表面处理的国标
- 格式:doc
- 大小:32.50 KB
- 文档页数:4
1 范围本标准规定了产品表面处理的功能性技术要求、检验方法、检验规则、运输与贮存。
本标准适用于本公司中的本标准涉及到的电镀、喷漆、PVD及杂色处理、丝印等表面处理。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 4955-2005 金属覆盖层厚度测定阳极溶解库仑方法GB 6461-2002 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级 (等效 ISO4540-80)GB 6462-2005 金属和氧化物覆盖层厚度显微镜测量方法GB/T 10125-2012 人造气氛腐蚀试验盐雾试验ASME A112.18.1-2012 水暖配件EN248:2002 镍、铬电镀通用技术规范GB/T 6739-2006 色漆和清漆铅笔法测定漆膜硬度3各表面处理的性能要求零件料号中后三位代表表面处理的方式,各表面处理的性能要求如下:注1:公司目前主要为CF:AASS 24H 10级;CP1:CASS 4H 9级注2:表1为公司常规标准,若客户提供表面性能标准,依客户标准或《零件检验规范》执行;注3:PVD 表面处理的盐雾测试最低要求CASS 4H,若有客户要求按客户要求(在物料描述或零件检验中体现)。
4 技术要求4.1 尺寸电镀件的各重要尺寸及螺牙必须符合零件检验规范的尺寸和实配的要求。
4.2镀层厚度4.2.1 塑胶电镀件镀层厚度:4.2.2金属电镀件镀层厚度4.3 耐腐蚀性标准4.4 结合力测试标准:客户有特殊要求时,以客户要求为准。
对于批量来料,按4.4.2测试标准进行测试, 4.4.1塑胶件结合力测试标准(冷热冲击试验) :(实验测试)4.4.2塑胶件结合力测试标准(百格测试):(进料检验抽测)表64.4.3 金属件结合力测试标准:(实验测试)4.5 耐酒精测试:(进料检验抽测)表84.6 落砂磨损实验:(实验室测试)5 检验规则5.1 产品须经进料检验部门按本标准检验合格后,并附产品质量合格证明后方可入库。
钢铁表面主要表面处理标准GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准国标GB8923-88 对除锈等级描述:喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级:Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
手工和动力工具除锈以字母“St”表示。
本标准订有二个除锈等级:St2 彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
我国的除锈标准与相当的国外除锈标准对照表:注:SSPC中的Sp6比Sa2.5 略为严格,Sp2为人工钢丝刷除锈,Sp3为动力除锈。
表面粗糙度及其评定喷砂、抛丸、手工和动力除锈,其目的除达到前述一定的表面清洁度外,还会对钢铁表面造成一定的微观不平整度,即表面粗糙度。
对于涂漆前钢铁表面的粗糙度通常以一些主要的波峰和波谷间的高度值来表示。
钢铁表面粗糙度对漆膜的附着力,防腐蚀性能和保护寿命有很大影响。
紧固件表面处理发黑国标一、标准概述:1.紧固件是工程中常用的一种连接零件,它的表面处理对于保证其使用寿命和性能至关重要。
其中,发黑处理是一种常见的表面处理方法,能够提高紧固件的耐腐蚀性和外观质量。
在我国,紧固件表面处理的国家标准对于保证产品质量和安全性具有重要意义。
2.紧固件表面处理发黑是常见的金属表面处理工艺之一,旨在提高紧固件的防腐蚀性能和外观质量。
本标准规定了紧固件表面处理发黑的工艺要求、试验方法、检验规则及包装、运输、贮存等要求。
3.紧固件表面处理对于保证其使用寿命和性能至关重要。
发黑处理作为一种常见的表面处理方法,在提高紧固件的耐腐蚀性和外观质量方面具有很好的效果。
