制品、轮胎行业.适用市场:丁基胶内胎按规格型号及所配套使用轮胎规格,可分为载重汽车用内胎,轻卡汽车用内胎,工程车辆用内胎、摩托车用内胎、自行车用内胎及人力车用内胎。
丁基胶内胎的主要性能:丁基胶内胎胶体自闭性能较好,具有高气密性。
内胎在装载后气压在8MPA以上,高气密性胎体减少气体自然渗漏,比天然胶内胎在使用中充气频率降低,在行驶中也更节油。
丁基胶内胎高耐温性比天然胶内胎更优越,汽车在长期高速运转时,轮胎内腔温度很高,使内胎橡胶快速自硫化,影响使用寿命.丁基胶内胎更耐老化,使用时间更长。
世界各地内胎丁基化情况地区丁基化情况美洲100%日本100%南朝鲜95%台湾90%欧洲90%中国30%丁基内胎的特点※丁基化是全球内胎发展的趋势;※丁基内胎具有优良的空气保有性,其空气保有率为天然胶的十多倍;※使用丁基胶内胎可提高外胎的胎冠寿命,降低滚动阴力;※丁基内胎的抗撕裂性和耐热性,耐全天侯性及自氧性,抗环境不利性能极佳;※丁基内胎的识别方法:蓝线;※丁基橡胶产品可有效吸收振动能量,将笔从高空落下,若笔不弹起为丁基内胎,弹起为仿制品。
消费者选用安基丁基内胎的四大理由外胎厂家配套选用安基丁基内胎的六大理由※更长的外胎/内胎寿命※提高产品的质量※更佳的外胎/内胎保养※满意的客户※节约燃料※最有利的生产成本※最高安全性※最好的销售价格及回报※最可靠的服务※打进国际市场使用注意事项警示●擅自更换轮胎是危险行为,更换轮胎必须由专业人员,使用专用设备和工具使用不合适的安装方法可能导致人身伤害。
Exxon™丁基橡胶配合和应用手册目录前言 (4)丁基橡胶的开发 (4)丁基橡胶聚合的化学机理 (4)丁基橡胶的生产 (6)丁基橡胶的化学特性 (9)丁基橡胶的化学特性 (9)丁基橡胶聚合物的分子结构 (10)Exxon™ 丁基橡胶牌号 (11)丁基橡胶的一般特性 (11)不饱和度对丁基橡胶耐热性的影响 (13)不饱和度对丁基橡胶硫化特性的影响 (13)分子量对丁基橡胶聚合物应力应变特性的影响 (14)丁基橡胶的硫化 (16)硫磺硫化 (16)秋兰姆促进的硫化 (18)酚醛树脂硫化 (21)醌硫化体系 (25)丁基橡胶混料 (26)丁基橡胶:聚合物的共混 (26)丁基橡胶:与炭黑共混 (30)丁基橡胶:与矿物填料共混 (32)丁基橡胶:增塑剂的影响 (35)丁基橡胶:加工助剂的影响 (38)优化丁基橡胶配合物的关键特性 (39)丁基橡胶:渗透性 (39)丁基橡胶:耐热性 (40)丁基橡胶:动态阻尼性能 (41)丁基橡胶配合物的加工工艺 (43)丁基橡胶:混炼 (44)丁基橡胶:挤出 (46)丁基橡胶:压延 (47)丁基橡胶的应用 (49)丁基橡胶:内胎 (49)丁基橡胶:球胆和硫化胶囊 (51)总结 (55)参考资料 (61)摘要得益于低渗透性,丁基橡胶和其它异丁烯聚合物得到了广泛使用。
异丁烯聚合物具有高度饱和的主链。
对于交联的异丁烯聚合物,是把少量异戊二烯通过共聚加成到饱和主链上。
异丁烯聚合物是通过阳离子反应聚合,使用布朗斯特德酸作为引发剂,使用路易斯酸作为共引发剂,例如水和氯化铝。
聚异丁烯的玻璃化温度 (Tg) 约为 -60°C,在无应变条件下是无定型的。
聚合物表现出了较宽的阻尼峰和低高弹模量。
这些聚合物具有优异的低气体渗透性,广泛用做轮胎中的气密层。
通过与炭黑或其它填料共混可以实现最优的物理特性。
可以通过各种机理将化合物交联成为硫化弹性体。
硫磺用于提供多硫交联,而树脂和氧化锌硫化体系将提供碳-碳交联。
生产工艺流程说明一、丁基再生胶及丁基内胎生产说明1、原料(丁基部分)丁基原料进厂后分进厂先后顺序,按顺序卸货,进厂后要注明进货时间、进货单位。
