PLC及上位机监控系统标记
- 格式:doc
- 大小:106.50 KB
- 文档页数:4
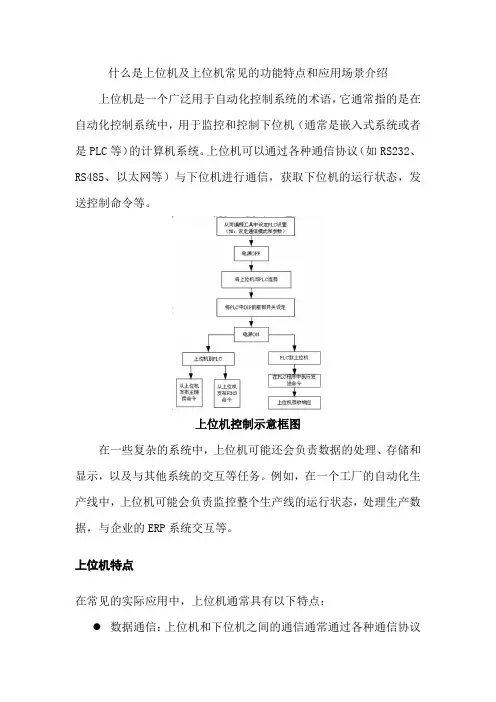
什么是上位机及上位机常见的功能特点和应用场景介绍上位机是一个广泛用于自动化控制系统的术语,它通常指的是在自动化控制系统中,用于监控和控制下位机(通常是嵌入式系统或者是PLC等)的计算机系统。
上位机可以通过各种通信协议(如RS232、RS485、以太网等)与下位机进行通信,获取下位机的运行状态,发送控制命令等。
上位机控制示意框图在一些复杂的系统中,上位机可能还会负责数据的处理、存储和显示,以及与其他系统的交互等任务。
例如,在一个工厂的自动化生产线中,上位机可能会负责监控整个生产线的运行状态,处理生产数据,与企业的ERP系统交互等。
上位机特点在常见的实际应用中,上位机通常具有以下特点:数据通信:上位机和下位机之间的通信通常通过各种通信协议进行,包括但不限于RS232、RS485、CAN、以太网等。
这些通信协议定义了数据的传输格式、速率、校验方法等,确保数据能够准确无误地在上位机和下位机之间传输。
●数据处理:上位机接收到下位机发送的数据后,会进行必要的数据处理。
这可能包括数据的解码、校验、转换、统计分析等。
例如,上位机可能需要将接收到的原始数据转换为温度、压力等物理量,然后进行统计分析,以便于用户理解和使用。
●控制命令下发:用户在上位机界面,根据需求向下位机发送控制命令。
这些命令通常是由用户通过上位机的用户界面输入的,也可能是由上位机根据某种算法自动生成的。
上位机就会将这些命令编码成下位机可以理解的格式,然后通过通信协议发送给下位机。
●用户界面:上位机通常会有一个用户界面,用于显示数据和接收用户的输入。
用户界面可能是一个图形界面,也可能是一个命令行界面,具体取决于系统的需求和复杂度。
●数据存储:上位机可以将采集到的数据存储起来,用于后续的分析和决策。
●系统交互:在更复杂的系统中,上位机可能还需要与其他系统进行交互,如与企业的ERP系统交互,实现生产数据的共享和管理。
上位机应用场景根据上位机功能多样性,在许多领域和行业中都有广泛的应用,而且方方面面与我们的工作和生活紧密联系。
基于PLC的远程监控与控制系统设计引言现代工业领域中,远程监控与控制系统的设计与实施举足轻重。
随着技术的不断进步,工业自动化程度逐渐提高,企业对于能够远程监控与控制生产过程的系统需求也越来越迫切。
基于可编程逻辑控制器(PLC)的远程监控与控制系统成为工业界的主流选择之一。
本文旨在探讨基于PLC的远程监控与控制系统的设计原理、特点以及实现方法。
PLC的基本原理与特点PLC是一种特定用途的数字计算机,其核心是CPU、存储器、输入/输出(I/O)模块以及通信模块等。
PLC的工作原理为:根据预先设定的控制程序,通过输入模块采集外部信号,经过CPU处理后,再通过输出模块控制外部设备。
PLC具有以下特点:1. 高可靠性:PLC采用可靠的硬件结构和操作系统,能够适应各种恶劣工业环境,并且具备故障自诊断和容错能力。
2. 可扩展性:用户可以根据需要,通过添加不同类型的I/O模块或者通信模块,灵活扩展PLC的功能。
3. 强大的运算能力:PLC的处理速度快,具备多通道输入输出功能,能够处理复杂的控制逻辑。
远程监控与控制系统设计的目标与要求在工业生产中,远程监控与控制系统的设计目标是提高生产效率、减少人为错误、降低成本并确保安全。
因此,设计远程监控与控制系统需要满足以下要求:1. 实时性:远程监控与控制系统需要能够及时响应远程操作指令,并且将实时数据反馈给控制中心。
2. 稳定性:远程监控与控制系统需要稳定运行,不易受到外界干扰,保证生产过程的连续性和稳定性。
