专用铣床液压系统设计全套图纸
- 格式:doc
- 大小:778.56 KB
- 文档页数:37
(此文档为word格式,下载后您可任意编辑修改!)摘要1.铣床概述铣床是用铣刀对工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
2.液压技术发展趋势液压技术是实现现代化传动与控制的关键技术之一,世界各国对液压工业的发展都给予很大重视。
液压气动技术具有独特的优点,如:液压技术具有功率传动比大,体积小,频响高,压力、流量可控性好,可柔性传送动力,易实现直线运动等优点;气动传动具有节能、无污染、低成本、安全可靠、结构简单等优点,并易与微电子、电气技术相结合,形成自动控制系统。
主要发展趋势如下:1.减少损耗,充分利用能量2.泄漏控制3.污染控制4.主动维护5.机电一体化6.液压CAD技术7.新材料、新工艺的应用3. 主要设计内容本设计是设计专用铣床工作台进给液压系统,本机床是一种适用于小型工件作大批量生产的专用机床。
可用端面铣刀,园柱铣刀、园片及各种成型铣刀加工各种类型的小型工件。
设计选择了组成该液压系统的基本液压回路、液压元件,进行了液压系统稳定性校核,绘制了液压系统图,并进行了液压缸的设计。
关键词铣床;液压技术;液压系统;液压缸《专用铣床工作台液压系统》课程设计题目:专用铣床系、班级:机电工程系1班姓名:指导教师:二零一五年三月十号日目录摘要 2毕业设计任务书 5第一章专用铣床液压系统设计 71.1 技术要求 71.2 系统功能设计 71.2.1 工况分析 71.2.2 确定主要参数,绘制工况图 81.2.3 拟定液压系统原理图 101.2.4 组成液压系统 101.3系统液压元件、辅件设计12第二章专用铣床液压系统中液压缸的设计172.1 液压缸主要尺寸的确定 172.2 液压缸的结构设计 20致谢24参考文献 25毕业设计任务书一、设计课题专用铣床液压系统设计二、设计依据某铣床工作台为卧式布置(导轨为水平导轨,其静、动摩擦因数µs=0.2;µd= 0.1),拟采用缸筒固定的液压缸驱动工作台,完成工件铣削加工时的进给运动;工件采用机械方式夹紧。
专用铣床液压系统设计课程设计专用铣床液压系统设计课程设计一、引言在现代机械加工领域,铣床是一种常用的机床设备。
为了提高铣床的运行效率和精度,液压系统被广泛应用于铣床中。
本课程设计旨在通过对专用铣床液压系统的设计,使学生掌握液压系统的原理和设计方法。
二、液压系统基础知识1. 液压系统概述液压系统是利用流体传递能量的一种动力传动系统。
它由液压泵、执行元件、控制元件和辅助元件等组成。
2. 液压传动基本原理液体在容器中形成封闭的流体传递介质,通过液压泵产生的高压油将能量传递到执行元件上,从而实现工作机构的运动。
3. 液压执行元件常见的液压执行元件包括油缸、马达和阀门等。
油缸通过受力面积差异实现线性运动,马达则通过转子与定子之间的摩擦力实现旋转运动。
三、专用铣床液压系统设计1. 设计目标专用铣床液压系统的设计目标是实现铣床的高效率、高精度和安全稳定的运行。
2. 系统组成专用铣床液压系统主要由液压泵、油缸、控制阀和辅助元件等组成。
液压泵负责产生高压油,油缸负责驱动工作台进行运动,控制阀则用于控制油液的流向和压力。
3. 液压系统参数选择根据铣床的工作要求和性能指标,选择合适的液压元件参数。
包括液压泵的流量、工作台的移动速度和承载能力等。
4. 液压系统布局设计根据铣床结构和工作台运动方式,合理布局液压元件。
保证油路畅通,减小能量损失和泄漏。
5. 液压系统控制策略设计根据铣床的工作过程,确定合理的控制策略。
可以采用手动控制或自动控制方式,实现对工作台运动的精确控制。
6. 液压系统安全保护设计在液压系统中添加安全保护装置,如过载保护阀、压力传感器和液压缸的行程限位装置等,以确保铣床的安全运行。
四、课程设计步骤1. 确定课程设计内容和目标明确课程设计的具体内容和目标,包括液压系统的基本原理、专用铣床液压系统的设计要求等。
2. 学习液压系统基础知识学生需要通过自学或教师讲解等方式,掌握液压系统的基本原理、执行元件和控制元件等知识。
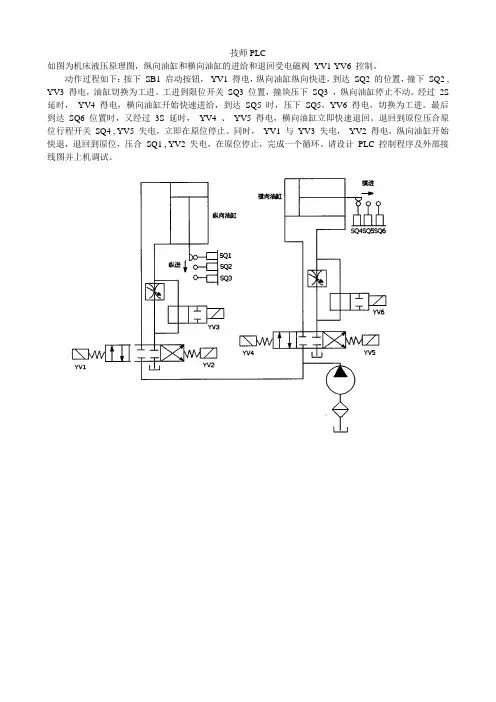
技师PLC如图为机床液压原理图,纵向油缸和横向油缸的进给和退回受电磁阀YV1-YV6 控制。
动作过程如下:按下SB1 启动按钮,YV1 得电,纵向油缸纵向快进,到达SQ2 的位置,撞下SQ2 , YV3 得电,油缸切换为工进。
工进到限位开关SQ3 位置,撞块压下SQ3 ,纵向油缸停止不动。
经过2S 延时,YV4 得电,横向油缸开始快速进给,到达SQ5 时,压下SQ5,YV6 得电,切换为工进。