2、选料每天要购70t废旧轮胎,对内胎品质进行检验、精选去除杂质,剪掉气门咀(99%送货时已剪掉),挑除非丁基内胎。
大约每天各种杂质0.06t左右。
3、把精选后内胎用叉车运到再生胶车间,进行捏炼法脱硫,脱硫温度200℃,脱硫过程15分钟左右。
全过程都有环保设备回收烟气,进行环保处理。
从常温用机械摩擦脱硫,脱硫后将设备翻转倒出脱好的橡胶。
4、散热将脱硫后橡胶用开炼机进行散热,此时温度在150℃—160℃,开炼机把橡胶温度降到50℃左右,传送到下道工序。
5、精炼将散热后橡胶用精炼机进行精炼,精炼到厚度0.006cm左右,传送到下道工序。
6、将精炼好的橡胶传送到过滤机,进行60目过滤,过滤后传送到下到工序。
7、冷却将过滤好的胶片进行冷却(水槽冷却)8、称重冷却后的胶垫进行下电切断称重,按使用要求确定重量,然后摆放在专用托盘上运至存放区域。
此时再生胶生产完成。
二、内胎生产1、将原料进行称重(硫化剂、促进剂、防焦剂、炭黑、氧化锌按配方要求称重)2、一次密炼将内胎生产所需原料经配比称重后在密炼,机内进行密炼。
从常温经机械密炼4-6分钟后,翻转倒出,此时温度在130℃-140℃,大约每天消耗丁基胶(1751或1675或532,20t左右。
再生胶60-65t左右,三元乙丙4-5t左右,碳黑1-2t左右)。
3、开片冷却将密炼好的混炼胶用开炼机开电冷却、冷却到50℃左右备用。
4、二次密炼在二次密炼中,把一次密炼后的片放入二次密炼机,再加称重好的硫化剂、促进剂、氧化锌、防焦剂、进行二次密炼。
5、开片冷却将二次密炼的混炼胶翻出密炼机后,在开炼机上进行开片冷却,二次密炼温度80℃-90℃,开片冷却把胶片冷却到50℃左右。
6、过滤将冷却后橡胶传送至过滤机进行过滤,过滤网为60目,其中杂质为0.01-0.02t/天。
丁基橡胶和三元乙丙橡胶在内胎中的并用槲.确协旧丁基橡胶和三元乙丙橡胶在内胎中的并用L.JT/"lomas等着赳梦雄译刘作雄校.研,/-J一丁基橡胶(IIR),邵异丁烯一异戊二烯橡胶,由于其具有极好的气密性能而得到普遍的关注.因而这种橡胶较多地用于内胎【,轮胎气密层_|等胶料中.但是,丁基橡胶的确也有一些块点.谤胶用于制造内胎时,硫化前其胶料强度一般.在内胎使用时,这种橡胶也仅具有中等的抗臭氧,抗热和抗硫化返原的性能.胶料硫化前的强度对保持内胎压出形状起重要的作用.抗臭氧性能则对内盼生产后避免储存产生龟裂具有重要的意义.由于内胎在比较高的温度和载荷条件下工作对,会发生氧化作用,如果丁基橡胶硫化胶具有抗热和抗硫化返原性能的话,便可使氧化作用所产生的内胎软化现象减到最小.丁基橡胶的这些缺点可用通过并部分EPDM(三元乙丙橡胶)加以克服.EPDM有完全饱和的主链,相反,IIR由于结构中的异戊二烯单元使其具有某些不饱和性.EPDM完全饱和的主链使得它具有较好的抗氧和臭氧作用的性能.由于在硫化时IIR发生断链反应而EPDM发生交联反应,因而这两种胶的并用给出一种具有极好的抗老化特性的产品.本文研究iIR/EPDM并用胶的比率,EPDM的类型和配料变化对内胎使用关键性能的影响.试验本文所讨论的胺料按表l的配方混炼.这种配方是典型的内胎胶料配方,在文献中1O可以壹到.配方中使用具有中等不饱和度的丁基橡胶,这种丁基橡胶具有较怏的硫化速度和较好的抗热性能的综台平衡性能.试验中改变EPDM的类型和用量,总的胶含量(IiR加EPDM)则慑持为100份.峻料盔BR型密炼机中混炼(混炼室容量为1.57升),除硫化剂外,所有的配合剂在混炼周期的l:始便全部加人密炼机中,一分钟后打开下顶栓,排胶温度为150℃.在开炼机上将硫化剂加到已冷却的胶料中.混炼后,按加压硫化法进行硫化,然后对制品按ASTMD412方法进行物理性能试验.热老化试验按ASTMD573进行.