不锈钢冲压性能与工艺简介.讲义
- 格式:ppt
- 大小:3.29 MB
- 文档页数:84
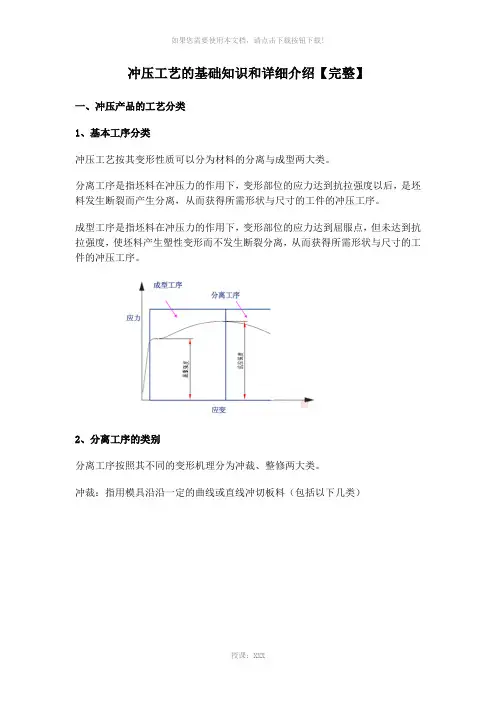
冲压工艺的基础知识和详细介绍【完整】一、冲压产品的工艺分类1、基本工序分类冲压工艺按其变形性质可以分为材料的分离与成型两大类。
分离工序是指坯料在冲压力的作用下,变形部位的应力达到抗拉强度以后,是坯料发生断裂而产生分离,从而获得所需形状与尺寸的工件的冲压工序。
成型工序是指坯料在冲压力的作用下,变形部位的应力达到屈服点,但未达到抗拉强度,使坯料产生塑性变形而不发生断裂分离,从而获得所需形状与尺寸的工件的冲压工序。
2、分离工序的类别分离工序按照其不同的变形机理分为冲裁、整修两大类。
冲裁:指用模具沿沿一定的曲线或直线冲切板料(包括以下几类)整修是对冲裁件的断面部分进行再加工的分离加工方法,整修变形是一种切削机理,其工件的尺寸精度和断面质量比冲裁件好。
3.成型工序的类别成型工序较多,包括:弯曲、拉深、翻边、胀形和挤压工艺等。
(具体如下:)二、冲裁1、冲裁产品的形态与成型过程介绍冲裁产品的形态。
冲裁产品的的断面分为:塌角、光亮带、断裂带、毛刺,这四种形态是在产品冲裁过程中于不同的阶段,不同的部位、不同的应力作用下产生的。
如上图,1塌角 :高度约等于8%T至15%T ;2.光亮带 :高度约等于15%T至55%T ;3.断裂带 :高度约等于35%T至75%T ;4.毛刺 :高度约等于5%T至10%T1)弹性变形阶段受力分析:刃口部分材料受剪切力,力的大小小于弹性极限,若力消失,则材料恢复原始状态。
状态描述:凸模施加压力于材料,材料略挤入凹模刃口。
2)塑性变形阶段受力分析:材料受力由边及中心,逐渐超过弹性极限状态描述:凸模进一步深入材料,在本阶段冲裁件产生塌角以及光亮带3)剪裂阶段受力分析:材料靠近凹模刃口的部分应力首先达到材料的抗剪切强度,使凹模刃口旁边的材料产生的裂纹增大。
而此时凸模刃口部分材料还处于塑性变形阶段,随着冲头的进一步深入材料,冲头附近材料也达到剪切强度,也产生裂纹,再往后两裂纹重合,材料分离。
状态描述:材料分离,上下裂纹重合时相互撕扯产生毛刺三、与产品设计相关的冲裁工艺要点及设计举例1、冲裁产品的分类、作用及结构冲孔 piercing作用 1.作为一般过孔使用(要求较低);2.作为自攻牙底孔使用(产品设计要求光亮带比例较高);3.作为高精度转轴孔使用(要求无毛刺,少断裂带)(采用机械去毛刺的方式或模具倒面的方式)注意:设计冲孔时,由于受到凸模强度的限制, 孔的尺寸不宜太小(一般大于0.5T)落料 stamping作用 1.作为一般外形使用(要求较低);2.作为对接接头激光焊接装配使用(无毛刺、大的光亮带、小的断裂带间隙);3、作为软饰支架使用(要求卷边或者去毛刺)注意:1、产品设计时应该使冲裁件各直线或曲线的连接处有适当的圆角.(否则凹模应力集中,容易损坏);2、考虑到模具线切割的加工工艺,冲裁零件或者落料零件的最小R角不要小于R0.2。
不锈钢冲压焊接工艺不锈钢冲压焊接工艺 - 高质量、深度和广度兼具的探讨1. 引言不锈钢冲压焊接工艺是一种常见的金属加工技术,它将不锈钢片材经过冲压成形后,再通过焊接工艺将不锈钢部件连接在一起。
