气辅成型
- 格式:ppt
- 大小:1.47 MB
- 文档页数:26


气辅注塑成型工艺这种成型工艺,对于很多工程师来说很陌生,因为平时大家接触的产品很少会用到这种成型工艺,包括我本人也是一样,直到我接触到一款产品,才慢慢了解,就是以下这个锅体。
锅体的把手部分,除了2个螺丝塞,整个把手是一个完整的塑胶件,且外观并没有缩水等缺陷,看下侧面和背面图。
咋一看,以为内部是实心的,实际上并不是,而是空心的,是利用了气体辅助注塑成型技术。
01气辅成型的原理气体辅助注塑系统,是把惰性气体(通常用氮气)经由分段压力控制系统直接注射入模腔内的塑化塑料里,使塑件内部膨胀而造成中空,但仍然保持产品表面的外形完整无缺。
气辅注塑成型可被认为是中空吹塑成型的变型,其过程是先向模具腔中注入经过准确计量的占模腔一定比例的塑胶熔体,这一过程称为“欠料注塑”,再直接往熔融塑胶中注入一定体积和压力的高压氮气,气体在塑胶熔体的包围下沿着阻力最小的方向扩散前进。
由于靠模壁部分的塑胶温度低,表面粘度高,而製作较厚部分中心塑胶熔体的温度高,粘度低,所以气体容易对中心塑胶熔体进行穿透和排空,在制件的厚部形成中空气道,而被气体所排空的熔融塑胶又被气体压力推向模具末端直至充满模具型腔,在冷却阶段压缩气体对塑胶熔体进行保压补缩。
待制品冷却凝固后再卸气,然后开模顶出。
以上气辅成型过程实际上分为四个阶段:熔体短射、气体注射、气体保压、气体排出和制件顶出。
02气辅成型的方法除了常规的欠料注塑成型法,还有:1.副腔成型法(也叫满料注塑法)2.型芯成型法3.熔体回流成型法上面的锅体的把手猜测是采用了副腔成型法(也叫满料注塑法):具体细节可参考下图:03气辅注塑成型与普通注塑成型的区别主要区别在于多了一套气辅设备:(1)普通注塑机(计料精度稍高些为好)。
(2)氮气控制系统,包括自封闭式气辅喷嘴。
(3)高压氮气发生器。
(4)工业氮气钢瓶以及提供增压动力的空气压缩机。
(5)为气体辅助注射设计制造的模具。
(6)气辅注塑气辅喷嘴喷嘴进气方式,即使用专用的自封闭式气辅喷嘴,在塑料注射结束后,将高压气体依靠喷嘴直接进入塑料内部,按气道形成一个延展的封闭空间—气腔并保持一定压力,直至冷却,在模具打开之前,通过座台后退使喷嘴与制品料道强行分离,使气体排出制品。


气辅成型工艺气辅成型工艺是一种常见的工艺方法,广泛应用于各个行业中,特别是在塑料加工领域。
这种工艺利用气体的辅助作用,能够有效地改善成型过程中的各种问题,提高产品的制造质量和生产效率。
气辅成型工艺最早应用于塑料吹塑,主要用于制作生活用品和包装材料等。
随着工艺的不断发展和创新,气辅成型工艺在其他领域,如金属、陶瓷等材料的成型和加工中也得到了广泛应用。
气辅成型工艺主要是通过在成型过程中引入气体,使原材料在特定的条件下快速膨胀、充填和成型,从而得到所需的形状和尺寸。
这种工艺的最大特点是成型速度快、制造效率高,同时能够保持较高的产品质量和精度。
气辅成型工艺的基本原理是利用气体的压力和流动性。
在成型过程中,首先将待成型的材料加热到一定温度,使其变得可塑性,并注入成型模具中。
然后,在充填材料的同时,用高压气体将材料膨胀起来,使其充分填充模具的空腔。