抗臭氧性试验按ASTMD1149方法进行,试样暴露于38℃,50MPa(50pphm)的臭氧中,同时试样作20的拉伸.表1内胎胶爱方IIREPDMN660炭黑石蜡汕氧化锌促进剂MBT促进剂TMTD硫黄按文中所述按文中所述7030b0.51.5l量208硫化前的胶科强度按两种方法进行测定.在第一种方法中,按照AsTMD412的方法, ,,f-//,一D【将未硫化的肢料进行l00%定伸应力的试验.第二种方法为尤尼罗伊尔化学公司内部的方法.这种方法由于模拟内胎生产【f1的成型操作已得到推广,在预测胶制弛能方面,这种方法已成功地得到应用.该涪在附录1中详细叙述,其主要程序是把未硫化的胶料拉仲到100%的形变,然后让该胶料保持这种状态两分钟,测定最大张力和两分钟后的张力,计算张力的百分保持率<i00×(最大张力一两分钟后的张力)/最大张力].胶料的粘着性能按孟山都Tel—Takf方法进行测定.施加l千克重量到来硫化混烁胶的胶条上,作用时问为6O秒钟,然后测定剥离试样所需的力.放置一块0.5ram厚的来硫化胶料的试样于Aminco--Goodrich气透仪上进行气透率测定.使试验气体(空气)在恒定压力下作肘在试样的一侧,通过该试验隔片的气体收集在一彻压管中并进行测定,其结果转换成标准温度和压力下的数据.结果与讨论聚合物变化的影响l,聚合物类型为了确定关键性的加工性能以及物理性能的差g《,将4种不同品级的EPDM用于75/z5 的iiR/EPDM胶料中与l00%IIR胶料进行比较.其中Z~IEPDM为ENB(乙叉降冰片烯)型共聚物,第四种EPDM为DCPD(二聚环戊二烯)型共聚物,其性质如表2所述.在ENB类型的EPDM~,脏料硫化前的表2EPDM的性质强度随乙烯含量的增加而增加(EPDMC> EPDMB>EPDMA),这是由于在EPDM主链中乙烯单体的结晶度增加的缘故.对胶料硫化前的强度(即未硫化胶料的定伸应力)的两种标准的试验来说,这利结果都是相符的,未硫化胶料的定伸应力试验结果见图l,而模拟内胎生产测定胶料硫化前的定伸应力的试验结果见图2.所有的IIR和EPDM并用胶料都比单用IIR强度高.虽然EPDMD的乙烯含量与EPDMA一样,但其胶料的硫化前的定伸应力I:LEPDMA 低得多.其原因是由于EPDMD粘度(或分子量)]:~EPDMA低以及EPMDD是一种DCPD型EPDM,而EPDMA是一种ENB型EPDM的缘故.第三单体为DCPD型的EPDM 有较高程度的分支(在这里,即有较低的结晶度),这导致其并用胶的硫化前强度稍低.胶料硫化后的拉伸强度的趋势与胶料硫化前的定伸应力的趋势相同,具有较高乙烯含量的ENB型EPDM有比较高的拉伸强度.DCPD 型的EPDMD比具有相同的乙烯/丙烯比率的ENB型的EPDMc强度要低,这主要是由于DCPD型的EPDMD的分子量比较低.不过这种并用胶的强度仍~LlooiiR胶料的强度高(见图3).IIR/EPDM并用胶料与l0OIIR胶料比11?较,撕裂强度表现出C口型撕裂强度稍高而B口型的撕裂强度稍低,各种类型的EPDM之间未看到显着的差别(见图4).豳T最t,盱JKr幽T2I1.KI.【■保持事【,孽《IIREPDM%ElDM娄型围1胶料硫化前的100定伸应力与EPDM类型的关系(100IIR与IIR/EPD.M井用胶比较)JlRi0o755,sEPDM.25252,EPDM类型一^.co圈3拉伸强度与EPDM类型的关系(100IIR与IIR/EPDM井用胶比较)胶料存15OoC下经24或48/J',时的苛刻条件进行老化.其结果表明:与EDPM并用的胶料比100IIR胶料有较好的强度性能保持率.