最后到达SQ6 位置时,又经过3S 延时,YV4 、YV5 得电,横向油缸立即快速退回。
退回到原位压合原位行程开关SQ4 , YV5 失电,立即在原位停止。
同时,YV1 与YV3 失电,YV2 得电,纵向油缸开始快退,退回到原位,压合SQ1 , YV2 失电,在原位停止,完成一个循环。
请设计PLC 控制程序及外部接线图并上机调试。
一、X62W万能铣床的主要结构X62W万能铣床主要由底座、床身、悬梁、主轴、刀杆支架、工作台、回转盘、横溜板和升降台等部分组成。
右图所示是其外形及结构。
1—床身;2—主轴;3—刀杆支架;4—悬梁;5—工作台;6—回转盘;7—横溜板;8—升降台;二、X62W万能铣床主要运动形式及控制要求1.主运动X62W万能铣床的主运动是主轴带动铣刀的旋转运动。
铣削加工有顺铣和逆铣两种加工方式,所以要求主轴电动机能正转和反转,但考虑到大多数情况下一批或多批工件只用一个方向铣削,在加工过程中不需要变换主轴旋转的方向,因此用组合开关来控制主轴电动机的正转和反转。
铣削加工是一种不连续的切削加工方式,为减小振动,主轴上装有惯性轮,但这样会造成主轴停车困难,为此主轴电动机采用电磁离合器制动以实现准确停车。
铣削加工过程中需要主轴调速,采用改变变速箱的齿轮传动比来实现,主轴电动机不需要调速。
2.进给运动进给运动是指工件随工作台在前后、左右和上下六个方向上的运动以及随圆形工作台的旋转运动。
铣床的工作台要求有前后、左右和上下六个方向上的进给运动和快速移动,所以要求进给电动机能正反转。
新疆工程学院课程设计题目:专用铣床液压系统设计系部: 机械工程系专业: 矿山机电班级: 矿电11-8(1)班姓名:学号: 2011230134指导老师:完成日期: 2013.7.3机械工程系课程设计任务书教研室主任(签名)系(部)主任(签名)2013新疆工程学院机械工程系课程设计成绩表目录一、铣床液压系统的要求1-1铣床的介绍及作用 (1)1-2设计流程图 (1)1-3设计依据 (1)1-4工况分析 (2)二液压系统的主要参数2-1油缸的工作压力 (4)2-2计算油缸尺寸 (5)2-3油缸各工况的压力、流量、功率的计算 (5)2-4液压缸工况图 (7)三、确定液压系统方案和拟定液压系统原理图3- 1确定油源及调速方式 (8)3- 2选择基本回路 (8)3-3选择调压回路 (9)四、选择液压元件4-1液压泵的选择 (10)4-2阀类元件及辅助元件的选择 (12)4--3确定油管直径 (12)4- 4油箱的设计 (13)五、验算系统性能5-1油液温升的验算 (14)设计小结 (16)参考文献 (17)一、铣床的介绍及作用铣床是一种主要用于金属切削的机床,铣床用来切削平面,或者用特殊形状的铣刀铣出成型表面、螺旋槽或齿轮的齿形等。
铣削时,工件装在工作台上或分度头等附件上,铣刀作旋转的切削运动,辅以工作台作进给运动。
二、设计流程图液压系统设计与整机设计是紧密联系的,设计步骤的一般流程如图下面将按照这一流程图来进行本次液压课程设计。
三、设计依据:专用铣床工作台重量G1=2900N,工件及夹具重量G2=1000N,切削力最大为8000N,工作台的快进速度为 4.8m/min,工进速度为80~1000mm/min,行程为L=330mm(工进行程可调),工作台往复加速、减速时间的时间t=0.05s,假定工作台用平导轨,静摩擦系数fs=0.2,动摩擦系数fd =0.1。
试设计其液压系统。
四、工况分析液压系统的工况分析是指对液压执行元件进行运动分析和负载分析,目的是查明每个执行元件在各自工作过程中的流量、压力、功率的变化规律,作为拟定液压系统方案,确定系统主要参数(压力和流量)的依据。
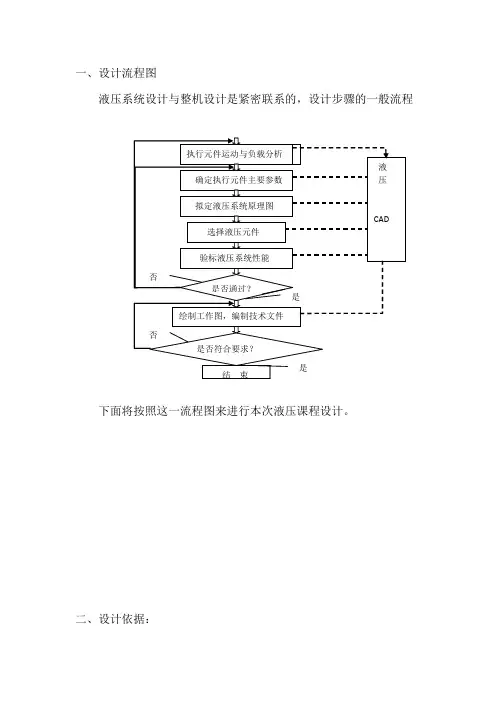
一、设计流程图液压系统设计与整机设计是紧密联系的,设计步骤的一般流程下面将按照这一流程图来进行本次液压课程设计。
二、设计依据:明确液压系统的设计要求 执行元件运动与负载分析 确定执行元件主要参数 拟定液压系统原理图 选择液压元件 验标液压系统性能是否通过?绘制工作图,编制技术文件是否符合要求? 结 束液压 CAD否否是是设计一台专用铣床的液压系统,铣头驱动电机的功率N=7.5KW,铣刀直径为D=100mm,转速为n=300rpm,若工作台重量400kg,工件及夹具最大重量为150kg,工作台总行程L=400mm,工进为100mm,快退,快进速度为5m/min,工进速度为50~1000mm/min,加速、减速时间t=0.05s,工作台用平导轨,静摩擦系数fj=0.2,动摩擦系数fd=0.1。
设计此专用铣床液压系统。