在选择表面处理方法时,需要综合考虑使用环境、耐腐蚀性、硬度和耐磨性、成本和工艺性等因素,选择合适的方法。
二、紧固件表面处理的重要性:1.紧固件在使用过程中,常常受到外部环境的影响,如氧化、腐蚀等。
2.为了提高紧固件的耐腐蚀性,延长其使用寿命,需要对其进行表面处理。
3.表面处理能够改善紧固件的表面性能,提高其抗磨损、抗腐蚀能力,保证紧固件在各种工况下的稳定性能。
三、发黑处理的定义和种类:1.电镀黑镍:通过电解沉积镍的方法,使紧固件表面覆盖一层黑色镍层。
2.高温煮黑:将紧固件放入高温的氢氧化钠和亚硝酸钠溶液中,使其表面产生黑色氧化膜。
3.余温发黑:在热处理工序中,利用余温发黑剂使紧固件表面发黑。
四、国标对紧固件表面处理的要求:1.我国国家标准对紧固件表面处理有严格的要求,包括表面处理的方法、工艺、质量等。
2.根据不同的使用环境和要求,标准规定了不同的表面处理等级。
3.生产厂家需要按照国家标准要求,选择合适的表面处理方法,确保紧固件的质量和性能。
五、工艺要求:1.紧固件表面应清洁、干燥,无油污、锈蚀、杂质等。
2.发黑处理后的紧固件表面应呈均匀黑色,色泽光亮,无色差。
3.发黑处理后的紧固件表面应具有一定的防腐蚀性能,能够承受室内外环境的腐蚀。
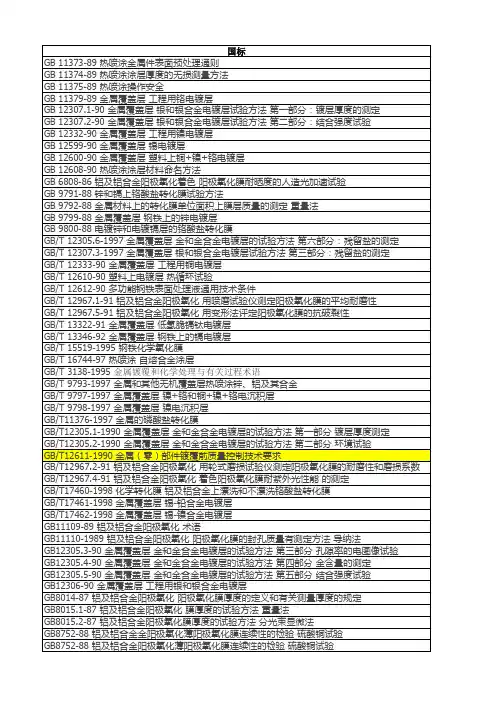
表面处理 --- 除锈程度ISO8501-1:1988锈蚀等级 (Rust Grades)A:钢表面完全被粘附的氧化皮覆盖,极少量或无可见锈B:钢表面被氧化皮和锈覆盖C:钢表面完全被锈覆盖,极少量或无可见点蚀D:钢表面完全被锈覆盖,可见点蚀除锈程度Sa : 喷砂除锈Sa1/Sa2/Sa2.5/Sa3(SSPC SP7/SP6/SP10/SP5)St : 手工或动力工具除锈St2 / St3Fl : 火焰清洁AFl/BFl/CFl/DFlISO8501-2 --- 已有涂层表面的表面处理等级P Sa : 已有涂层表面局部彻底的喷砂处理P Sa2/P Sa2.5/P Sa3P St : 已有涂层表面局部手工和动力工具处理P St2/P St3P Ma : 已有涂层表面局部机械打磨处理P Ma下列国家标准,涉及了防腐蚀的各种要求:GB8923涂装钢材表面锈蚀等级和除锈等级(相对国际标准 ISO 8501-1:1988)GB6060.5表面粗糙度比较样板抛(喷)丸、喷砂加工表面(相对国际标准.ISO8503-2 :1995)GB6484铸钢丸GB6485铸钢砂GB/T13312钢铁件涂装前除油程度检验方法(验油试纸法)HG/T 3656钢结构桥梁漆JB/Z350高压无气喷涂典型工艺GB1764漆膜厚度测定法GB/T 5210涂层附着力的测定法,拉开法GB/T 1771色漆和清漆耐中性盐雾性能的测定(相对国际标准ISO 7253:1984)GB/T 1865色漆和清漆人工气候老化和人工辐射曝露(相对国际标准ISO 11341:1994)GB/T1740漆膜耐湿热测定法GB7692涂装作业安全规程涂漆前处理工艺安全GB6514涂装作业安全规程涂漆工艺安全GB/T15957-1995大气环境腐蚀性分类石油行业标准SYJ0004-1999钢质管道及储罐防腐蚀工程设计规范SY4058-93埋地钢质管道外防腐层和保温层现场补伤施工及验收规范SY/T0007-1998钢质管道及储罐腐蚀控制工程设计规范SY/T0063-99管道防腐层检漏试验方法SY/T0087-95钢质管道及储罐腐蚀与防护调查方法标准SY/T0407-1997涂装前钢材表面预处理规范SY/T0447-96埋地钢质管道环氧煤沥青防腐层技术标准SY/T4091-1995滩海石油工程防腐蚀技术规范SYJ30-87埋地钢质管道及储罐防腐蚀工程基本术语Q/CNPC37-2002非腐蚀性天然气输送管内壁覆盖层推荐做法一、涂装标准的类别涂装标准从类别上划分可分为:1、公司标准如:国际油漆公司高压水喷射表面处理标准、海洋石油工程公司涂装施工程序等2、行业标准如:石油天然气工业标准3、国家标准如:GB, BS, DIN, ASTM, Norsok