图5表示胶料经热老化后拉伸强度和扯断伸长率的变化百分率.IIR/EPDM并用胶拉伸强度l2'圈2黢料破化前的定伸应力与EPDM类型的关系[100%IIR与IIR/EPDM并用胶比较(模拟内胎生产的试验)]l翌}}C口型撕裂_B口型撕裂】IRlIO,3,,EPDM<0:725PDM眷垫c圈4撕裂强度与EPDM类型的关系(100%IIR与IIR/EPDM井用胶比较)下降比IIR胶科要小,然而,对于老化后扯断仲疑率的变化百分率,100IIR胶料表现出其性能变化好于并用胺科.由于IIR股在氧化时发生降解反应,实际上IIR胶料的扯断伸长率有了增加.在热老化后,100IIR胶料存々J_4H¨^一"u_1.玛c"a站∞0~扣∞n\2在返原的迹象,其表面显着发精.图6表示B口型和c口型两种试片热老化话的撕裂强吱变化昀百分率.老化后IIR/ EPDM并用胶的撕裂强度损失比100%IIR胶的撕裂强发损失要小.采.ijEPDMD的并用拉伸强度Ij50C老化2,瞄盈150℃老化48小别扯渐伸艮率口150℃老化24小时Ej5O℃老化48列^v褂jIR%I∞"拈冲Er,DM%oz57,5EPDM安,一一A日cD圉5热老化后拉伸强度及扯断冲长率与EPDM的关系(1O0IIR与lIR/EPDM并用胶比较)胶,综台性能的像持比采川其它品级的EPDM 并用胶要稍好一些.列在表3巾1'1~3有关烁驳的辅藉陛能值表明:IIR胶料和IIR/EFDMDHI【鲫前与着性能最好,就它们的辅藉况来看,超出了粘着试验的限度(求出现剥离).总的说来,它们的粘着划离度超出了』胶料硫化前的定伸强度.采刚它类型I}<JEPMD的IIR/EPDM 并用歧,虽也表现出较高的精着性能,但这些试片确实出现了离现象抗臭氧陆自试验表j:DCPD型O~EPDM,~OEPDMD,比其它类型的EPDM的抗臭氧龟裂性能好得多.在图7中列出的数据表明: 印使最差的IIR/EPDM3t-用胶也比全IIR胶料龟裂叫问推迟一倍以上.遥率试验表叫含25份EPDM与75份IIR^v褂制B口Jl=ll撕裂_l50C老化24小削圈I50C老{L48~J',1],lC口型撕裂L-q150XS老化24小时暖I150℃老化d8小时1It2T∞,5EPDM0跨2巧2,EPDM类型….口图8热老化后B口型撕裂强度爱c口型撕裂强度_~zPOM类型的关系(100IIR与IIR/EPDM并用胶比较)的并用胶具有较高的气透率,其气透率大约是100IIR胶的2.倍(见图8).在使用不同类型的EPDM的并用胶之间则未见到显着的差别.虽然测定出的值表明气遥率增大,这意眯着严格要求的话,不利于IIR/EPDM并用胶的使用,但在实际用于内眙时对压力授失并没有明显的影响.内眙中的气体压力损失可按下面的公式计算tP【=P0c-at式中Ⅱ:(PoAu)/VH13婚加""∞"们俯冲怕∞婚0吣西阳∞帅弦∞P-是指时间为t(天数)时的压力,P0是初始压力,A是内胎的表面积,u是测定到的气透率,V是充气内胎的体积,而H是内胎的厚度.一-7r=soo:=蚕=IIREPDM%EPDM类型圈圜圈震围7抗臭氲性能与EPDM类型的关系(1OOIIR与IIR/EPDM并用胶比较)试验条件:50MPa臭氧.拉伸20,38其充气压力为620KPa(90磅/每平方英寸)的lO.o0×20载重轮胎内眙所计算的压力损失亦在图8中列出,其结果表明:超过3O天的压力损失虽然可以测量出,但其值很小._气±单搿IdiKPa甜:皇哪埘妲々宕围8气遗牢及空气压力损失与EPDM类型的关系(1O0%IIR~IIR/EPDM并用胶比较)试样为lO.00×20载重汽车内胎,~,620kPa表3轱着性能与EPDM类型的关系(10OIIR与IIR/EPDM并用吱比较) 丁基胶EPDMAEPDMBEPDMCEPDMD粘着值(kPa)IIR%EPDMEPDM类型220100O2697525A2697525B2837525C3487525D注:1)束在界面损坏2,聚合物比率由于EPDMD和其它的EPDM橡胶相比具有较好的抗臭氧性能和耐热性能以及较好的粘着特性,而其它的性能相类似,所以我们选择这种橡胶与IIR并用作进一步的研究.