三、工况分析液压系统的工况分析是指对液压执行元件进行运动分析和负载分析,目的是查明每个执行元件在各自工作过程中的流量、压力、功率的变化规律,作为拟定液压系统方案,确定系统主要参数(压力和流量)的依据。
负载分析 (一) 外负载Fw=1000P/V=60000·1000P/ 3.14Dn=4774.65N (二) 阻力负载静摩擦力:Ffj=(G1+G2)·fj其中 Ffj —静摩擦力N G1、G2—工作台及工件的重量N fj —静摩擦系数 由设计依据可得:Ffj=(G1+G2)·fj=(4500+1500)X0.2=1200N 动摩擦力Ffd=(G1+G2)·fd 其中 Ffd —动摩擦力N fd —动摩擦系数同理可得: Ffd=(G1+G2)·fd=(4500+1500)X0.1=600N(三) 惯性负载机床工作部件的总质量m=(G1+G2)/g=6000/9.81=611.6kg惯性力Fm=m ·a==1019.37N其中:a —执行元件加速度 m/s ² 0t u u a t-=ut —执行元件末速度 m/s ² u0—执行元件初速度m/s ²t —执行元件加速时间s因此,执行元件在各动作阶段中负载计算如下表所示: (查液压缸的机械效率为0.96,可计算液压缸各段负载,如下表) 工况 油缸负载(N ) 液压缸负载(N ) 液压缸推力(N ) 启动 F=Ffj 1200 1250 加速 F=Ffd+Fm 1619.37 1686.84 快进 F=Ffd 600 625 工进 F=Ffd+ Fw 5374.65 5598.60 快退F=Ffd600625按上表的数值绘制负载如图所示。
20** 届毕业设计(论文)材料系、部:学生姓名:指导教师:职称:专业:班级:学号:20**年05月20**届毕业设计(论文)课题任务书系:机械工程系专业:机械制造与自动化20**届毕业设计说明书专用铣床液压系统设计系、部:学生姓名:指导教师:职称专业:班级:完成时间:摘要1.铣床概述铣床是用铣刀对工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
2.液压技术发展趋势液压技术是实现现代化传动与控制的关键技术之一,世界各国对液压工业的发展都给予很大重视。
液压气动技术具有独特的优点,如:液压技术具有功率传动比大,体积小,频响高,压力、流量可控性好,可柔性传送动力,易实现直线运动等优点;气动传动具有节能、无污染、低成本、安全可靠、结构简单等优点,并易与微电子、电气技术相结合,形成自动控制系统。
主要发展趋势如下:1.减少损耗,充分利用能量2.泄漏控制3.污染控制4.主动维护5.机电一体化6.液压CAD技术7.新材料、新工艺的应用3. 主要设计内容本设计是设计专用铣床工作台进给液压系统,本机床是一种适用于小型工件作大批量生产的专用机床。
可用端面铣刀,园柱铣刀、园片及各种成型铣刀加工各种类型的小型工件。
设计选择了组成该液压系统的基本液压回路、液压元件,进行了液压系统稳定性校核,绘制了液压系统图,并进行了液压缸的设计。
关键词铣床;液压技术;液压系统;液压缸ABSTRACT1. Milling machine is general to stateMilling machine is to carry out the machine tool of milling processing with milling cutter for workpiece. Milling machine excludes can milling plane, groove, gear teeth, thread and spline axle are outside, can still process more complex type surface, efficiency has high planer comparatively, when mechanical production and repair department get extensive application.2. Hydraulic technology develops tendencyHydraulic technology is that the one of crucial technical, world countries that realize modern transmission and control give great attention to the development of hydraulic industry. Hydraulic pneumatic technology has unique advantage , such