船舶PSPC分段涂装流程
- 格式:doc
- 大小:24.50 KB
- 文档页数:3


船舶涂装作业指导书一、引言船舶涂装作业是指在船舶建造、维修和保养过程中对船体进行涂装处理的工作。
本指导书旨在提供详细的操作步骤和注意事项,以确保船舶涂装作业的质量和安全。
二、作业准备1. 确定涂装作业的范围和要求,包括涂装区域、涂层类型和厚度要求等。
2. 根据作业要求准备所需的涂料、刷具、喷枪等涂装工具和设备。
3. 检查船舶表面的清洁度,并进行必要的清洗和除锈处理。
4. 确保作业区域的通风良好,并采取必要的安全措施,如佩戴防护眼镜、手套和口罩等。
三、涂装操作步骤1. 涂底漆a. 将底漆搅拌均匀,并根据涂装要求稀释至适当的浓度。
b. 使用刷子或喷枪将底漆均匀地涂抹在船舶表面上,确保涂层的厚度均匀。
c. 涂完底漆后,等待其干燥并进行必要的修整和砂光处理。
2. 涂面漆a. 将面漆搅拌均匀,并根据涂装要求稀释至适当的浓度。
b. 使用刷子或喷枪将面漆均匀地涂抹在船舶表面上,确保涂层的厚度均匀。
c. 涂完面漆后,等待其干燥并进行必要的修整和砂光处理。
3. 涂防污漆a. 将防污漆搅拌均匀,并根据涂装要求稀释至适当的浓度。
b. 使用刷子或喷枪将防污漆均匀地涂抹在船舶表面上,确保涂层的厚度均匀。
c. 涂完防污漆后,等待其干燥并进行必要的修整和砂光处理。
四、质量控制1. 在涂装作业过程中,严格控制涂料的稀释比例、涂层厚度和干燥时间等参数,确保涂装质量符合要求。
2. 定期进行涂装层的厚度测量和质量检查,及时发现并修复涂装层的缺陷和损坏。
3. 对涂装作业进行记录和归档,包括涂料使用量、作业时间和涂装层厚度等信息,以便后续的维护和保养工作。
五、安全注意事项1. 在涂装作业过程中,严禁吸烟、使用明火和进行其他可能引发火灾的活动。
2. 使用涂料和溶剂时,注意防止其接触皮肤和眼睛,必要时佩戴防护装备。
3. 遵守涂装作业现场的安全规定,如悬挂警示标志、设置防护栏杆和使用安全绳索等。
六、作业结束1. 完成涂装作业后,及时清理作业现场,并将涂料和涂装工具妥善存放。

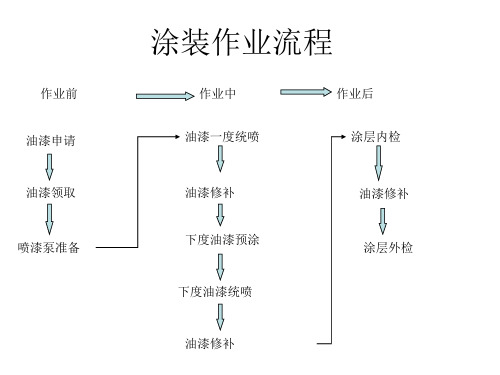
船舶涂装作业流程
嘿,兄弟,说到这船舶涂装作业流程啊,那可真不是一件简单的事儿。
咱今儿就来好好捋一捋,用咱们这大江南北的方言,给你说得明明白白。
首先啊,咱们得做表面预处理,这可是涂装前的重要步骤。
咱们四川这边儿叫“打底子”,就是把船体表面的油污、锈迹、旧漆给统统清除掉,露出个光溜溜的新面孔。
这样涂上去的漆才能牢固、美观。
接下来啊,就是涂底漆了。
贵州那边儿的说法是“上底色”,就像给画儿上底色一样,底漆得涂得均匀、厚实,不能有漏涂、流淌的现象。
这样儿才能确保船体的防腐性能。
然后嘞,就是中间漆和面漆的涂装了。
咱陕西那边儿管这叫“抹腻子”和“上色儿”。
中间漆就像给船体穿上一层保暖衣,面漆则是给船体披上一层华丽的外衣。
这两道漆得涂得光滑、亮丽,让人一看就觉得这船儿精神抖擞。
最后啊,别忘了进行质量检查。
咱北京这边儿讲究个“精益求精”,涂装完毕后得仔细检查一遍,看看有没有漏涂、起泡、裂纹等问题。
只有经过严格的质量把关,才能确保船舶涂装作业流程的完美收官。