这种工艺兼具了冲压和焊接的优点,能够满足不同精度和材料要求下的制造需求。
本文将以不锈钢冲压焊接工艺为主题,以深度和广度的方式对其进行评估和探讨。
2. 冲压工艺的介绍2.1 冲压的定义和原理冲压是一种通过外加力将金属板材冲击或挤压成形的金属成形工艺。
它利用冲床等设备对金属板材进行加工,通过模具的压力和形状使得金属板材在空气或液体介质的作用下发生塑性变形,最终得到所需形状的金属件。
2.2 不锈钢冲压工艺的特点不锈钢冲压工艺相比其他金属材料的冲压工艺有其独特的特点。
不锈钢具有高硬度、高强度和耐腐蚀性等特点,其冲压过程中容易产生问题,如卷曲、折皱、变形等。
不锈钢冲压工艺需要更高的技术要求和更精细的操作技巧。
3. 焊接工艺的介绍3.1 焊接的定义和分类焊接是一种将金属材料通过加热或外加能量熔化,并在熔液冷却固化后连接在一起的工艺。
它广泛应用于各个领域的制造工艺中,包括汽车制造、航空航天、电子设备等。
根据焊接方法的不同,焊接可以分为电弧焊接、气体焊接、激光焊接等多种类型。
3.2 不锈钢焊接工艺的重要性不锈钢焊接工艺在不锈钢零件制造中起到了关键的作用。
与其他金属材料焊接不同,不锈钢的焊接需要特殊处理,以避免钢材的烧焦、气孔和晶粒长大等问题。
熟练掌握不锈钢焊接工艺对于保证焊接质量至关重要。
4. 不锈钢冲压焊接工艺的应用4.1 不锈钢冲压焊接工艺在汽车制造中的应用汽车制造领域对于不锈钢冲压焊接工艺的需求较高。
不锈钢能够提供汽车外部的光亮度和抗腐蚀性,而冲压焊接工艺能够实现汽车外壳的多种形状和结构。
通过合理的冲压和焊接工艺的组合,可以实现汽车外部结构件的高质量和高精度。
4.2 不锈钢冲压焊接工艺在家电制造中的应用家电制造领域也广泛应用了不锈钢冲压焊接工艺。
不锈钢板冲压工艺一、引言不锈钢板冲压工艺是一种常见的金属加工方法,广泛应用于制造业中。
本文将介绍不锈钢板冲压工艺的定义、工艺流程、设备和工具、工艺参数的选择以及常见问题与解决方法。
二、不锈钢板冲压工艺的定义不锈钢板冲压是指通过冲压设备将不锈钢板材料按照一定形状进行冲压加工的工艺。
冲压过程中,通过冲床设备对不锈钢板施加压力,使其在模具的作用下发生塑性变形,从而获得所需形状的零件。
三、不锈钢板冲压工艺的流程1. 设计模具:根据产品的要求和尺寸,设计相应的冲压模具。
2. 材料准备:选择合适的不锈钢板材料,并进行切割和清洁处理。
3. 板料上料:将不锈钢板材料放置于冲床设备上,并固定好。
4. 模具安装:将设计好的冲压模具安装到冲床上,保证其稳定和准确。
5. 冲压加工:启动冲床设备,通过冲击力将模具冲压在不锈钢板上,使其发生塑性变形。
6. 零件脱模:待冲压完成后,将零件从模具中取出。
7. 后处理:对冲压后的零件进行清洁、抛光、涂层等处理,以达到产品的要求。
四、不锈钢板冲压工艺的设备和工具1. 冲床设备:冲床是不锈钢板冲压工艺的核心设备,通过提供冲击力使不锈钢板发生塑性变形。
2. 冲压模具:冲压模具是不锈钢板冲压工艺中的关键工具,用于固定和塑形不锈钢板。
3. 剪切机:用于将不锈钢板材料进行切割,以满足冲压前的尺寸要求。
4. 清洁设备:用于清洁不锈钢板材料,去除表面的污垢和氧化物。