as: Hydraulic technology has power weight than is big, volume is little, frequently loud and high, pressure and rate of flow may control sex well, it may be flexible to deliver power , is easy to realize the advantages such as the sport of straight line; Pneumatic transmission has energy saving, free from contamination, low cost and safe reliable, structural simple etc. advantage , and is easy to form automatic control system with microelectronics and electric in technology. Develop tendency mainly to be as follows:1. Reduce wastage , use energy2 fully. Leak control3. Pollute control4. Defend5 initiatively. Electromechanical unifinication6. Hydraulic CAD technical7. The application of new material and new technology3. Design content mainlyQuantity of production. May use the garden column milling cutter, garden flat and milling cutter of end panel and is various to process the small-sized workpiece of various types into type milling cutter.Designing have selected to form hydraulic element and the basically hydraulic loop of this hydraulic system , have carried out hydraulic systematic stability school nucleus , have drawn hydraulic system to seek , and have carried out the design of hydraulic big jar.Key words milling machine;hydraulic technology;hydraulic system;hydraulic big jar目录摘要 2 毕业设计任务书 5 第一章专用铣床液压系统设计 7 1.1 技术要求 7 1.2 系统功能设计 71.2.1 工况分析 71.2.2 确定主要参数,绘制工况图 81.2.3 拟定液压系统原理图 101.2.4 组成液压系统 10 1.3系统液压元件、辅件设计12 第二章专用铣床液压系统中液压缸的设计17 2.1 液压缸主要尺寸的确定 17 2.2 液压缸的结构设计 20 致谢24 参考文献 25毕业设计任务书一、设计课题专用铣床液压系统设计二、设计依据某铣床工作台为卧式布置(导轨为水平导轨,其静、动摩擦因数µs=0.2;µd=0.1),拟采用缸筒固定的液压缸驱动工作台,完成工件铣削加工时的进给运动;工件采用机械方式夹紧。
可编辑修改精选全文完整版液压系统设计半自动液压专用铣床液压系统1.设计要求设计一台用成型铣刀在加工件上加工出成型面的液压专用铣床,工作循环:手工上料——自动夹紧——工作台快进——铣削进给——工作台快退——夹具松开——手工卸料。
2.设计参数设计参数见表11和表12。
其中:工作台液压缸负载力(KN):FL=2.2夹紧液压缸负载力(KN):Fc= 4.8工作台液压缸移动件重力(KN):G=3.5夹紧液压缸负移动件重力(N)G c=30 工作台快进、快退速度(m/min):V1=V3 =5.5夹紧液压缸行程(mm):L c=10工作台工进速度(mm/min):V2=55 夹紧液压缸运动时间(S):t c=1工作台液压缸快进行程(mm):L1=450导轨面静摩擦系数:μs=0.2工作台液压缸工进行程(mm):L2=80导轨面动摩擦系数:μd=0.1工作台启动时间(S)t=0.53.完成工作量液压系统原理图(A3);零件图和部件装配图各1张(A3);设计说明书1份,零部件目录表1份。