所以说啊,这船舶涂装作业流程可不是闹着玩儿的,得用心去做,才能做得出色。
咱们这些方言虽然不同,但说的都是一个道理:做好每一步,才能出好活儿。
嘿,你说是不是这个理儿?。
IMO 压载舱涂层性能标准(PSPC)和执行指南辛吉诚相关背景•由于腐蚀对船舶安全带来极大的威胁,国际上对涂层的性能和质量越来越重视。
•1995年11月通过A.798(19)---专用海水压载舱防腐系统的选择、应用和维护指南•1996年6月IMO/MSC/47(66)号决议重申A.798(19)决议,以改进散货船和油船安全−压载舱的涂层系统应是硬质涂层;−建议使用对比颜色的多层涂层进行涂装;−最好使用浅色涂层作为表面涂层。
制订过程(一)•2002年12月对进一步提高散货船安全措施进行3年多的研究后,MSC76根据散货船综合安全评估(FSA)研究的结果,通过了16项降低散货轮风险的安全措施。
其中之一是制定强制性的压载舱保护涂层性能标准•2002年12月~2005年2月 IACS和工业界根据MSC 77和DE 47的要求成立联合工作组,起草了《保护涂层性能标准》草案,提交DE 48。
−以TSCF标准(油船结构合作论坛)和A.798(19)决议为基础,由波罗的海和国际海事理事会(BINCO)等六个组织起草IMO《涂层性能标准》草案•2005年2月DE 48后成立涂层性能标准工作组继续讨论和完成此项工作−通信组由中国作为牵头国,由DE副主席、CCS向阳任协调人。
加入通信组工作的有8个国家、7个组织:中国、日本、韩国、挪威、利比里亚、希腊、英国、美国、BIMCO、IACS、ICS、INTERCARGO、INTERTANKO、OCIMF、CESA制订过程(二)•2006年2月DE 49−继续对《涂层性能标准》草案进行讨论,对原通信组提交草案中的多数重大分歧点上基本达成妥协意见。
•2006年5月MSC 81会议通过了IMO《涂层性能标准》•2006年12月8日MSC 82最终批准−以MSC 215(82) 决议形式正式通过了《所有类型船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准》(PSPC),并且同时以MSC 216(82)决议通过了SOLAS公约第II-1/3-2条修正案,从而使该标准成为SOLAS公约框架内的强制性要求。

涂装工艺流程25500DWT散货船除锈、涂装原则工艺一、涂装工艺流程原材料预处理,涂车间底漆→钢材下料,加工装配→拼装件二次除锈,跟踪补漆→组装分段→分段预舾装→分段二次除锈、涂装→分段上船台合拢→船台舾装→船台二次除锈、涂装,船舶下水→码头舾装→码头二次除锈、涂装→进坞或交船前全船清洁、涂装船壳最后一道面漆。
主船体涂装分以上六个阶段。
各类舾装穿插在分段、船台、码头施工阶段进行。
二、原材料预处理工艺要求1、厚度>6mm的板材,型钢均在抛丸流水线上进行预处理,表面除锈清洁度应到“GB8923-88”标准所规定的Sa2.5级,粗糙度达50~70μm。
2、厚度≤6mm的板材、型钢、无缝管等异型钢材进行喷砂预处理,表面除锈、清洁度应达到“GB8923-88”标准所规定的Sa2.5级,粗糙度达40~50μm。