五、不锈钢板冲压工艺的参数选择1. 冲压力:根据不锈钢板材料的性质和厚度,选择合适的冲压力,以保证冲压过程中的塑性变形和零件的质量。
2. 冲床速度:根据不锈钢板材料的硬度和形状复杂程度,选择合适的冲床速度,以避免过快或过慢导致的问题。
3. 模具间隙:模具间隙的大小直接影响到不锈钢板冲压的成形效果,应根据不同材料和形状选择适当的模具间隙。
4. 冲压次数:根据产品的要求和不锈钢板材料的厚度,确定合适的冲压次数,以保证零件的质量和生产效率。
不锈钢板冲压工艺一、引言不锈钢板冲压工艺是指利用冲压设备对不锈钢板材进行加工的过程。
不锈钢板具有耐腐蚀、耐高温、强度高等优点,因此在制造业中得到广泛应用。
而冲压工艺是一种高效、精密的金属加工方法,通过冲压设备对不锈钢板进行冲压加工,可以获得各种形状的零部件。
二、工艺流程不锈钢板冲压工艺包括以下几个主要步骤:模具设计、材料准备、板材切割、冲压成型、清洗处理、表面处理、检验、包装等。
1. 模具设计模具是冲压工艺中至关重要的一环。
模具的设计应根据产品的形状和尺寸要求进行,考虑到材料的可冲性、工艺的可行性和生产效率等因素。
合理的模具设计能够提高不锈钢板冲压的精度和效率。
2. 材料准备不锈钢板通常以卷料的形式供应,需要进行切割和切割成适当尺寸的板材。
切割方式可以使用机械切割、等离子切割、激光切割等方法,确保切割尺寸准确。
3. 板材切割切割后的板材需要按照产品要求进行进一步的处理。
通常会使用剪板机、冲床等设备对板材进行冲剪,得到所需形状的零部件。
4. 冲压成型冲压成型是不锈钢板冲压工艺的核心环节。
通过冲压设备和模具,将板材按照预定的形状和尺寸进行冲压成型。
冲压过程中需要控制好冲压速度、冲压力度和冲压深度等参数,以确保成型的精度和质量。
5. 清洗处理为了去除冲压过程中产生的油污、切屑和氧化物等杂质,需要对冲压后的零部件进行清洗处理。
清洗方式可以采用水洗、化学清洗等方法,确保零部件表面干净无杂质。
6. 表面处理不锈钢板冲压后的零部件需要进行表面处理,以提高其耐腐蚀性和美观度。
常见的表面处理方式包括电镀、喷涂、抛光等,根据产品要求选择合适的表面处理方法。
7. 检验冲压后的零部件需要进行质量检验,以确保其尺寸精度和质量符合要求。
常用的检验方法包括尺寸测量、外观检查、物理性能测试等,确保产品符合设计要求。
8. 包装经过检验合格的零部件需要进行包装,以保护其表面免受损坏和腐蚀。
常见的包装方式包括塑料袋包装、泡沫保护、纸箱包装等,根据产品特点选择合适的包装方法。
汽车后门不锈钢门槛条冲压工艺-概述说明以及解释1.引言1.1 概述概述随着汽车产业的不断发展,汽车后门不锈钢门槛条作为一种重要的组装部件,在车辆安全性和美观性方面起着至关重要的作用。
不锈钢门槛条可以有效保护车辆后门的边缘,防止因乘坐人员的进出而造成的划伤和磨损。
同时,它也具备一定的装饰性,能够提升整车的外观品质。
本文将侧重探讨汽车后门不锈钢门槛条的冲压工艺。
冲压工艺是一种常用的金属加工工艺,通过将金属材料置于模具中,利用模具的压力作用使其产生塑性变形,从而制成所需形状的零件。
在汽车后门不锈钢门槛条的制造中,冲压工艺被广泛应用。
本文将首先介绍汽车后门不锈钢门槛条的重要性,以及其在车辆安全性和美观性方面的作用。
