自动车床凸轮设计辅助工具
- 格式:xls
- 大小:207.00 KB
- 文档页数:6

自动车床凸轮设计详解日志分类:天下杂侃 | 发表于:自动机床上有一种特别的轴叫凸轮轴,由安装在凸轮轴上的凸轮实现自动化.凸轮的运动决定加工顺序、加工时间、工具的进刀、停止等,是不借助人力进行一系列加工的.这样,在自动机床上凸轮发挥的作用就非常大了,凸轮设计的精确极大地影响作业效率和产品的品质.尤其工程顺序,主轴旋转数,进刀量三要素成为凸轮设计的根本,给作业效率、产品品质带来直接地很大地影响.为了决定这些,必须充分地研究产品的形状、精度材质等条件.并且,该公司使用的自动机床一般是被叫作走心型自动机床.此文本凸轮设计需要的机械数据是以T-7为基准作成的.目录1. 一般说明2. 凸轮的种类3. 不切削运转4. 切削运转5. 尺寸调整6. 设计书的作成7. 凸轮设计的实例(附表) 凸轮设计符号一览表1. 一般说明1. 切削原理走心型万能自动机床,刀具仅在半径方向运转,材料一边旋转一边和主轴台共同向轴方向运转.两个组合在一起运转,可以加工成各种各样的形状.以下是各种加工方式:1.由刀具的移动切削(主轴台不动)如图12.由主轴台的运转切削(刀具不动)如图23.刀具和主轴台组合运动切削。
如图3图1 图2 图3刀具台和主轴台,由各自的凸轮控制运转,通常,凸轮旋转一回就作成一个产品,因此凸轮的设计,计算刀具和主轴的正确运转及其绕主轴360°旋转的正确分布两个作业要大致地区分开来.2. 运转的种类刀具台和主轴台的旋转,包含以下几个意义.(1) 不切削运转非生产角刀具一点也不接触工作物的运转.刀具和主轴台从最初的作业位置向其他作业位置移动运转,主轴台为进刀作业前进,后退运转.弹簧的开闭伴随着此运转.这些运转和必要时间由机械的重要项目来决定.不切削运转为了提高生产率,必须尽可能快速运转提速,把加工时间缩小到最小限度.(2) 切削运转生产角是由一个或两个以上的刀具进行加工的运转.这跟工作物的材质,精加工精度,切削面粗糙度,使用刀具的材质等有直接联系.3. 主轴台的运转HS凸轮主轴台的前进是从板凸轮主轴推动进行,后退由一根弹簧进行.对于主轴台的运转,凸轮的设计可以从1∶1到1∶3的任意值来设定.为了减少不切削运转的时间,选择1∶1更好,但是短的产品和要求特别高精度的部品则选定1∶2或者1∶3.高级精密的设计根据产品选1∶2的多.该公司通常使用1∶2.4. 刀具台的运转(1) 刀番号标准刀具台有5个如图4称为1号刀具台,..5号刀具台.(2) 天平刀架1号刀具台和2号刀具台安装在摆动杆上.此刀具的运转是凸轮运转高度的1/3,构造方面也比其他刀具台好,所以主要用于精度较高的重要部分的精加工切削.并且凸轮的上升有使2号刀具台前进切入,同时使1号刀具台后退的作用.凸轮的下降有与其相反的效果.因此除了主轴台以及1号刀具台的其他所有的刀具台随凸轮上升而前进,(随凸轮)下降而后退.但是,只有1号刀具台与此相反,1号刀具台前进凸轮下降,1号刀具台后退凸轮上升.这是在凸轮设计中必须要注意的事项.(3) VT刀架刀具台3,4,5号刀具台能够由各自的凸轮单独前进、后退运转.这些VT刀架刀具台主要用于粗加工,倒角,突切等作业,必要的话也可以用于精加工切削.3号刀具台的杆比为1∶1(刀具和凸轮的运转相同),4,5号刀具台则变成1∶2(刀具的运转是凸轮运转的1/2),根据情况调整杆比稍微变更也是可以的.附件的杆比,除了特别的部品外一般为1∶1.主轴台HS 1:1~1:3天平刀架NO。