3、钢材经表面处理后,应立即喷涂车间底漆,本船车间底漆采用具有LR证书的溧阳冶建防腐材料厂生产的TH-2型硅酸锌车间底漆,干膜厚度15~20μm。
三、跟踪补漆工艺要求1、对加工焊接后的拼装构件及打磨倒角后的人孔、流水孔等不再需焊接部位,包括拼装以后难以除锈的部位,实施跟踪补漆。
2、跟踪补漆前,应进行除锈,将烧焊切割的部位刷铲清洁至St3级,不得未经除锈就直接进行补漆。
3、补漆前应控制干膜厚度在15~20μm之间,涂刷范围应尽量小,未经打磨清洁处,不得复涂车间底漆,特别注意不要超厚而引起漆膜龟裂及影响焊接。
4、跟踪补漆用TH-2型硅酸锌车间底漆。
四、二次除锈方式及主要工艺要求1、舱口盖内外表、货舱、淡水舱采用整体喷砂方式,至“GB8923-88”的Sa2.5级,船壳外表、露天甲板、上棚外表、烟囱、压载水舱等重要舱室。
采用手工打磨方式进行二次除锈至St3级。
2、上棚内表、机舱、空舱等非重要舱室,二次除锈至St2级。
3、打磨工作应先从边角焊缝等细小复杂的部位进行,然后再大面积进行,特别注意细小的地方,如流水孔、十字接头、锐形的角接缝、反手的T型材焊缝等,不要漏涂。
造船是一个非常复杂的过程,要经历分段制造与预舾装、船台或坞内合拢、下水、码头舾装与系泊试验、试航等过程。
而船舶的涂装则要与整个造船工艺过程相适应,在每一个造船工艺阶段确定其相应的涂装工作内容。
新造船舶的涂装工作通常是分段进行的,特别对于大型船舶的建造涂装,这样可避免钢材过早地生锈并在室内或平地进行。
船舶涂装工艺流程为:原材料抛丸流水线预处理→涂装车间底漆→钢材落料、加工、装配→分段预舾装→分段二次除锈→分段涂装→船台合拢、舾装→船台二次除锈→二次涂装→船舶下水→码头二次除锈、涂装→交船前坞内涂装。
从船舶的涂装工艺程序可以证实涂装作业贯穿了造船的全过程,因此,必须重视涂装作业的质量,对于油船而言,其货油舱还需进行防腐特涂。
钢材预处理线工艺是指钢材在加工前(即原材料状态)进行表面抛丸除锈并涂上一层保护底漆的加工工艺。
钢材经过预处理可以提高机械产品和金属构件的抗腐蚀能力,提高钢板的抗疲劳性能,延长其使用寿命;同时还可以优化钢材表面工艺制作状态,有利于数控切割机下料和精密落料。
此外,由于加工前钢材形状比较规则,有利于机械除锈和自动化喷漆,因此采用钢材预处理可大大提高清理工作的效率,减轻清理工作的劳动强度和对环境的污染。
钢材预处理的重要性作用是1矫正变形;2.抛丸除锈;3.作底漆防腐船底、水线、船壳、上层建筑、压载水舱、饮用水/清水舱、货舱、耐热部位、锚链舱、甲板重防腐涂料:它的英文名称为healy-dudy coutury,指相对常规防腐涂料而言,能在相对苛刻腐蚀环境里应用,并具有能达到比常规防腐涂料更长保护期的一类防腐涂料。
①能在苛刻条件下使用,并具有长效防腐寿命,重防腐涂料在化工大气和海洋环境里,一般可使用10年或15年以上,即使在酸、碱、盐和溶剂介质里,并在一定温度条件下,也能使用5年以上。
②厚膜化是重防腐涂料的重要标志。
一般防腐涂料的涂层干膜厚度为100μm或150μm左右,而重防腐涂料干膜厚度则在200μm或300μm以上,还有500μm~1000μm,甚至高达2000μm。