注:在进行零部件设计时,集成块和油箱部件可以任选。
表一〈一〉工况分析:1.运动参数分析根据主机要求画出动作循环图,然后根据动作循环图和速度要求画出速度与路程的工况图。
夹紧松开2.动力参数分析(1)计算各阶段的负载1.启动和加速阶段的负载Fq从静止到快速的启动时间很短,故以加速过程进行计算,但摩擦阻力仍按静摩擦阻力考虑。
F q =Fj+Fi+Fm其中Fm=0.1FqFq = Fj+Fg+FmFq=850N2.快速阶段的负载FkF k =Fdm+Fm=0.1×3500+0.1FkFk=389N3.工进阶段的负载FgjFgj = Fdm+ Fl+ Fm=0.1X3500+2200+85 =2833N4.快退阶段的负载FktFkt =Fk=388.89N5.夹紧缸最大夹紧力FmaxFmax =Fc+UsGc+Gc/gXLc/tc2+0.1Fmax=5340N6.夹紧缸最小夹紧力FminFmin = Fc+UdGc+Gc/gXLc/tc2+0.1Fmin=5337N速度与路程的工况图:负载与路程的工况图:表二液压缸负载与工作压力之间的关系:表三液压缸内径尺寸系列:(mm)表四活塞杆直径尺寸系列:(mm)〈二〉计算液压缸尺寸和所需流量:1.工作压力的确定,查表二,取工作压力P=1MPa 2.计算液压缸尺寸(1)液压缸的有效工作面积A1A1=FP=28331000000=2833(mm2)液压缸内径:D=(4A1/π)1/2=60(mm)查表三,取标准值D=63mm(2)活塞杆直径:要求快进与快退的速度相等,故用差动连接方式,所以,取d=0.7D=44.1mm,查表四,取标准值d=45mm。
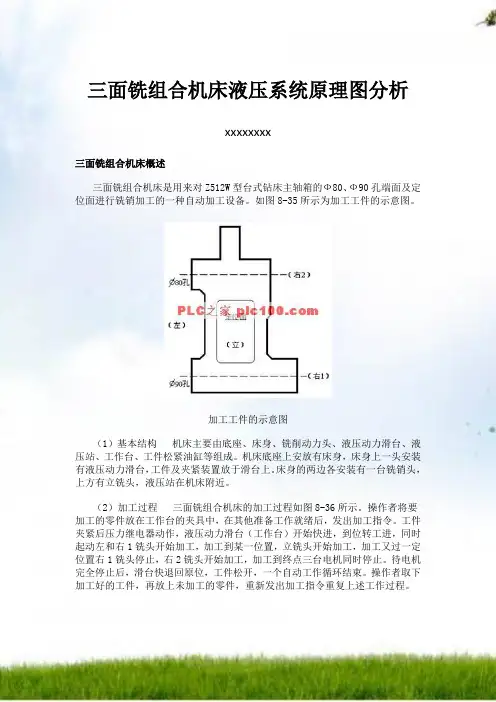
三面铣组合机床液压系统原理图分析xxxxxxxx三面铣组合机床概述三面铣组合机床是用来对Z512W型台式钻床主轴箱的Ф80、Ф90孔端面及定位面进行铣销加工的一种自动加工设备。
如图8-35所示为加工工件的示意图。
加工工件的示意图(1)基本结构机床主要由底座、床身、铣削动力头、液压动力滑台、液压站、工作台、工件松紧油缸等组成。
机床底座上安放有床身,床身上一头安装有液压动力滑台,工件及夹紧装置放于滑台上。
床身的两边各安装有一台铣销头,上方有立铣头,液压站在机床附近。
(2)加工过程三面铣组合机床的加工过程如图8-36所示。
操作者将要加工的零件放在工作台的夹具中,在其他准备工作就绪后,发出加工指令。
工件夹紧后压力继电器动作,液压动力滑台(工作台)开始快进,到位转工进,同时起动左和右1铣头开始加工,加工到某一位置,立铣头开始加工,加工又过一定位置右1铣头停止,右2铣头开始加工,加工到终点三台电机同时停止。
待电机完全停止后,滑台快退回原位,工件松开,一个自动工作循环结束。
操作者取下加工好的工件,再放上未加工的零件,重新发出加工指令重复上述工作过程。
三面铣组合机床的加工过程上述部分为摘录液压系统原理图分析此系统可分为两个回路:一、夹紧回路(上图篮框所示);二、加工回路(上图红框所示)DT YV1 YV2 YV3 YV4 YV5 BP1 BP2 原位—+ —————夹紧+ —————+快进+ —+ ——+ +工进+ —+ —+ —+ 死挡铁停留+ —+ —+ —+ 快退+ ——+ ——+松开—+ —————三面铣组合机床中液压动力滑台-原位夹紧回路高压油:油箱→单项变量液压泵→直动型减压泵→单向阀→两位四通换向阀(YV2工作,右位)→夹紧油缸右腔。
夹紧回路低压油:夹紧油缸左腔→两位四通换向阀(YV2工作,右位)→油箱加工回路高压油:回路不通(YV3、YV4不工作,两位四通换向阀处于中位),外控平衡阀打开。
三面铣组合机床中液压动力滑台-夹紧夹紧回路高压油:油箱→单项变量液压泵→直动型减压泵→单向阀→两位四通换向阀(YV1工作,左位,BP2工作)→夹紧油缸左腔。
前言液压传动相关于机械传动来讲,是一门进展较晚的技术。
自18世纪末英国制成世界上第一台水压机算起,液压传动技术只有二三百年的历史。
直到20世纪30年代它才较普遍地用于起重机、机床及工程机械。
在第二次世界大战期间,由于战争需要,显现了由响应迅速、精度高的液压操纵机构所装备的各类军事武器。
第二次世界大战终止后,战后液压技术迅速转向民用工业,液压技术不断应用于各类自动机及自动生产线,从而使它在机械制造、工程机械、农业机械、汽车制造等行业取得推行应用。
[7] 20世纪60年代以来,液压技术随着原子能、空间技术、运算机技术的进展而迅速进展,并渗透到各个工业领域中。