当材料冷却固化后,即可取出成型品,完成整个成型过程。
气辅成型工艺具有以下几个主要优点:1.成型速度快:由于气辅成型工艺利用气体的压力和流动性,可以实现材料的快速充填和膨胀,因此成型速度较快。
2.高效节能:相比传统的成型工艺,气辅成型工艺能够在短时间内完成成型过程,从而提高了生产效率。
同时,由于成型时只需加热和膨胀材料,相较于其他加热制造工艺,能够有效地节约能源和材料。
3.产品质量好:气辅成型工艺能够实现材料的快速膨胀和充填,将材料完全填充模具的空腔,因此成型品的表面光洁度好,尺寸精度高,并且能够保持一致性。
4.成型范围广:气辅成型工艺不仅适用于塑料,还可以应用于金属、陶瓷等其他材料的成型和加工。
并且模具的制作相对简单,可以根据需要设计和制造不同形状和尺寸的模具。
气辅成型工艺在各行各业中得到了广泛的应用,例如:1.包装行业:利用气辅成型工艺可以制作出各种塑料包装容器,如瓶子、罐子、盒子等。
这些容器具有良好的密封性和防潮性能,能够有效保护包装物的品质。
2.汽车制造业:汽车零部件的成型通常采用气辅成型工艺,如车灯、车身、内饰等。
氣體輔助射出成型技朮氣體輔助射出成型是在射出成型過程中將氮氣射入模穴內,並以氮氣進行保壓,因而使成品掏空減重,防止成品收縮凹陷並降低成型所需壓力,因此又稱為「氮氣中空射出成型」或「低壓中空射出成型」,簡稱氣輔。
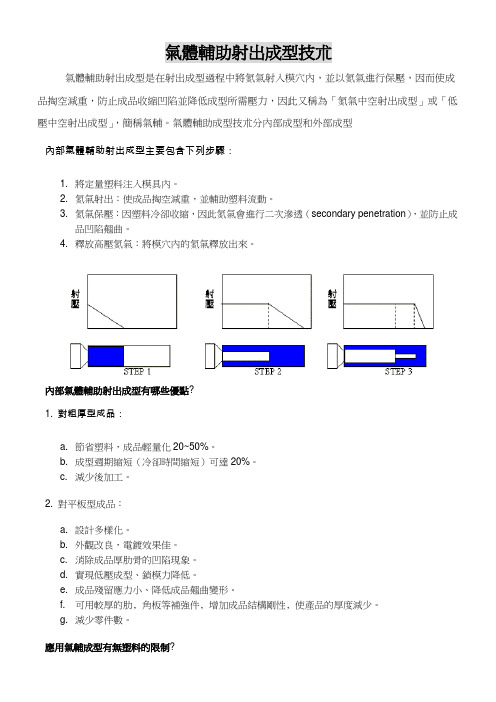
氣體輔助成型技朮分內部成型和外部成型內部氣體輔助射出成型主要包含下列步驟:1.將定量塑料注入模具內。
2.氮氣射出:使成品掏空減重,並輔助塑料流動。
3.氮氣保壓:因塑料冷卻收縮,因此氮氣會進行二次滲透(secondary penetration),並防止成品凹陷翹曲。
4.釋放高壓氮氣:將模穴內的氮氣釋放出來。
內部氣體輔助射出成型有哪些優點?1. 對粗厚型成品:a.節省塑料,成品輕量化20~50%。
b.成型週期縮短(冷卻時間縮短)可達20%。
c.減少後加工。
2. 對平板型成品:a.設計多樣化。
b.外觀改良,電鍍效果佳。
c.消除成品厚肋骨的凹陷現象。
d.實現低壓成型、鎖模力降低。
e.成品殘留應力小、降低成品翹曲變形。
f.可用較厚的肋﹐角板等補強件﹐增加成品結構剛性﹐使產品的厚度減少。
g.減少零件數。
應用氣輔成型有無塑料的限制?氣輔成型已成功應用於各種熱塑性塑膠如PP、PE、ABS、PC/ABS、PC、PS、PVC、PPO、PBT、TPU…等塑料,但是熱固性塑膠較不適用,而高含量之填充材塑料則會有表面品質問題要使用氣體輔助射出技術需有下列設備:1.射出成型機2.氣體輔助射出裝置3.氮氣產生機或氮氣瓶4.空氣壓縮機5.必要的成型週邊設備氣體輔助射出成型所牽涉的技術包括模具設計、成品設計、氣針位置的分析設計、氣輔裝置本身的技術、射出成型技術、成型不良的排除、模流分析技術等。
模具設計時需注意﹕氣道盡可能循二或多面交匯處或粗厚處行﹐主氣道以一氣呵成(一氣道)為原則﹔避免閉路式氣道﹔避免氣道相臨太近﹔准確的熔膠射入量非常必要﹔均勻的冷卻非常必要﹔延伸氣道至最后充填處﹐最后充填處應處在非外觀面上﹔當氣道分支時﹐支氣道末端可以階梯式縮小﹐以防氣體加速﹔氣道太小可能引起滲透﹐太大可能引起融合線或氣陷。