船体各工序作业技术要求——执行PSPC 为满足PSPC(所有船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准)要求,根据各工序的施工特点,特制定各工序的施工质量要求,具体如下:一.准备工作1.制作自由边打磨光顺后的标准模板(R2mm),该模板须经船东、船级社认可,作为各道工序清磨作业的统一质量要求。
(模板直接采用小型板材余料制造,易携带)下图为打磨质量合格的样图:2.按分段建造工艺要求,分工序配置打磨工位,专职专位。
一般应按如下原则分阶段进行自由边打磨:①下料后打磨结构(包括所有型材、肘板、扁钢等)自由边;②拼板后清磨焊缝缺陷;③小组装后打磨开孔(人孔、减轻孔、流水孔、止裂孔、管路开孔等)边缘;④内场铁舾件(安装于压载舱的)制作完工后的自由边打磨;⑤在立体分段结构完工、舾装安装到位,进喷砂间涂装前统一对未打磨到位的逐一清理补磨(该项工作应包括各铁制舾装件的自由边补磨,各立体分段形成后的后续开孔自由边打磨)。
3.各工序自由边打磨后的质量检验,统一纳入各工序产品转序时结构检验的质量要求,在船体结构检验清册(报告)上增加自由边打磨检验要求。
二.下料1. 下料前应复查钢板表面是否有轧制夹层、麻点等表面缺陷,如有则必须修整后才能进入下道程序;2. 数控切割零件下料后应定期测量(外板,内底板、纵桁,肋板等)大零件的主尺寸,手工下料的内、外底纵骨需复核长度,对尺寸短缺超过标准的需要提前处理;3. 对切割后的零件需要进行切割缺陷的修整,例如:引弧凹坑,割伤,过桥残留,包括自由边切割产生的锯齿边等进行打磨;4. 对切割后的零件需要进行自由边打磨:对所有压载舱部位结构的自由边和开孔需打磨成边缘半径不少于2mm的圆角或经过三次打磨;其余部位的的开孔和自由边应打磨光滑(为了满足生产需要,打磨可以分阶段完成,直至达到要求);(重点)5. 对于涉及分段合拢部位的坡口(主要是外板,内底板及内、外底纵骨)应该严格控制精度,对于所有开坡口时产生的缺陷;如割伤,包括坡口边切割产生的锯齿边必须打磨修补到位;6. 冷加工零件需要控制精度,满足CSQS标准;三.自动焊拼板、小拼装(小组立)1. 自动焊拼板应严格控制精度,保证拼板的主尺度;2. 对自动焊缝的缺陷,拼板时的夹子印、榔头印等需进行打磨修补;3. 对于小拼装后的缺陷进行检查,对于飞溅、咬边、气孔、焊渣、漏焊必须按要求修整,对于焊缝表面锐利尖角的部位需用圆盘打磨机或砂轮机予以去除;(重点)四.分段制造1. 每块上胎板的划线必须有得到车间精控人员的确认后方可开始对构件进行安装;2. 构件安装必须按肋检线、理论线安装;3. 严格按照焊接顺序进行焊接,以减少焊接变形;4. 尽可能多的使用角焊机对平角焊的焊接;5. 分段大合拢处离肋板近的一端(约200mm左右)构件满焊,另一端预留的焊缝长度不得超过150mm;6. 所有的舾装件、管装件及电装件必须全部按图纸安装到位,保证分段的完整性;(如在压载舱分段安装的舾装件,在上分段安装前须统一检查清理各管路支架、各种底座、垫板、铁制件其自由边是否已打磨光顺直至R2mm,如未达到要求,须打磨好后再上分段装焊)7. 所有开孔以及其他自由边的倒角应满足PSPC要求(压载舱部位边缘应处理成半径不少于2mm的圆角或经过三次打磨,其余部位的开孔和自由边应打磨光滑);8. 