接着,将详细探讨汽车后门不锈钢门槛条的冲压工艺,包括材料选用、模具设计、冲压工艺参数等等。
通过对冲压工艺的深入研究和分析,将为汽车后门不锈钢门槛条的生产提供一定的指导和参考。
最后,本文将总结所述内容,并展望未来汽车后门不锈钢门槛条冲压工艺的发展趋势。
我们相信,随着科技的不断进步和工艺的不断创新,汽车后门不锈钢门槛条的冲压工艺将不断优化和提高,为汽车行业带来更高水平的安全性和美观性。
1.2文章结构文章结构应该包括以下几个部分:1. 引言:介绍文章的背景和意义,解释为什么选择研究汽车后门不锈钢门槛条的冲压工艺。
可以提及相关的市场需求和应用前景。
2. 文章目的:明确本文的研究目标和意图,说明希望通过研究汽车后门不锈钢门槛条的冲压工艺可以达到什么样的效果和目的。
3. 文章结构:本文将按照以下方式展开研究:3.1 汽车后门不锈钢门槛条的重要性:首先介绍汽车后门不锈钢门槛条在整个汽车结构中的重要作用,探讨其具有的功能和特点。
通过分析市场需求和应用实例,展示不锈钢门槛条对汽车整体品质和使用体验的重要影响。
3.2 汽车后门不锈钢门槛条的冲压工艺:详细介绍汽车后门不锈钢门槛条的冲压工艺,包括材料的选择、冲压工艺的流程和参数设定,以及工艺中可能遇到的挑战和解决方案。
不锈钢板冲压工艺一、引言不锈钢板冲压工艺是一种常用的金属加工方法,通过将不锈钢板材放置在冲压机上,并利用冲压模具对其进行加工,实现对不锈钢板的形状、尺寸和表面质量的控制。
本文将介绍不锈钢板冲压工艺的基本原理、工艺流程以及常见的冲压缺陷及解决方法。
二、不锈钢板冲压工艺的基本原理不锈钢板冲压工艺的基本原理是利用冲压机的力量,通过冲压模具对不锈钢板进行塑性变形,从而实现所需的形状和尺寸。
在冲压过程中,通过对不锈钢板施加压力,使其在冲压模具的作用下发生塑性变形,最终得到所需的产品。
三、不锈钢板冲压工艺的工艺流程不锈钢板冲压工艺的工艺流程一般包括以下几个步骤:1. 材料准备:选择适当的不锈钢板材作为冲压材料,并进行切割、清洗和表面处理,以确保材料的质量和表面光洁度。
2. 模具设计与制造:根据产品的要求,设计相应的冲压模具,并进行制造。
模具的设计应考虑到产品的形状、尺寸和表面质量要求,以及冲压过程中的力学特性和变形规律。
3. 冲压工艺参数确定:根据不锈钢板的材料性能和冲压模具的特点,确定合理的冲压工艺参数,包括冲压速度、冲压力度、冲压次数等。
4. 冲压加工:将不锈钢板材放置在冲压机上,根据冲压工艺参数进行冲压加工。
在冲压过程中,要注意保持冲压机的稳定运行,避免产生过大的应力和变形。
5. 补救措施与质量检验:根据冲压过程中出现的问题,及时采取相应的补救措施,确保产品的质量。
同时,对冲压产品进行质量检验,检查其尺寸、形状和表面质量是否符合要求。
四、常见的不锈钢板冲压缺陷及解决方法在不锈钢板冲压过程中,可能会出现一些常见的缺陷,如裂纹、变形、表面划痕等。
针对这些问题,可以采取以下解决方法:1. 裂纹:裂纹是由于不锈钢板在冲压过程中产生的应力超过了其抗拉强度而导致的。
为了避免裂纹的产生,可以选择合适的不锈钢板材、合理设计冲压模具、控制冲压参数,并在冲压过程中加工缓冲区。
2. 变形:不锈钢板在冲压过程中容易发生弹性变形和塑性变形。