注射成型产品及模具设计综述引言:人们很早就开始研究如何彻底消除裂痕而又能节省材料的有效方法。
曾经研究过的方法有低压注塑、气体补压注塑、混合注塑、气体发泡成型等,但效果都不很理想。
气体辅助注塑工艺是将气体直接注入熔胶中,气体内的压力抵消了塑料在冷却过程中的体积收缩。
用这种方式注塑出来的制品,不仅没有裂痕,而且还有许多其他的优越性。
气体辅助注射成型技术(简称:气辅成型)是20世纪80年代在结构发泡成型工艺基础上发展起来的一项新兴的塑料注射成型技术,是塑料注射成型工艺技术中的一项革命。
气辅成型应用在最近一、二年来有强劲的增长趋势,它具有多种优点,但因为经验不足和气体不易控制,增加了气辅成型产品开发上的困难。
简要介绍:气辅注射模塑,又称气体注射模塑是一种创新的注射成型工艺。
它是自住复式螺杆注射机问世以来.注射成型工业上最重要的发展之一,它能用于生产无内应力、表面光滑且无凹陷的大型制件.在生产较厚的制件时,气辅注射模塑还可以通过减少所需的夹紧吨位、用材量和循环时间来降低制件成本.气辅注射模塑的工艺过程如图1所示。
首先把部分熔融的塑料注射到模具中.我们称此为“欠料注射”。
紧接着再注入一定体积或一定压力的惰性气体(通常为氮气)到熔融塑料流中。
由于靠近模具表面部分的塑料温度低、表面张力高.而处在制件较厚部分中心的塑料熔融体的温度高、粘度低,致使气体易于在制件较厚的部位(如加强筋)形成空腔.而被气体所取代的熔融塑料被推向模具的末端,形成所要成型的制件。
在气辅注射模塑中.由于气体的压力始终使塑料紧贴着模具的表面.制件较厚部分的外表面不能形成“凹陷”.大大提高了制件的质量。
此工艺不但简化了模具设计,降低了模具成本.还增加了制件设计的灵活性。
在合理的设计下,可使制件的重量比传统注射模塑减少10--50%,且使制件得到较高的强度与重量比。
另外。
氮气充满制件的气体压力与传统注射模塑所需的压力柑比要小得多.因此所需的模具夹紧力也较小。
气辅产品成型工艺气辅成型应用在最近一、二年来有越来越多的趋势,它具有多种优点,但因为经验不足和气体不易控制,增加了气辅成型、调试的困难。
本文说明了气辅成型的物性,希望在气辅产品调试时有所参考.一、成型原理气辅成型(GIM)是指在塑胶充填到型腔适当的时候(90%~99%)1所示)。
1、驱动塑胶流动以继续填满模腔;2、成中空管道,减少塑料用量,减轻成品重量,缩短冷却时间及更有效传递保压压力。
由于成型压力可降低而保压却更为有效,更能防止成品收缩不均及变形。
气体易取最短路径从高压往低压(最后充填处)穿透,这是气道布置要符合的原则。
在浇口处压力较高,在充填最末端压力较低。
二、气辅成型优点1、减少残余应力、降低翘曲问题:传统注塑成型,需要足够的高压以推动塑料由主流道至最外围区域;此高压会造成高流动剪应力,残存应力则会造成产品变形。
GIM中形成中空气体流通管理(Gas Channel)则能有效传递压力,降低内应力,以便减少成品发生翘曲的问题。