我们用标准的内胎胶配方对EPDMD与IIR的并用进行了评价,IIR/EPDM的并用比最高达到75/25.现已发现;某些关键性的性能臆聚台物比的变化而发生变化.硫化前胶料的定仲应力一一IlR与EPDM14并用的来硫化胶科的定伸应力一般将增加,增加的量取决于所使用的EPDM的类型.具有较高分子量和较高乙烯含量的EPDM将比较低分子量和较低乙烯含量的EPDM给出较高的硫化前定伸应力.图9表明:IIR/EPDM并用胶胶科的硫化前定伸应力随EPDM含量增加呈线性增加.硫化后的拉伸强度一~硫化后的拉伸强度如图lO所示,臆EPDM增加成线性关系而稍有提高.这样就可以增加填料和油的用量而能获^\5\,g一_0_[×v讣魁.E^E×V褂喇_气透网3o灭后的Krc:皱n009…-.J∞,2015/!IR/EPDMD的比率圈l3气透率爱空气压力与IIR/EPDM比率的关系诮样为lO.tiff×:O戟重胎内胎.内压620KPa填料/油含量对于IIR/EPDMD并用胶料来说,由于拉伸性能得到提高,在成品内胎的脏料中就可以使用较高填充量的填科和操作油来获得与100IIR胶料相同的物理性能.图14表示改变袋黑和操作浊用量对IIR/EPDMD并用股的拉伸强度的影响.预计拉伸强度随填料稆操作油用量的增加而下降,怛是,图14表明:其填充量从7O份炭黑和28份操作油增加到78份炭黑和31份操作油时,仍能保持住100%IIR胶料所具有的11.5MPa的拉伸强度.如图3已经看到时,其它几种EPDM给出更高的拉伸强度.因此,在IIR/EPDM并用胶中,可以较多增加填料和操作油的用量,仍可以得到与对比的10OIIR胺一样的拉伸强度.如上所述,对于获得相比较的拉伸强变来说,可允许使用更高用量的填料和操作油.炭黑和操作油的用量亦对气透率稍有影响,如图I5所示,气透率随操作油增加而稍有增加:随炭黑用量增加而稍有下降.调整炭黑和油的用量将使得胶抖最终的气透率不产生什么变化16^V虐蛰N660炭黑(份数)圈¨炭黑和操作油用■与75/25IIR/EPDMD的拉伸强度(MPa)的关系7072777800820,5N660炭黑(份数)圈l5炭黑和操作油用■与75/25IIR/EPDMD吱科的气遵率关系(1O..×m/m./天)结论业已证明,由于EPDM具有抗臭氧,抗热,抗硫化返原及其胶料硫化前强度较好的性能, 对于内胎使用fls,JIIR胶来说,它是一种很有价值的井用添加物.虽然气透率随EPDM用量的增加而变大,但气遭率的这种差别对这种并用¨如砷l胶在载重汽车,公共汽车等机动车辆的内胎实际应用来说几乎没有什么影响.我们对不同类型的EPDM进行了评价. EPDMD(一种DCPD型EPDM)赋予并娜皎最好的抗臭氧和抗热性能.EPfC(一种ENB型EPDM)使并用胶料具葙最高的硫化前定伸应力和硫亿后拉伸强度.如果考虑抗臭氧性能的话,为了获得比t00fIR胶料更好的抗臭氧性能,需要2O或20 份以上的EPDM用量.tlR/EPDM并用胶通常比100%IIR胶料有驶高的拉伸强度,因此,这些井用胶一般可采用较高填充量的填科和操作油,从而可获得较低成本的配方.附录,内胎胶料硫化前的定伸应力试验该试验模拟内胎生产中的成型操作并已成功地用于预测胶料性能.