3. 安全性:远程监控与控制系统需要具备安全保护措施,防止非法访问、数据泄露以及黑客攻击。
PLC与远程监控与控制系统的结合基于PLC的远程监控与控制系统的设计是将传统的PLC系统与现代网络技术相结合,实现远程操作与监控。
其基本架构如下图所示:[插入一张图,展示基于PLC的远程监控与控制系统的基本架构]远程监控与控制系统的设计步骤设计基于PLC的远程监控与控制系统一般包括以下步骤:1. 系统需求分析:根据企业实际需求,确定远程监控与控制系统的功能和性能要求。
高质量PLC程序该怎么写这4个点你肯定要知道一、PLC程序的设计要求一套完整的PLC程序,并不仅仅是使系统能够运行起来这么简单,它也需要完整的解释、精良的架构、良好的可扩展性、完备的报警保护系统、运行前的模拟系统。
1、简单性使PLC程序尽可能简单。
简单的含义就是尽可能地使用标准化的程序框架,尽可能使用简单的指令。
要想程序简单,从大的方面讲,要优化程序结构,用流程掌控指令简化程序,从小的方面讲还要用功能强的指令取代功能单一的指令,以及注意指令的布置次序等。
2、可读性要求所设计的程序可读性要好。
这不仅便于程序设计者加深对程序的理解,便于调试,而且,还要便于别人读懂你的程序,便于使用者维护。
必要时,也可使程序推广。
要使程序可读性好,所设计的程序就要尽可能清楚。
要注意层次,实现模块化,以致于用面对对象的方法进行设计。
要多用一些标准的设计。
如遇特别情况下采纳语言编程,多数情况下请使用梯形图编程,便利阅读。
再就是I/O调配要有规律性,便于记忆与理解。
必要时,还要做一些解释工作。
内部器件的使用也要讲规律性,不要随便地拿来就用。
可读性在程序设计开始时就要注意。
这不易完全做到。
由于在程序调试的过程中,指令的增减,内部器件的使用变化,可能使原较清楚的程序,变得有些乱。
所以在设计时就对调试增减留有肯定的余地,然后调试完毕后再做一下整理,这样所设计的程序具有更高的质量。
程序的解释,起码应当有以下几个方面:A、系统解释:整套程序的公司和此套程序用途;B、程序块解释:此程序块的重要用途和;C、段解释:此段代码的用途;D、变量解释:紧要性无需多言,包含I/O解释、中心变量解释。
而至于保密性的考虑,我觉得应当在程序的加密算法或者块的加密上考虑,而不应当用削减解释这种小聪慧来实现。
3、正确性PLC的程序肯定要正确,并要经过实际工作验证,证明其能够正确工作。
这是对PLC程序的最根本的要求,若这一点做不到,其它的再好也没有用。
要使程序正确,肯定要精准地使用指令,正确地使用内部器件。
plc与上位机网口通讯PLC 与上位机网口通讯近年来,随着工业自动化的快速发展,PLC(Programmable Logic Controller)已经成为工业生产过程中不可或缺的设备。
PLC 通过接收输入信号并根据预定的程序进行逻辑运算后,输出控制信号来实现对生产过程的控制。
而随着信息技术的进步,PLC的控制功能也逐渐扩展到了互联网领域,实现了与上位机的网口通讯。
在本文中,我们将探讨PLC与上位机网口通讯的优势、应用以及相关技术。
一、PLC与上位机网口通讯的优势1. 提高生产效率:通过PLC与上位机的网口通讯,可以实时监控设备运行状态、数据采集以及远程诊断和维护。
这大大提高了生产过程中的效率和质量,同时减少了不必要的人工干预。
2. 实现集中控制:PLC与上位机的网口通讯使得数据的集中管理和控制成为可能。
通过上位机,我们可以对多个PLC进行集中监控和控制,提高了设备的整体效率和管理水平。
3. 数据分析和决策支持:PLC通过网口通讯将实时数据传输给上位机,上位机可以对这些数据进行分析和处理,提供更准确的生产数据,为决策者提供更科学的依据。