液压技术开始向高速、高压、大功率、高效率、低噪声、经久耐用、高度集成化的方向进展。
同时,新型液压元件和液压系统的运算机辅助设计(C AD)、运算机辅助测试(CA T)、运算机直接操纵(C DC)、机电一体化技术、靠得住性技术等方面也是当前液压传动及操纵技术进展和研究的方向。
我国的液压工业开始于20世纪50年代,最初只应用于机床和锻压设备上,后来又用于拖沓机和工程机械。
此刻,我国的液压元件随着从国外引进一些液压元件、生产技术和进行自行设计,现已形成了系列,并在各类机械设备上取得了普遍的利用。
我国的液压技术在21世纪必将取得更快的进展。
本次设计机床的液压系统,运用了液压传动系统的各方面知识,通过对液压系统的工作循环和工况分析计算其技术参数,选择系统的回路、元件、附件等。
在知足其利用要求的前提下使系统质量轻,体积小,性能完善,保护方便。
1 绪论液压技术的应用液压技术是涉及液体流动和液体压力规律的科学技术。
近十几年来,液压技术进展超级快,应用领域也不断拓展,几乎囊括了国民经济的各个部门:工业、农业和国防等各个部门。
如机械制造业、其中设备、矿山机械、工程机械、农业机械和化工机械;又如军舰上的舵机、雷达扫描设备、坦克、火炮、飞机、导弹等都采纳了液压技术。
专门是在机床行业中,油液采纳液压传动能够实现无极变速、自动化和在往复运动中实现频繁的换向等,因此它的应用正在不断的扩大和完善。
液压传动课程设计题目名称专用铣床的液压系统设计专业班级学生姓名学号指导教师机械与车辆工程系二○一六年月日目录液压传动课程设计任务书 (3)蚌埠学院本科课程设计评阅表 (4)1 分析负载 (6)1.1 负载分析 (6)1.1.1 外负载 (6)1.1.2 惯性负载 (6)1.1.3 阻力负载 (6)2 确定执行元件主要参数 (7)3 设计液压系统方案和拟定液压系统原理图 (9)3.1 设计液压系统方案 (9)3.2 选择基本回路 (10)3.2.1 调速回路 (10)3.2.2 换向回路和卸荷回路 (10)3.2.3 快速运动回路 (11)3.2.4 压力控制回路 (11)3.3 将液压回路综合成液压系统 (12)4 选择液压元件 (13)4.1 液压缸 (13)4.2 阀类元件及辅助元件 (14)4.3 油管 (15)4.4 油箱 (15)5 验算液压系统性能 (15)5.1 验算系统压力损失并确定压力阀的调整值 (15)5.2 验算油液温升 (17)设计小结 (18)参考文献 (19)蚌埠学院机械与车辆工程系液压传动课程设计任务书班级姓名学号指导教师:一、设计题目:设计一台专用铣床的液压传动系统,若工作台、工件和夹具的总重量力为14000N,轴向切削力为10KN,工作台总行程300mm,工作行程180mm,快进与快退速度均为6m/min,工进速度为30-800mm/min,加速和减速时间均为0.05s,工作台采用平导轨,静摩擦系数为0.2,动摩擦系数为0.1,设计该机床的液压传动系统。
二、设计要求:液压系统图拟定时需要提供2种以上的设计方案的选择比较。
从中选择你认为更好的一种进行系统元件选择计算。
三、工作量要求1·液压系统图1张(A1)2·液压缸装配图1张3·设计计算说明书1份四、设计时间:2016年6月6日--2016年6月12日蚌埠学院本科课程设计评阅表机械与车辆工程系2015级专业学生姓名学号课题名称专用铣床的液压系统设计指导教师评语:指导教师(签名):2016年6月16日评定成绩1 分析负载1.1 负载分析1.1.1 外负载Ft=10KN1.1.2 惯性负载机床工作部件的总质量m=1400kg,取t=0.05s。
摘要1.铣床概述铣床是用铣刀对工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
2.液压技术发展趋势液压技术是实现现代化传动与控制的关键技术之一,世界各国对液压工业的发展都给予很大重视。
液压气动技术具有独特的优点,如:液压技术具有功率传动比大,体积小,频响高,压力、流量可控性好,可柔性传送动力,易实现直线运动等优点;气动传动具有节能、无污染、低成本、安全可靠、结构简单等优点,并易与微电子、电气技术相结合,形成自动控制系统。
主要发展趋势如下:1.减少损耗,充分利用能量2.泄漏控制3.污染控制4.主动维护5.机电一体化6.液压CAD技术7.新材料、新工艺的应用3. 主要设计内容本设计是设计专用铣床工作台进给液压系统,本机床是一种适用于小型工件作大批量生产的专用机床。
可用端面铣刀,园柱铣刀、园片及各种成型铣刀加工各种类型的小型工件。
设计选择了组成该液压系统的基本液压回路、液压元件,进行了液压系统稳定性校核,绘制了液压系统图,并进行了液压缸的设计。