试样制备用于生产的内胎胶料或试验室混炼后的胶科按如下方法制备试样一1,在热开炼机(70~80℃)的后滚简上热炼胶科,滚距调到2.5~3.8mm.2,加足量的胶料保持少量的薄堆积胶,热炼到胶料光滑并无空气.3,停止热炼一一出片.4,标出压出方向,并用滑石粉处理胶片的两面.5,在试验前至少停放4小时,沿压出方阿冲切出12.7ram宽哑铃状拉伸用试片,测量试片厚度.步骤使用INSTRON试验机,4.5kg(10)测力传感器.拉伸速度为50ero/分,夹具打开相距7.6era.将试样夹持在夹具中~一使用最小的空气压力.然后将试样拉伸到I5.2cm一一大约1O0定伸(拉伸时间约0.015分钟).拉伸后保持1.85分钟(总对问为2分钟).把试样从夹具取出,让其松驰,然后将其固定.计算T…,T2,保持张力百分数.结果计算张力(最大)¨M=拉伸至两分钟时的张力T2,MP:坌壁厚度,mIll张力保持百分数=T2×100/Tmt附景2聚台物说明参考文献:3篇(略)译自《JournalofElastomersandplastics》23[2),119(199I) -每平方英寸磅数t张力≈i{羹r寸17.。
内胎配方的分析及生产工艺的改进1原料:IIR90gIIR因具有良好性能:气密性比NR 高13 倍; 具有优异的耐老化、耐候、耐化学药品、耐水、耐臭氧和耐热性能;在环境温度下没有回弹性,因此具有较高的吸收冲击和振动的能力;具有优异的抗撕裂性能。
IIR 是自补强聚合物,纯胶拉伸强度达25 MPa。
尽管其玻璃化温度约为- 65 ℃,接近NR 的- 70 ℃,但由于大分子链中大量的甲基侧基对弹性运动造成相当大的位阻,因此其硫化胶的回弹性非常低,而其密实的结构使其具有极低的透气率。
而成为制造轮胎内胎的首选材料。
世界主要发达国家都已经实现内胎丁基化,而亚洲很多国家已有超过80%的汽车使用IIR内胎。
我国大多数轮胎企业曾在20世纪80年代初期使用IIR制造内胎,但由于IIR 的自粘性差,其工艺要求比较严格,需要冷冻接头,造成成品合格率低,工艺较难保证,加之IIR价格上涨,于是又转向使用NR。
随着我国道路状况的改善,汽车的行驶速度大幅度提高,NR内胎的气密性已达不到使用要求。
为了进一步提高产品的市场竞争力, IIR 的典型粘均相对分子质量为35 万~45 万, 物质的量不饱和度( 由于有异戊二烯单元) 为0.8 %~2.0 %“, 物质的量不饱和度”一词是指聚合物中每100 个单体分子里的异戊二烯分子数量。
因此物质的量不饱和度为1 %的IIR含有1 个异戊二烯分子和99 个异丁烯分子。
丁基再生胶20g:IIR 胶料中常常将不同品种的IIR 并用,以改善下列性能:(1) 与低门尼粘度的品种并用,以改善加工性能,提高胶料流动性;(2) 与低不饱和度的品种并用,以改善耐臭氧性能;(3) 与高不饱和度的品种并用,以改善耐热性能。
212 聚合物的选择这是一个非常重要的步骤,因为聚合物的选择包括范围广泛的聚合物或聚合物并用, 如IIR、HIIR、HIIR/ NR 并用、IIR/EPDM 并用、NR。
IIR 的气密性最好,NR 最差,并用聚合物在这两者之间。
橡胶制品生产技术手册橡胶制品是一种广泛应用的高弹性材料,被广泛应用于汽车制造、建筑材料、医疗器械等领域。
本技术手册将详细介绍橡胶制品的生产技术,包括原料选择、成型工艺、硫化工艺和质量控制等方面。
一、原料选择1. 橡胶种类橡胶种类的选择应根据最终产品的要求来确定。
常见的橡胶种类有天然橡胶、丁苯橡胶、丁腈橡胶等。
根据产品的使用环境和性能要求,选择合适的橡胶种类进行生产。
2. 添加剂在橡胶制品生产的过程中,需要添加各种助剂来改善橡胶的性能。
常见的添加剂包括硫化剂、促进剂、填料、增塑剂等。
根据产品的不同要求,根据配方合理选择添加剂的种类和含量。
二、成型工艺橡胶制品的成型工艺包括模具设计、胶料配制和成型操作。