汽车发动机凸轮轴加工工艺设计及质量控制研究作者:王林峰来源:《时代汽车》2023年第18期摘要:凸轮轴作为关键性零部件,关乎到汽车发动机的性能表现,因此对凸轮轴的质量与性能提出了较高要求。
本文对汽车发动机凸轮轴的加工工艺进行分析,了解其设计原则以及工艺特征,随后提出了完整的工艺设计流程。
从生产线布置、定位基准选择、加工划分、凸轮形面加工等,并提出定位键优化改善、控制键槽裂纹、主动测量与自然补偿等方式全面提高凸轮轴加工质量。
关键词:汽车发动机凸轮轴质量控制工艺设计1 引言近年来我国汽车行业迅速发展,发动机生产厂商获得了前所未有的生产动力。
而在汽车发动机中最为重要的关键性结构就是凸轮轴的存在。
由于凸轮轴特殊的材料以及工艺要求,在加工过程中需要对其质量进行控制,并尽可能的实现成本节约,避免不合理环节布置,从而对凸轮轴生产线进行合理规划,确保其形成良好的生产效果。
基于凸轮轴在发动机中的性能表现,则需要确保其在实际加工制造过程中表现出更加精良的工艺特征以及质量成果。
2 汽车发动机凸轮轴加工工艺分析2.1 工艺设计原则凸轮轴不仅是组成汽车发动机的重要零部件,其使用性能与产品质量对汽车发动机安全稳定运行也有着直接影响。
科学合理设计汽车发动机凸轮轴加工工艺,有利于更好地把控凸轮加工精度和加工成本,并保障汽车发动机凸轮轴加工效益。
汽车发动机凸轮轴加工工艺设计原则,应遵循以下几点要求:(1)工艺设计合理性,并在工艺设计优化的基础上融合其他现代先进技术手段,增强产品核心竞争优势。
(2)国内外可靠且具有影响力厂家的先进设备优先考虑,以此保障汽车发动机凸轮轴加工工艺水平。
(3)既要体现工艺设计先进性,也要兼具经济性,做到在不影响产品质量的基础上最大程度地节约工艺成本。
(4)各生产环节的安全性与操作便捷性是汽车发动机凸轮轴加工工艺设计中需要给予高度重视的问题。
(5)基于经济条件允许的前提下,坚持柔性生产原则,根据凸轮轴结构特点,合理设计其加工工艺,尽可能减少凸轮轴在加工过程中对其精度的干扰影响。
1.自动车床主要靠凸轮来控制加工过程,能否设计出一套好的凸轮,是体现自动车床师傅的技术高低的一个标准。
凸轮设计计算的资料不多,在此,我将一些基本的凸轮计算方法送给大家。
凸轮是由一组或多组螺旋线组成的,这是一种端面螺旋线,又称阿基米德螺线。
其形成的主要原理是:由A点作等速旋转运动,同时又使A点沿半径作等速移动,形成了一条复合运动轨迹的端面螺线。
这就是等速凸轮的曲线。
凸轮的计算有几个专用名称:1、上升曲线——凸轮上升的起点到最高点的弧线称为上升曲线2、下降曲线——凸轮下降的最高点到最低点的弧线称为下降曲线3、升角——从凸轮的上升起点到最高点的角度,即上升曲线的角度。
我们定个代号为φ。
4、降角——从凸轮的最高点到最低点的角度,即下降曲线的角度。
代号为φ1。
5、升距——凸轮上升曲线的最大半径与最小半径之差。