关键词铣床;液压技术;液压系统;液压缸《专用铣床工作台液压系统》课程设计题目:专用铣床系、班级:机电工程系1班姓名:指导教师:二零一五年三月十号日目录摘要 2 毕业设计任务书 5 第一章专用铣床液压系统设计 7 1.1 技术要求 7 1.2 系统功能设计 71.2.1 工况分析 71.2.2 确定主要参数,绘制工况图 81.2.3 拟定液压系统原理图 101.2.4 组成液压系统 10 1.3系统液压元件、辅件设计12 第二章专用铣床液压系统中液压缸的设计17 2.1 液压缸主要尺寸的确定 17 2.2 液压缸的结构设计 20 致谢24 参考文献 25毕业设计任务书一、设计课题专用铣床液压系统设计二、设计依据某铣床工作台为卧式布置(导轨为水平导轨,其静、动摩擦因数µs=0.2;µd= 0.1),拟采用缸筒固定的液压缸驱动工作台,完成工件铣削加工时的进给运动;工件采用机械方式夹紧。
工作台由液压与电气配合实现的自动循环要求为:快进—→工进—→快退—→停止。
工作台除了机动外,还能实现手动。
铣床工作台的运动参数和动力参数如表所列。
表铣床工作台的运动参数和动力参数三、设计任务及要求设计要求:设计选择组成该液压系统的基本液压回路并说明液压系统的工作原理,设计计算选择液压元件,进行液压系统稳定性校核,绘液压系统图,设计液压缸,编写液压系统设计说明书。
设计任务:1 设计说明书一份2 绘制液压系统图(A1)3 专用铣床示意图(A1)4 液压缸装配图(A1)5 液压缸各零件图(缸体、活塞、活塞杆、缸盖)第一章专用铣床液压系统设计1.1技术要求铣床采用缸筒固定的液压缸驱动工作台,卧式布置,,完成工件铣削加工时的进给运动;工件采用机械方式夹紧。
工作台由液压与电气配合实现的自动循环要求为:快进—→工进—→快退—→停止。
工作台除了机动外,还能实现手动。
铣床工作台的运动参数和动力参数如表1.1所列。
表1.1 铣床工作台的运动参数和动力参数1.2系统功能设计1.2.1 工况分析工作台液压缸外负载计算结果见表1.2表1.2 工作台液压缸外负载计算结果由表1.1和表1.2即可绘制出图一所示液压缸的行程特性(L-t)图、速度特性(v-t)图和负载特性(F-t)图。
图1.1 液压缸的L-t图、v-t图和F-t图1.2.2 确定主要参数,编制工况图由参考文献一,初选液压缸的设计压力P1=3MPa.为了满足工作台进退速度相等,并减小液压泵的流量,今将液压缸的无杆腔作为主工作腔,并在快进时差动连接,则液压缸无杆腔的有效面积A 1 与A 2应满足A 1=2A 2(即液压缸内径D 和活塞杆直径d 间应满足:D=2d.)为防止工进结束时发生前冲,液压缸需保持一定回油背压。
由参考文献一,暂取背压为0.8MPa ,并取液压缸机械效率ηcm =0.9,则可计算出液压缸无杆腔的有效面积。
)(104010)28.03(9.09550)2(246211m P P FA cm -⨯=⨯--=-=η液压缸内径:按GB/T2348-1980,取标准值D=80mm=8cm,因A 1=2A 2,故活塞杆直径为标准直径)(6.5562/82/cm mm D d =≈==则液压缸的实际有效面积为)(25)(25)6.58(4)(4)(504842212222222221cm A A A cm d D A cm D A =-==-=-==⨯==ππππ差动连接快进时,液压缸有杆腔压力P 2必须大于无杆腔压力P 1;其差值估取△P= P 2- P 1=0.5MPa,并注意到启动瞬间液压缸尚未移动,此时△P=0;另外,取快退时的回油压力损失为0.5MPa 。
根据上述假定条件经计算得到液压缸工作循环中各阶段的压力、流量和功率,并可绘出其工况图(图1.2)。
表1.3 液压缸工作循环中各阶段的压力、流量和功率图1.2 液压缸的工况图图二 液压缸的工况图1.2.3 拟定液压系统原理图1)选择液压回路①调速回路与动力源由工况图可以看到,液压系统在快速进退阶段,负载压力较低,流量较大,且持续时间较短;而系统在工进阶段,负载压力较高、流量较小,持续时间较长。
同时注意到铣削加工过程中铣削里的变化和顺铣及逆铣两种情况,为此,采用回油路调速阀节流调速回路。
这样,可以保证进给运动平稳性和速度稳定。
在确定主要参数时,已决定快速进给时液压缸采用差动连接,所以所需动力源的流量较小,从简单经济学观点,此处选用单定量泵供油。
②油路循环方式由于上已选用节流调速回路,系统必然为开式循环方式。
③换向与速度换接回路综合考虑到铣床自动化程度要求较高、但工作台终点位置的定位精度要求不高、工作台可机动也可手动、系统压力低流量小、工作台换向过渡位置不应出现液压冲击等因素,选用三位四通“Y”型中位机能的电磁滑阀作为系统的主换向阀。