所有的缺陷(飞溅、咬边、气孔、焊渣、漏焊等)必须在完工交验前处理完毕,对于焊缝表面锐利尖角的部位需在分段交验前用圆盘打磨机或砂轮机予以去除;(重点)9. 所有管子的管口必须封堵可靠;10. 散装件应按下述方式操作:①对于可以安装到位且不影响合拢的散装件应在分段上点焊到位(建议图纸上应予以明确);②对于不能安装到位的小型散装件应点焊在离合拢端200mm的位置以内;③其余不满足上述两个要求的散装件需打堆送船台或船坞;11. 分段报检前所有的火工矫正必须全部结束,特殊部位(分段企口、分段舭部等)可以使用样板来保证其准确性;12. 分段期间的修改项目必须在分段结构报检前修改完毕;13. 精控检验合格后方能下胎架;14. 分段报检前的清洁工作应以能清楚检查焊缝表面的缺陷为标准,以避免将缺陷流入下道工序;(重点)15. 临时加强及多余的吊码需在进冲砂房前割除并修补打磨达标;16. 应使用专用工装件对曲面分段进行固定,尽量减少支撑直接焊在分段上;17. 分段所有的P/T(渗透)、U/T(超声波)、R/T(X射线)、M/T(磁粉)需全部结束达标18. 在分段上能做的密性工作必须完成并达标(对于在分段阶段已经密试并检验合格的水密焊缝,须迅速补涂车间底漆一度,并在结构密试图上作好完工标识)上述三个阶段(下料、小组立、分段)的共同要求:1)整个施工过程中应尽量避免油污染钢板表面;2)整个施工过程中应尽量避免汗水滴至钢板表面,更严禁在钢板表面吃饭、饮水等;3)严禁在钢板上放置或更换钢丝绳;4)施工过程中钢板表面的工具应轻拿轻放,严禁将榔头、马板,吊钩或其他工具直接扔到钢板或分段零件上;招商重工技术中心 2009年1月14日。
船舶涂装作业指导书一、引言船舶涂装作业是指在船舶建造、维修和保养过程中对船体进行涂装处理的工作。
本指导书旨在提供详细的操作步骤和注意事项,以确保船舶涂装作业的质量和安全。
二、作业准备1. 确定涂装作业的范围和要求,包括涂装区域、涂层类型和厚度要求等。
2. 根据作业要求准备所需的涂料、刷具、喷枪等涂装工具和设备。
3. 检查船舶表面的清洁度,并进行必要的清洗和除锈处理。
4. 确保作业区域的通风良好,并采取必要的安全措施,如佩戴防护眼镜、手套和口罩等。
三、涂装操作步骤1. 涂底漆a. 将底漆搅拌均匀,并根据涂装要求稀释至适当的浓度。
b. 使用刷子或者喷枪将底漆均匀地涂抹在船舶表面上,确保涂层的厚度均匀。
c. 涂完底漆后,等待其干燥并进行必要的修整和砂光处理。
2. 涂面漆a. 将面漆搅拌均匀,并根据涂装要求稀释至适当的浓度。
b. 使用刷子或者喷枪将面漆均匀地涂抹在船舶表面上,确保涂层的厚度均匀。
c. 涂完面漆后,等待其干燥并进行必要的修整和砂光处理。
3. 涂防污漆a. 将防污漆搅拌均匀,并根据涂装要求稀释至适当的浓度。
b. 使用刷子或者喷枪将防污漆均匀地涂抹在船舶表面上,确保涂层的厚度均匀。
c. 涂完防污漆后,等待其干燥并进行必要的修整和砂光处理。
四、质量控制1. 在涂装作业过程中,严格控制涂料的稀释比例、涂层厚度和干燥时间等参数,确保涂装质量符合要求。
2. 定期进行涂装层的厚度测量和质量检查,及时发现并修复涂装层的缺陷和损坏。
3. 对涂装作业进行记录和归档,包括涂料使用量、作业时间和涂装层厚度等信息,以便后续的维护和保养工作。