Standard, SSPC4、地区标准如:欧洲标准 ( CEN)5、国际标准如:ISO二、涉及了防腐蚀的各种要求:GB8923涂装钢材表面锈蚀等级和除锈等级(相对国际标准 ISO 8501-1:1988)GB6060.5表面粗糙度比较样板抛(喷)丸、喷砂加工表面(相对国际标准.ISO8503-2 :1995)GB6484铸钢丸GB6485铸钢砂GB/T13312钢铁件涂装前除油程度检验方法(验油试纸法)HG/T 3656钢结构桥梁漆JB/Z350高压无气喷涂典型工艺GB1764漆膜厚度测定法GB/T 5210涂层附着力的测定法,拉开法GB/T 1771色漆和清漆耐中性盐雾性能的测定(相对国际标准ISO 7253:1984)GB/T 1865色漆和清漆人工气候老化和人工辐射曝露(相对国际标准ISO 11341:1994)GB/T1740漆膜耐湿热测定法GB7692涂装作业安全规程涂漆前处理工艺安全GB6514涂装作业安全规程涂漆工艺安全GB/T15957-1995大气环境腐蚀性分类三、附着力测试标准ISO 2409:1972色漆和清漆-划格法测试ISO 4624:1978色漆和清漆-附着力拉开法测试ASTM D 3359-87胶带纸附着力标准测试法ASTM D 5162-01标准操作规程-金属底材上不传导型保护用涂料的不连续性(漏涂)测试NACE RP 0188-99标准测试规程-保护用涂料的不连续性(漏涂)测试法无机富锌漆的MEK测试ASTM D 4752-87无机硅酸富锌漆的耐MEK溶剂擦拭标准测试法四、国际上常用的相关标准有:1、新钢材表面锈蚀等级 --- ISO 8501-1:1988 / SSPC Vis2、已有涂层表面的锈蚀等级 --- ISO4628 / ASTM D6103、底材表面可溶性盐的检测 --- ISO8502-64、表面处理等级 --- ISO8501:1988 / SSPC SP / DIN 559285、表面粗糙度 --- ISO8503 / ASTM D 4417 / RUGOTEST No.36、喷砂磨料标准 --- ISO11124/ 11125/ 11126/ 111277、底材表面灰尘 --- ISO8502-38、干膜厚度的测量 --- SSPC PA2 / DIN 55929 / ISO28089、附着力 --- ISO4624 / SIS184171 / ASTM D3359 / ISO240910、无机富锌底漆固化程度 --- ASTM D475211、针孔检测 --- DIN 5567012、已有涂层的评估 --- ISO4628 / ASTM D714表面处理相关标准除锈程度ISO8501-1/ISO8501-2/SSPC SP底材表面清洁程度ISO8502-1~9表面粗糙度ISO8503/ASTM D4417/RUGOTEST No.3喷砂磨料标准ISO11124/ISO11125/ISO11126/ISO11127THANKS致力为企业和个人提供合同协议,策划案计划书,学习课件等等打造全网一站式需求欢迎您的下载,资料仅供参考。
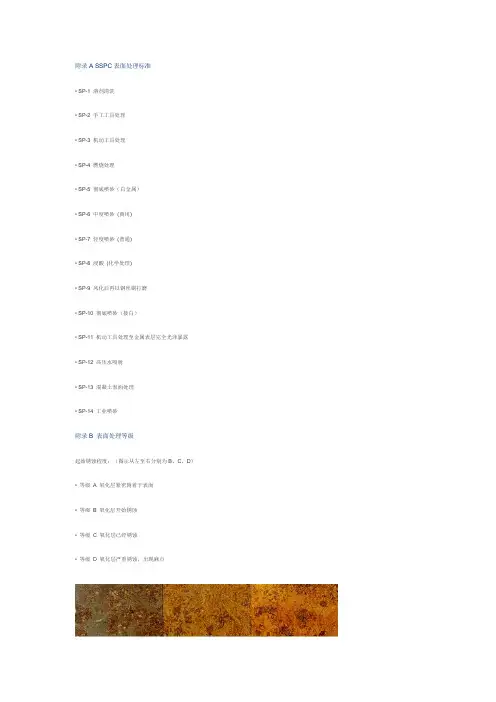
附录A SSPC表面处理标准• SP-1 溶剂清洗• SP-2 手工工具处理• SP-3 机动工具处理• SP-4 燃烧处理• SP-5 彻底喷砂(白金属)• SP-6 中度喷砂(商用)• SP-7 轻度喷砂(普通)• SP-8 浸酸(化学处理)• SP-9 风化后再以钢丝刷打磨• SP-10 彻底喷砂(接白)• SP-11 机动工具处理至金属表层完全光泽暴露• SP-12 高压水喷射• SP-13 混凝土表面处理• SP-14 工业喷砂附录B 表面处理等级起始锈蚀程度:(图示从左至右分别为B、C、D)• 