2、消除凹陷痕迹:传统注塑产品会在厚部区域如筋部(Rib&Boss)背后,形成凹陷痕迹(Sink Mark),这是由于物料产生收缩不均的结果,但GIM 则可借由中空气体管道施压,促使产品收缩时由内部向外进行,则固化后在外观上便不会有此痕迹.3、降低锁模力:传统注塑时高保压压力需要高锁模力,以防止塑料溢出,但GIM所需之保压压力不高,通常可降低锁模力需求达25~60%左右.4、减少流道长度:气体流通管道之较大厚度设计,可引导帮助塑料流通,不需要特别的外在流产设计,进而减低模具加工成本,及控制熔接线位置等.5、节省材料:由气体辅助注塑所生产的产品比传统注塑节省材料可达35%,节省多少视产品的形状而定.除内部中空节省料外,产品的浇口(水口)材料和数量亦大量减少,例如38寸电视前框的浇口(水口)数目就只有四点,既节省材料的同时亦减少了熔接线(夹水纹).6、缩短生产周期时间:传统注塑由于产品筋位厚、柱位多,很多时都需要一定的注射、保压来保证产品定形,气辅成形的产品,产品外表看似很厚胶位,但由于内部中空,因此冷却时间比传统实心产品短,总的周期时间因保压及冷却时间减少而缩短。
注塑成型过程中气体辅助成型技术的应用前景探讨气体辅助成型技术是注塑成型过程中的一种新型辅助成型技术。
通过气体辅助,可以在注塑成型过程中形成中空结构或内腔结构,从而实现更加复杂的产品设计和制造。
本文将就气体辅助成型技术的应用前景进行探讨。
一、气体辅助成型技术的原理和优势气体辅助成型技术是在注塑成型过程中通过注入气体来形成产品内部空洞或内腔结构的一种技术。
其原理是在注塑过程中,先在产品的一部分或全部空腔中注入压缩空气或氮气等气体,然后在注塑过程中根据产品设计的需要控制气体的压力和流动,使气体膨胀,从而形成所需的空洞或内腔。
相对于传统的注塑成型技术,气体辅助成型技术具有以下优势:1. 实现产品轻量化:通过气体辅助成型,可以在产品内部形成空洞或内腔结构,减少产品的材料用量,从而实现产品轻量化,降低物料成本,并且可以降低产品重量,提高产品的使用性能。
2. 提高产品的强度和刚度:通过气体辅助成型,可以在产品内部形成加强筋和骨架结构,提高产品的强度和刚度,使产品更加坚固耐用。
3. 实现产品设计的更大自由度:通过气体辅助成型,可以在产品设计上实现更大的自由度,灵活性更高,可以制造出更为复杂、精密的产品。
4. 提高生产效率:由于气体辅助成型可以一次性实现多个镶嵌件的成型,因此可以提高生产效率,降低生产成本。
5. 减少废品率:气体辅助成型能够减少由于变形、翘曲等问题导致的废品率,提高产品的成形质量。
二、气体辅助成型技术的应用前景随着工业自动化水平的提高和人们对产品质量和性能要求的提高,气体辅助成型技术在注塑成型中的应用前景越来越广阔。
以下是其应用前景的具体探讨:1. 制造电子产品组件在电子产品制造过程中,一些组件需要在内部形成空洞或内腔结构,以容纳电路板和电子元器件。
传统注塑成型很难实现这种内部空洞的制造,而气体辅助成型技术能够轻松地实现这种需求。
因此,气体辅助成型技术在制造电子产品组件方面有着广阔的应用前景。
2. 制造汽车零部件汽车行业是注塑成型的重要应用领域之一,而气体辅助成型技术正好满足了汽车零部件制造上的一些需求。