五、安全注意事项1. 在涂装作业过程中,严禁吸烟、使用明火和进行其他可能引起火灾的活动。
2. 使用涂料和溶剂时,注意防止其接触皮肤和眼睛,必要时佩戴防护装备。
3. 遵守涂装作业现场的安全规定,如悬挂警示标志、设置防护栏杆和使用安全绳索等。
六、作业结束1. 完成涂装作业后,及时清理作业现场,并将涂料和涂装工具妥善存放。
船舶PSPC分段涂装流程【摘要】介绍压载舱分段PSPC要求,分段从冲砂、涂装整个过程的操作流程,确保分段完整报验【关键词】冲砂;涂装;检验标准;数据船东:香港XX航运有限公司船级社:LR 油漆公司:xxx涂料有限公司分段名称:以XXXA船271 分段压载舱为例1 冲砂阶段(1)结构确认:分段冲砂前需确认压载舱及压载舱周边区域所有结构已通过完整性报验,保证涂装后油漆完整性。
(2)预冲砂:分段在进冲砂房之前需清除分段上的油脂.脏水以及其他的各种污染物,经确认后进行预冲砂,预冲砂结束后检查结构缺陷(如:焊缝气孔、飞溅、漏焊以及焊缝成型差等问题),待做出相应处理后通知船东进行冲砂前结构确认。
(3)冲砂报验:分段二次冲砂后交由船东、油漆技术服务确认,具体有以下要求:1)结构要求检查所有结构上的自由边是否达到2R要求;检查所有的焊缝是否有漏焊或其它焊接质量问题;检查焊缝上是否存在焊渣,飞溅和结构上是否其它的外来物质存在等。
如图:不合格的结构如图:修改合格的结构2)除锈等级:对于不同区域需要达到相应的冲砂工艺要求,而XXXA 船压载舱要求二次表面处理等级至少达到Sa2.5,表面上无任何的油脂、泥土,表面上无氧化皮、锈、油漆和其它物质存在,表面上的污染只有轻微斑点状的痕迹存在,最好达到有金属光泽的表面。
(4)粗糙粗:粗糙度要求为30um-75um。
通过粗糙度比样板(G板)判定。
(5)清洁度:颗粒大小为“3”、“4” or “5”的灰尘分布量为1级。
如不用放大镜,在待涂表面无可见的更小颗粒。
(6)水溶性盐:随机抽取压载舱区域一块钢板做盐分测试,而测试结果应不大于50mg/㎡。
如图:(7)环境条件:从油漆施工开始到表干前,相对湿度不能超过85%;钢板温度高于露点至少3℃,2 油漆阶段分段冲砂后只有满足上面六点要求,经过船东、服务商确认通过后才能进行下一步工序-------油漆。
首先要对分段进行第一道预涂,预涂后向船东、服务商报验。
船舶PSPC分段涂装流程
【摘要】介绍压载舱分段PSPC要求,分段从冲砂、涂装整个过程的操作流程,确保分段完整报验
【关键词】冲砂;涂装;检验标准;数据
船东:香港XX航运有限公司船级社:LR 油漆公司:xxx涂料有限公司
分段名称:以XXXA船271 分段压载舱为例
1 冲砂阶段
(1)结构确认:分段冲砂前需确认压载舱及压载舱周边区域所有结构已通过完整性报验,保证涂装后油漆完整性。
(2)预冲砂:分段在进冲砂房之前需清除分段上的油脂.脏水以及其他的各种污染物,经确认后进行预冲砂,预冲砂结束后检查结构缺陷(如:焊缝气孔、飞溅、漏焊以及焊缝成型差等问题),待做出相应处理后通知船东进行冲砂前结构确认。
(3)冲砂报验:分段二次冲砂后交由船东、油漆技术服务确认,具体有以下要求:
1)结构要求检查所有结构上的自由边是否达到2R要求;检查所有的焊缝是否有漏焊或其它焊接质量问题;检查焊缝上是否存在焊渣,飞溅和结构上是否其它的外来物质存在等。