二、PLC与上位机网口通讯的应用1. 工业过程控制:PLC与上位机的网口通讯在工业过程控制中发挥着重要的作用。
上位机可以实时监控设备运行状态,对设备进行诊断和维护,以及设定工序的参数。
这样可以实现全程自动化控制,提高了工业生产的效率和稳定性。
2. 物流和仓储管理:在物流和仓储管理领域,PLC与上位机网口通讯被广泛应用。
通过与物流设备和仓储设备的联动,上位机可以实时掌握库存状况,进行货物追踪和配送管理,提高了物流管理的效率和准确性。
3. 建筑智能化:随着建筑智能化的推进,PLC与上位机网口通讯在建筑行业中也有着广泛的应用。
通过与电梯、通风系统、照明系统等设备的联动,上位机实现对建筑设备的远程监控和控制,提高了建筑的安全性和舒适度。
三、PLC与上位机网口通讯的技术1. 通讯协议:PLC与上位机网口通讯需要通过一定的通讯协议来实现数据的传输和交换。
PLC控制中什么是上位机和下位机上位机:上位监视系统,⼀般为计算机系统(监控软件);下位机:控制系统的现场执⾏系统,⼀般为PLC等设备。
上位机可以理解成控制台,下位机可以理解成⼯作的部分;--------------------------------------上位机⼀般是集中管理监控机,下位机是指现场直接控制器或控制机。
上位机⾯向管理级⽤户,下位机⾯向底层设备控制。
--------------------------------------上位机是指⼈可以直接发出操控命令的计算机,在⼯业控制中位于较⾼层次,⼀般指PC,屏幕上显⽰各种信号变化(液压,⽔位,温度等)。
下位机是直接控制设备获取设备状况的的计算机,⼀般是PLC/单⽚机之类的。
上位机发出的命令⾸先给下位机,下位机再根据此命令解释成相应时序信号直接控制相应设备。
下位机不时读取设备状态数据(⼀般模拟量),转化成数字信号反馈给上位机。
简⾔之如此,真实情况千差万别不离其宗。
上下位机都需要编程,都有专门的开发系统。
两机如何通讯,⼀般取决于下位机。
TCP/IP⼀般是⽀持的。
但是下位机⼀般具有更可靠的独有通讯协议,购买下位机时,会带⼀⼤堆⼿册光盘,告诉你如何使⽤特有协议通讯。
⾥⾯会举⼤量例⼦。
⼀般对编程⼈员⽽⾔⼀看也就那么回事,使⽤⼀些新的API罢了。
多语⾔⽀持功能模块,⼀般同时⽀持数种⾼级语⾔为上位机编程。
---------------------------------------下位机⼀般指放置在前端的采集机,⽐如AD4500等设备,⽤来采集智能设备数据,并把数据通过串⼝或者其它⽅式发送给服务端。
下位机⼀般具有⾃检和⾃启功能,是⼀种⼩型的计算机,功能⽐较单⼀,使⽤DOS操作系统或其它操作系统。
上位机是相对于下位机⽽⾔,⼀般情况下⼀个上位机对应⼏个下位机,把下位机的数据转发给服务器或者把服务器的控制信息发送给下位机。
有时候上位机本⾝就充当服务器。
欧姆龙plc与上位机网口通讯欧姆龙PLC(可编程逻辑控制器)与上位机网口通讯是现代工业领域中常见的应用。
PLC是一种用于自动化系统和生产过程控制的电子装置,而上位机则是通过计算机对PLC进行监控和管理的工具。
本文将探讨欧姆龙PLC与上位机网口通讯的重要性,通讯原理以及相关的实际应用。
通讯是工业自动化中不可或缺的一环。
在过去,PLC通常以编程硬线连接。
然而,随着信息技术的快速发展,基于网口的通讯成为了更加便捷和灵活的选择。
利用网口通讯,PLC可以通过网络与上位机之间进行数据交换,实现实时监控、远程控制等功能。
欧姆龙PLC的网口通讯采用Modbus通讯协议。
Modbus是一种开放的通讯协议,广泛应用于工控领域。