1. 模具设计根据产品的形状和尺寸,设计合适的模具。
模具的设计应尽量简单,方便成型操作,并保证最终产品的精度和质量。
2. 胶料配制将橡胶和添加剂按照一定的配方加入搅拌机中进行混合。
搅拌时间和温度需根据具体配方和橡胶种类来确定,以确保均匀混合。
3. 成型操作将混合好的胶料放入预热好的模具中,施加适当压力使其与模具表面接触并填充模具的空腔。
成型操作可以采用压力成型、注射成型、挤出成型等方法。
根据产品的要求和生产效率的需要选择合适的成型方法。
三、硫化工艺硫化是橡胶制品生产中最重要的工艺之一,通过硫化可以使橡胶获得强大的弹性和耐磨性能。
1. 硫化温度和时间根据橡胶种类和产品要求,确定合适的硫化温度和时间,以确保橡胶能够充分交联。
硫化过程中需要注意温度的控制,以免过高或过低导致产品质量的下降。
2. 硫化条件硫化过程中需要控制硫化温度、硫化时间和硫化剂的使用量。
硫化剂的选择应根据橡胶种类和硫化效果要求来确定。
四、质量控制橡胶制品的质量控制是保证产品质量的关键。
包括原材料的质量控制、成型过程中的控制和成品的检验等方面。
1. 原材料的质量控制严格控制橡胶和添加剂的质量,确保符合标准的要求。
原材料的检验可以包括外观、密度、拉伸强度、硫化速度等指标的测试。
丁基内胎配方设计基本组成(2006/11/19 13:04)标签:配方目录:丁基内胎生产技术浏览字体:大中小丁基内胎配方包括几个部分:骨架材料,填充剂,硫化体系,加工助剂,防老剂骨架材料主要有丁基橡胶,丁基橡胶再生胶,三元乙丙橡胶,随着三元乙丙橡胶价格的走高,最近有厂家正在研究使用三元乙丙橡胶再生胶替换三元乙丙橡胶.填充剂主要是:炭黑,胶钙等,一般丁基内胎的填充剂用量在60-70之间.硫化体系:丁基内胎硫化体系比较复杂,应根据设备和工艺条件进行调整,硫化体系以M+TT为主.加工助剂:主要是石蜡油,必要时加一些增粘树脂等,硬脂酸,油膏等润滑剂也可使用.防老剂:主要使用4020,4010NA和石蜡等.未来我国内胎丁基化逐步加快hc360慧聪网化工行业频道2004-04-09 15:20:35【hc360慧聪网化工行业频道】:据中国橡胶工业协会力车胎分会分析预测,今后5~10年中国力车胎(自行车胎、摩托车胎和手推车胎)内胎丁基化步伐将加快。
目前中国自行车内胎丁基化率仅26%,与世界先进水平相比有较大差距。
内胎丁基化早已是世界潮流,欧美、日本等经济发达地区已百分之百内胎丁基化,印度的内胎丁基化率达到90%,印尼、泰国、马来西亚也达到70%,菲律宾达40%。
中国自行车内胎、摩托车内胎丁基化率低有多方面的原因:一是丁基胶主要依靠进口,价格贵,造成丁基胶内胎生产成本远高于天然胶内胎;二是工艺技术掌握慢;三是推介宣传不力;四是市场混乱。
目前中国力车胎行业总体情况是:市场容量有所扩大,行业有所发展,但供过于求,竞争激烈。
力车胎行业是劳动密集型行业,国际经济一体化进程加快有利于发挥中国的优势,因此估计中国力车胎生产仍将保持较快增长速度,估计今后5~10年中国丁基内胎将进入发展期。
随着国民经济发展,城乡人民生活水平提高,国内消费者已逐渐接受了丁基内胎,力车胎行业也有不少企业已经掌握了批量生产丁基内胎的技术,估计3~5年内我国内胎丁基化率会提高到50%。
丁基内胎接头粘合技术方法(一)丁基内胎接头粘合技术方法1. 热压接头法•原理:利用热压将丁基内胎和接头材料粘合在一起。
•步骤:1.将丁基内胎和接头材料的接口部分清洁干净,去除脏物和油污。
2.将丁基内胎和接头材料放置在热压机中,确定合适的温度和压力。
3.开始热压,加热一段时间使接头材料熔化,然后用压力将接头材料与丁基内胎紧密粘合在一起。