我们给定代号为h,单位是毫米。
6、降距——凸轮下降曲线的最大半径与最小半径之差。
代号为h1。
7、导程——即凸轮的曲线导程,就是假定凸轮曲线的升角(或降角)为360°时凸轮的升距(或降距)。
代号为L,单位是毫米。
8、常数——是凸轮计算的一个常数,它是通过计算得来的。
代号为K。
凸轮的升角与降角是给定的数值,根据加工零件尺寸计算得来的。
凸轮的常数等于凸轮的升距除以凸轮的升角,即K=h/φ。
由此得h=Kφ。
凸轮的导程等于360°乘以常数,即L=360°K。
由此得L=360°h/φ。
举个例子:一个凸轮曲线的升距为10毫米,升角为180°,求凸轮的曲线导程。
(见下图) -解:L=360°h/φ=360°×10÷180°=20毫米升角(或降角)是360°的凸轮,其升距(或降距)即等于导程。
这只是一般的凸轮基本计算方法,比较简单,而自动车床上的凸轮,有些比较简单,有些则比较复杂。
在实际运用中,许多人只是靠经验来设计,用手工制作,不需要计算,而要用机床加工凸轮,特别是用数控机床加工凸轮,却是需要先计算出凸轮的导程,才能进行电脑程序设计。
迈迪设计宝凸轮设计教学迈迪设计宝凸轮设计教学是指通过迈迪设计宝软件进行凸轮设计的教学过程。
迈迪设计宝是一款专业的机械制造软件,它为用户提供了丰富的工具和功能,可以帮助用户轻松设计和分析凸轮的形状和运动特性。
在迈迪设计宝凸轮设计教学中,首先需要了解凸轮的基本概念和用途。
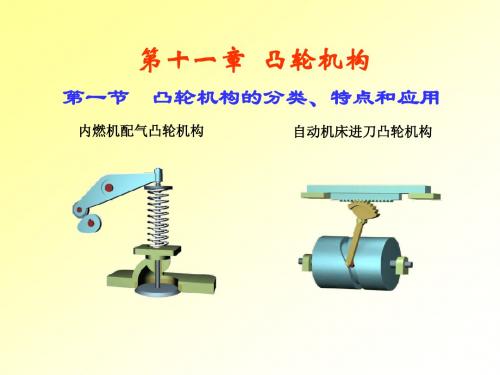
凸轮是机械传动中常用的一种元件,它通过旋转运动将输入的转矩或运动传递给其他部件,常见的应用领域包括发动机、压力机、卷板机等。
在具体的凸轮设计中,首先需要确定凸轮的运动要求和工作条件。
根据不同的应用需求,凸轮可以具有不同形状的曲线,例如正弦曲线、梯形曲线、圆弧曲线等。
这些曲线形状决定了凸轮在旋转运动中的速度和加速度变化规律,对于凸轮的工作效果具有重要影响。
通过迈迪设计宝软件,可以根据凸轮的运动要求和工作条件,选择合适的凸轮类型和曲线形状。
软件提供了多种凸轮类型的模板,用户可以根据需要选择并进行修改。
在选择凸轮类型和曲线形状之后,可以使用软件中的绘图工具,绘制凸轮轮廓。
一般情况下,凸轮的轮廓是根据凸轮基圆和追随器轨迹来确定的。
迈迪设计宝软件提供了凸轮基圆和追随器轨迹的绘制工具,用户可以根据凸轮基圆的半径和追随器轨迹的形状,确定凸轮轮廓的各个点和曲线。
在绘制凸轮轮廓之后,还可以使用软件提供的编辑工具对凸轮进行调整和优化。
例如,可以修改凸轮的半径、厚度、斜率等参数,以达到更好的运动效果和工作性能。
除了设计凸轮轮廓之外,迈迪设计宝软件还可以进行凸轮运动分析。
通过输入凸轮的旋转速度、角度和时间等参数,软件可以模拟凸轮的运动轨迹和动态特性。
这对于检验凸轮设计的合理性和优化凸轮的性能非常有帮助。
总的来说,迈迪设计宝凸轮设计教学涵盖了凸轮的基本概念、运动要求和工作条件的了解,以及凸轮类型和曲线形状的选择和绘制,最后进行凸轮轮廓的调整和优化,以及凸轮运动分析。
这些步骤和功能通过迈迪设计宝软件实现,可以帮助用户高效、准确地完成凸轮设计任务。