选用二位三通电磁换向阀实现差动连接。
通过电气行程开关控制换向阀电磁铁的通断电即可实现自动换向和速度换接。
④压力控制回路在泵出口并联一先导式溢流阀,实现系统的定压溢流,同时在溢流阀的远程控制口连接一个二位二通的电磁换向阀,以便一个工作循环结束后,等待装卸工件时,液压泵卸载,并便于液压泵空载下迅速启动。
1.2.4组成液压系统在主回路初步选定的基础上,只要增添一些必要的辅助回路便可组成完整的液压系统了。
如:在液压泵进口(吸油口)设置一过滤器;出口设一压力表及压力表开关,以便观测液压泵的压力。
经过整理所组成的液压系统如图1.3所示,其对应的动作顺序如表1.4。
图1.3 专用铣床工作台液压系统1—过滤器 2—定量叶片泵 3—压力表开关 5—先导式溢流阀6—二位二通电磁换向阀 7—单向阀 8—三位四通电磁换向阀9—单向调速阀 10—二位三通电磁换向阀 11—液压缸表1.4 专用铣床液压系统动作顺序表注:“+”——通电;“-”——断电。
行程开关安装在液压缸经过的路径上。
快进回路:进油:1→2→7→8→11;回油:10→8。
工进回路:进油:1→2→7→8→11;回油:10→9→8→油箱。
快退回路:进油:1→2→7→9→10;回油:11→8→油箱。
卸载:1→2→5→6→油箱。
1.3系统液压元件、辅件设计 1.3.1 液压泵及其驱动电机由液压缸的工况图1.2或表1.3可以查得液压缸的最高工作压力出现在工进阶段,p 1=2.52MPa 。
此时缸的输入流量较小,且进油路元件较少,故泵至缸间的进油路压力损失估取为△p=0.5MPa.则液压泵的最高工作压力pp 为P p ≥p 1+△p=2.52+0.5=3.02(MPa)考虑压力储备,液压泵的最高压力为P p =3.02(1+25%)=3.77(MPa)液压泵的最大供油量q p 按液压缸的最大输入流量(10.8L/mm )进行估算。
取泄露系数K=1.1,则q p ≥1.1×10.8L/min=11.88L/min按第七章表7-108查得:YB1-10型单级叶片泵能满足上述估算得出的压力和流量要求:该泵的额定压力为6.3MPa ,公称排量V=10mL/min ,额定转速为n=1450r/min 。
现估取泵的容积效率ηv =0.85,当选用转速n=1400r/min 的驱动电动机时,泵的流量为q p =Vn ηv=10×1400×0.85=11.90(L/min )≈12(L/min)由工况图1.2可知,最大功率出现在快退阶段,查表1-13取泵的总效率为ηp=0.75,则选用的电动机型号:由参考文献一表7-134查得,Y90S-4型封闭式三相异步电动机满足上述要求,其转速为1400r/min,额定功率为1.1kW 。
根据所选择的液压泵规格及系统工作情况,可算出液压缸在各阶段的实际进、出流量,运动速度和持续时间(见表1.5),从而为其他液压元件的选择及系统的性能计算奠定基础。
1.3.2 液压控制阀和部分液压辅助元件根据系统工作压力与通过各液压控制阀及部分辅助元件的最大流量,查产品样本)(3306075.010121024.166w q p N ppp p =⨯⨯⨯⨯==-η所选择的元件型号规格如表1.6所列。
表1.5 液压缸在各阶段的实际进出流量、运动速度和持续时间注:工进阶段只计算了调速上限时的参数。
表1.6 专用铣床液压系统中控制阀和部分辅助元件的型号规格注:考虑到液压系统的最大压力均小于 6.3Mpa,故选用了广州机床研究所的中低压系列液压元件;单向调速阀的最小稳定流量为0.07L/min,小于系统最低工进速度时的流量0.15 L/min 。
1.3.3 其他辅助元件及液压油液 1)管件由表1.5可知,流经液压缸无杆腔和有杆腔油管的实际最大流量分别为24 L/min 和12 L/min 。
查表取油管内油液的允许流速为4 L/min ,分别算得无杆腔油管的管径d 无和d 有为查表JB827-66,同时考虑制作方便,两根油管均选用18×2(外径18mm ,壁厚2mm )的10号冷拔无缝钢管(YB231-70);查手册得管材的抗拉强度为mmm vqd mmm v qd 9.70079.04601012442.110112.046010244433==⨯⨯⨯⨯====⨯⨯⨯⨯==--ππππ有无412MPa ,查表取安全系数n=8,对管子的强度进行校核:所选的管子壁厚安全。
其他油管,可直接按所连接的液压元、辅件的接口尺寸决定其管径大小。
2) 油箱取ζ=6,算得液压系统中的油箱容量为L L q V p 72126=⨯==ζ3)液压油液根据所选用的液压泵类型,选用牌号为L-HH32的油液,其运动粘度为32mm2/s 。