它采用简单易懂的通讯格式,支持多种不同的通讯介质,如串行口、以太网等。
欧姆龙PLC通过网口与上位机建立连接后,可以通过Modbus协议进行数据交换,实现双方之间的通信。
网口通讯给工业控制系统带来了许多便利。
首先,基于网口的通讯更加稳定可靠。
相比于硬线连接,网口通讯可以避免连接线路容易受到干扰的问题,确保了数据的可靠传输。
其次,网口通讯提供了更大的灵活性。
通过网络,PLC可以远程连接到上位机,实现远程监控和控制。
这在分布式控制系统中尤为重要。
此外,网口通讯还节省了硬线布线的成本和工作量,减少了系统维护的难度。
关于欧姆龙PLC与上位机网口通讯的实际应用,有很多案例可供参考。
例如,在工厂自动化生产线中,PLC与上位机网口通讯可以实现对生产过程的监控和调度。
上位机可以根据PLC传输的数据,实时监测生产线各个环节的状态和效率,并进行相应的调整和优化。
此外,网口通讯还可以用于数据采集和分析。
PLC可以将采集到的数据通过网口传输给上位机,上位机再进行数据处理和分析,为管理层提供决策依据。
在物联网时代,欧姆龙PLC与上位机网口通讯的重要性更加凸显。
随着工业设备的互联互通,通过网口通讯,PLC可以实现与其他智能设备之间的数据交换与共享。
摘要本设计以三菱FX1N-40MR可编程控制器主机作为下位机,北京昆仑通态自动化软件科技有限公司的MCGS组态(Monitor and Control Generated System)软件6.2通用版作为上位机PC机的监控软件,计算机采取RS232接口,PLC(可编程控制器)采取RS485作为通讯接口,RS232接口与RS485接口的连接和转换采取三菱FX-485-PC-IF转换器;编程软件采取三菱GX Developer编程软件,编程电缆采用专用SC-09通信电缆。
在以上硬件和软件的支持下做成双产软化水监控界面。
实践证明,选择的正确性。
在无数次的实验失败后,成功实现了下位机PLC(可编程控制器)与上位机PC机的通迅,做到上位机PC机对下位机PLC(可编程控制器)的监控。
在此基础下,利用MCSG组态(Monitor and Control Generated System)软件做了监控界面,经过调试,监控界面基本实现所需功能。
关键词:PLC与PC通迅;MCGS;PLCAbstractThe design takes the Mitsubishi FX1N-40MR programming controller as the crew and the MCSG(Monitor and Control Generated System software6.2common edition of Kunlun auto software technology company in Beijing)as a upper monitoring software.The computer takes RS232as interface.the PLC takes RS485. The connection between RS232and RS485uses the Mitsubishi FX-485-PC-IF Converter.Mitsubishi GX Developer as the programming software.Those above contribute to the double-demineralized water monitoring interface.Practise proved that the choice is right.After a number of fairness I finally communicate