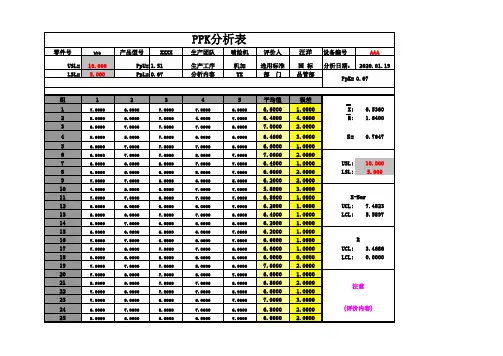
Cpk分析表
- 格式:xlsx
- 大小:36.32 KB
- 文档页数:2
9 10
A2
1.88
D3
*
D4
3.27
d2
1.13 1.69 2.06 2.33 2.53 2.70 2.85 2.97 3.08
●
1
R=AVE(R)=
#DIV/0!
UCLR=D4R=
#DIV/0!
LCLR=D3R=
#DIV/0!
MAX-MIN(R) UCL CL LCL
样本序列
1 2 3 4 5 TOTAL
结论:
审核/日期: 批准/日期:
#DIV/0!
编号:
AVERAGE(X) CLX UCLX LCLX MAX-MIN(R) CLR UCLR LCLR
制表/日期:
RANGES( RANGES(R CHART ) ( ) ( ) ) 数 据
X-LSL )≥1.33 3R/d2 )= 24 #DIV/0! 25
0 1 2 1 2 3 4 3 5 4 6 5 7 6 8 9 7 10 8 11 9 12 10 13 14 11 15 12 16 13 17 14 18 19 15 20 16 21 17 22 18 23 19 24 25 20 =Min( #DIV/0! #DIV/0! 21 22 23
*连续7点在中心线之上或之下 *连续7点上升/下降 *任何其它明显非随机的图形 ●采取措施的说明 ①不要对过程做不必要改变 ②注明对过程因素(人机料法环 或MS)所做的调整
52.1
51.6 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
1.02 * 2.57 0.73 * 2.28 0.58 * 2.11 0.48 * 2.00 0.42 0.08 1.92 0.37 0.14 1.86 0.34 0.18 1.82 0.31 0.22 1.78 1.在确定Cpk前过程必须受控 2.组容<7时没有极差下控制限
●Cpk = Min ( USL-X 3R/d2
生产线 零件名称 ● X=AVE(X)= #DIV/0!
工序名称 设备名称
质量特性 规 格 值 UCLX=X+A2R= #DIV/0!
公差上限 公差下限 LCLX=X-A2R=
组容/频率 图 号
生产形态 日 期
□ 批量生产
#DIV/0!
AVERAGE(X) UCL CL LCL
说 明 栏 ●对特殊原因采取措施说明 *任何超出控制限的点
A2
1.88
D3
*
D4
3.27
d2
1.13 1.69 2.06 2.33 2.53 2.70 2.85 2.97 3.08
●
1
R=AVE(R)=
#DIV/0!
UCLR=D4R=
#DIV/0!
LCLR=D3R=
#DIV/0!
MAX-MIN(R) UCL CL LCL
样本序列
1 2 3 4 5 TOTAL
结论:
审核/日期: 批准/日期:
#DIV/0!
编号:
AVERAGE(X) CLX UCLX LCLX MAX-MIN(R) CLR UCLR LCLR
制表/日期:
RANGES( RANGES(R CHART ) ( ) ( ) ) 数 据
X-LSL )≥1.33 3R/d2 )= 24 #DIV/0! 25
0 1 2 1 2 3 4 3 5 4 6 5 7 6 8 9 7 10 8 11 9 12 10 13 14 11 15 12 16 13 17 14 18 19 15 20 16 21 17 22 18 23 19 24 25 20 =Min( #DIV/0! #DIV/0! 21 22 23
*连续7点在中心线之上或之下 *连续7点上升/下降 *任何其它明显非随机的图形 ●采取措施的说明 ①不要对过程做不必要改变 ②注明对过程因素(人机料法环 或MS)所做的调整
52.1
51.6 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
1.02 * 2.57 0.73 * 2.28 0.58 * 2.11 0.48 * 2.00 0.42 0.08 1.92 0.37 0.14 1.86 0.34 0.18 1.82 0.31 0.22 1.78 1.在确定Cpk前过程必须受控 2.组容<7时没有极差下控制限
●Cpk = Min ( USL-X 3R/d2
生产线 零件名称 ● X=AVE(X)= #DIV/0!
工序名称 设备名称
质量特性 规 格 值 UCLX=X+A2R= #DIV/0!
公差上限 公差下限 LCLX=X-A2R=
组容/频率 图 号
生产形态 日 期
□ 批量生产
#DIV/0!
AVERAGE(X) UCL CL LCL
说 明 栏 ●对特殊原因采取措施说明 *任何超出控制限的点