4.等待冷却,取出粘合好的丁基内胎。
2. 化学粘合剂法•原理:利用化学粘合剂将丁基内胎和接头材料粘合在一起。
•步骤:1.将丁基内胎和接头材料的接口部分清洁干净,去除脏物和油污。
2.在接头材料上涂抹适量的化学粘合剂,将其均匀涂布在整个接口区域上。
3.将丁基内胎与涂有粘合剂的接头材料紧密贴合在一起,用适当的压力使其粘合。
4.等待粘合剂完全干燥固化,粘合过程完成。
3. 机械固定法•原理:利用机械固定方式将丁基内胎和接头材料固定在一起。
•步骤:1.将丁基内胎和接头材料的接口部分清洁干净,去除脏物和油污。
2.在接头材料上钻孔,与丁基内胎对应位置相契合。
3.使用螺钉、螺栓等机械零件将丁基内胎和接头材料通过孔洞固定在一起。
4.确保固定牢靠,在使用时不会出现松动。
4. 电弧焊接法•原理:利用电弧焊接将丁基内胎和接头材料熔化并相互融合。
•步骤:1.将丁基内胎和接头材料的接口部分清洁干净,去除脏物和油污。
2.将丁基内胎和接头材料紧密靠近并夹紧在一起。
3.使用电弧焊接设备对接头和丁基内胎进行短暂的高温焊接,使其熔化并相互融合。
4.等待焊接区域冷却固化,接头与丁基内胎牢固粘合。
5. 机械搭接法•原理:将丁基内胎和接头材料通过机械搭接方式连接在一起。
•步骤:1.将丁基内胎和接头材料的接口部分清洁干净,去除脏物和油污。
2.在接头材料上切割槽口,形成搭接结构。
3.将丁基内胎与接头材料的搭接部分相互契合,确保紧密贴合。
4.在搭接部位使用机械零件进行固定,使丁基内胎和接头材料紧密连接,防止松动。
以上是丁基内胎接头粘合技术的几种常见方法,根据具体需求和使用场景选择合适的方法,能够有效提高丁基内胎的使用寿命和性能。
丁基内胎接头粘合技术方法丁基内胎接头粘合技术方法是指将丁基内胎的接头部分与其他材料进行粘合的方法。
下面是关于丁基内胎接头粘合技术方法的10条详细描述:1. 表面处理:在进行粘合之前,需要对丁基内胎接头部分进行表面处理。
通常可以采用打磨或清洗等方法,以确保表面干净、光滑,便于粘合剂的附着。
2. 选用适合的粘合剂:根据丁基内胎接头的特性和用途,选择适合的粘合剂。
常用的粘合剂有丁基橡胶胶水、硅胶胶水等。
要确保粘合剂与丁基内胎接头的材料相容性良好,以确保粘接强度和耐久性。
3. 均匀涂抹粘合剂:将选用的粘合剂均匀涂抹在丁基内胎接头部分和粘合材料的接触面上。
涂抹过程中要避免出现过量或不均匀的情况,以免影响粘接效果。
4. 适当施加压力:在涂抹粘合剂后,适当施加压力,促使丁基内胎接头与粘合材料之间的接触更紧密。
可以采用压力机、夹具等工具施加压力,确保粘合剂充分渗透丁基内胎接头,并与粘合材料紧密结合。
5. 适当控制温度:粘合过程中,要适当控制温度。
高温可以加快粘合剂的固化速度,但过高的温度可能会对丁基内胎接头造成损害。
低温则可能会延缓粘合剂的固化时间。
6. 合适的固化时间:粘接完成后,根据粘合剂的说明书,将丁基内胎接头和粘合材料保持一段时间,以便粘合剂充分固化。
固化时间一般为数小时至数天,具体时间根据粘合剂的类型和环境温度而定。
7. 质量检测:粘接完成后,进行质量检测。
可以采用拉伸试验、剪切试验等方法检测粘接强度,以确保粘接质量符合要求。
8. 解决质量问题:如果在质量检测中发现粘接强度不符合要求,需要进行问题分析并采取相应措施解决。
可能的问题包括表面处理不当、粘合剂选择不当等。
9. 符合安全标准:在进行丁基内胎接头粘合时,要确保符合相关的安全标准。
粘合剂的成分应符合环保要求,并且工作环境要保持良好的通风条件。
10. 设备和工具维护:在粘合过程中,要定期检查和维护使用的设备和工具,以确保其正常工作。
要妥善保管和管理粘合剂,避免长时间暴露在空气中,避免粘合剂的性能变化。