如图:不合格的结构
如图:修改合格的结构
2)除锈等级:对于不同区域需要达到相应的冲砂工艺要求,而XXXA 船压载舱要求二次表面处理等级至少达到Sa2.5,表面上无任何的油脂、泥土,表面上无氧化皮、锈、油漆和其它物质存在,表面上的污染只有轻微斑点状的痕迹存在,最好达到有金属光泽的表面。
(4)粗糙粗:粗糙度要求为30um-75um。
通过粗糙度比样板(G板)判定。
(5)清洁度:颗粒大小为“3”、“4” or “5”的灰尘分布量为1级。
如不用放大镜,在待涂表面无可见的更小颗粒。
(6)水溶性盐:随机抽取压载舱区域一块钢板做盐分测试,而测试结果应
不大于50mg/㎡。
如图:
(7)环境条件:从油漆施工开始到表干前,相对湿度不能超过85%;钢板温度高于露点至少3℃,
2 油漆阶段
分段冲砂后只有满足上面六点要求,经过船东、服务商确认通过后才能进行下一步工序-------油漆。
首先要对分段进行第一道预涂,预涂后向船东、服务商报验。
预涂要求如下:
(1)要求对结构上所有的自由边进行手工预涂(如球扁钢、加强板,减轻孔等的自由边)。
(2)要求对所有的R孔或者流水孔进行手工预涂。
(3)要求对所有的焊缝、角落、舾装件、反面或难以喷涂部位进行手工预涂。
(4)要求对所有的喷漆范围进行框边手工预涂。
预涂经过船东、服务商检查确认后才能进行第一道喷漆,一般采用无气喷涂,待油漆固化后进行检查修补。
在油漆固化过程中必须保证良好的通风环境。
合拢口涂上车间底漆,防止生锈。
油漆固化后会出现漏涂,膜厚不够、针孔、气孔、流挂、漆雾等缺陷,需要加以修补,修补方法如下:
1)如出现漏涂,必须加以修补,直至涂层处无漏涂;
2)出现膜厚不够的,必须加厚,满足90/10原则,一度环氧漆满足160um。
3)气孔、裂纹、漆雾、颗粒则需用砂纸轻微打磨后再重涂一层;
4)流挂、刷痕、起皱则用铲刀、砂纸除去缺陷部位后,再重涂一层
第一度涂层只有符合工艺要求,经船东、服务商检查确认通过后,才能进行第二度漆喷涂。
为了确保最终成膜的膜厚达标和美观,在第二度喷漆之前需要做第二度预涂。
清除灰尘、外来杂物,向船东、服务商报验通过才能进行第二度手工预涂,手工预涂主要针对于主要焊缝、R孔、流水、舾装件、球扁钢反面或难以喷涂到的地方等。
第二度预涂结束后要经过船东、服务商确认,通过后方可进行第二度喷漆。
在油漆固化过程中要保证环境湿度不得大于85%。
油漆固化后涂层出现的缺陷要及时修补,最终上报船东、服务商检验,涂装完工确认。
经过两次预涂两次喷漆,每步程序都要通过船东、服务商检验确认,其压载舱满足:膜厚达到环氧系NDFT320um,满足90/10原则,表面无流挂、针孔、气孔、桔皮漆雾等明显缺陷。
最后合格的涂层。
最后合格的涂层(如图所示)
3 冲砂涂装过程数据记录
PSPC要求分段在冲砂涂装过程中有完整的涂装日志报告,其中包括二次表面处理和涂装及干膜厚检测报告,其中二次表面处理报告、涂装及干膜厚检测报告省略。
参考文献:
[1]船体建造工艺、技术规格书(SDARI).
作者简介:
王建军(1970,8.1-)性别:男,籍贯:山东烟台,民族:汉族,工程师,8500pctc滚装船项目经理。