between the crew and upper monitor.Upon this I made the controlling interface with the Monitor and Control Generated System Software.After debug it finally achieve the basic demands.Key Words:the communication between PLC and PC;MCGS;PLC目录引言 (1)1设计任务 (2)2选取的硬件及软件介绍 (2)2.1PLC (2)2.1.1PLC的主要特点 (2)2.1.2三菱FX1N系列PLC (3)2.2组态软件 (4)2.2.1MCGS (5)2.3通讯接口 (5)2.3.1RS-232 (5)3设计过程 (6)3.1PC与PLC通讯 (6)3.1.1PLC通讯参数设置 (6)3.1.2MCGS通讯设置 (6)3.2人机界面制作 (9)4调试过程 (10)5结论 (13)总结与展望 (14)参考文献 (15)引言本选题建立在半实物全开放化工过程控制检测、控制综合实验平台项目,指导老师提出课题的基础上。
上位机监控系统功能
现场PLC控制器对电站各设备运行状态和运行参数自动的进行实时监测,它的检测量可以是开关量即接通与断开所对应的值,也可以是模拟量如温度、压力等。
上位PC机把下位机得到的数据进行计算,判断系统是否正常。
如果出现故障及时显示信号并发出相应的声光报警信号,对超限数据可以存储,方便管理人员分析处理,通过外接打印机可以对存储数据进行打印。
系统结构图如下:
自动控制系统和自动监测系统组成了电站自动化系统,集散式电站的上位PC监控系统与下位PLC控制系统一起同步工作,通过连线把彼此之间数据实现共享。
上位工业PC机得监控系统为下位控制系统提供了友好的人机界面,它有强大的数据统计功能,方便了电站操作人员的操作、维护等。
监控系统可以显示测量值、设定值、趋势曲线、故障状态、控制输出值等,还可以设置主监控界面、原理界面、并车界面、故障报警界面、数据报表界面,流程图画面。
操作人员通过操作站,可以监视现场装置的情况;可以实现各种状态量的监视和组态,极大地方便了人员的操作,从而实现了集中的操作和监控管理[17]。
PLC及上位机监控系统标记(symbol)命名规范
1、开关量状态信号
命名:设备编号+后缀
(1)设备编号:以设计图纸上编号为准或与图纸设备对应的自定义编号(形成设备编号表)
2、外部DI信号在以上后缀后添加字母“i”
2、设备模拟量值:
(1)模拟量瞬时反馈值:设备编号+_insin
(2)模拟量瞬时控制值:设备编号+_insout
(3)累计运行时间:设备编号+_tot
(4)维护运行时间:设备编号+_ptot
(5)维护运行时间设定:设备编号+_ptotsp
3、仪表信号:
(1)瞬时值:
命名规约:仪表代号+编号+_ins
(2)累计流量
命名规约:仪表代号+编号+后缀
(3)电气信号
命名规约:总电流(进线)信号:L1+后缀
设备电流信号:设备编号+后缀
4、设备控制信号
*设备控制信号开关量全部用脉冲信号
命名规约:设备编号+后缀
设备编号:以设计图纸为准(前面提到的设备编号表)
5、参数设定:
(1)设备自控
(2)模拟量限值设定
命名规约:仪表代号+编号+后缀
仪表代号:见前
接标记在以上标记后加_pc,触摸屏加_hmi
6、报警
(1)、模拟量超限报警
命名规约:仪表代号+编号+后缀
Mr_al 维护报警
变频
工频_siderun 旁路运行/_ssrun 软启运行,工频_fault 错误
_ss_fault 软启错误。