等级A 氧化层紧密附着于表面• 等级B 氧化层开始锈蚀• 等级C 氧化层已经锈蚀• 等级D 氧化层严重锈蚀,出现麻点轻度喷砂:商用喷砂:近白喷砂:白金属喷砂:附录C 国际通用表面处理标准对比钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079瑞典标准Swedish Standard国标GB-3092 / GB-8923-88关于表面处理等级1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年:NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属”NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理”NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理”NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理”SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢”SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养”一、金属(1) 新表面A.钢铁1.喷砂处理实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。
附录A SSPC表面处理标准• SP-1 溶剂清洗• SP-2 手工工具处理• SP-3 机动工具处理• SP-4 燃烧处理• SP-5 彻底喷砂(白金属)• SP-6 中度喷砂(商用)• SP-7 轻度喷砂(普通)• SP-8 浸酸(化学处理)• SP-9 风化后再以钢丝刷打磨• SP-10 彻底喷砂(接白)• SP-11 机动工具处理至金属表层完全光泽暴露• SP-12 高压水喷射• SP-13 混凝土表面处理• SP-14 工业喷砂附录B 表面处理等级起始锈蚀程度:(图示从左至右分别为B、C、D)• 等级A 氧化层紧密附着于表面• 等级B 氧化层开始锈蚀• 等级C 氧化层已经锈蚀• 等级D 氧化层严重锈蚀,出现麻点轻度喷砂:商用喷砂:近白喷砂:白金属喷砂:附录C 国际通用表面处理标准对比钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079瑞典标准Swedish Standard国标GB-3092 / GB-8923-88关于表面处理等级1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年:NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属”NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理”NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理”NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理”SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢”SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养”一、金属(1) 新表面A.钢铁1.喷砂处理实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。

国际通用表面处理标准对比描述SSPC SP SIS 055900 NACE ISO 8501BS 7079溶剂清洗 SP1手工工具清洁SP2 St2 St2机动工具清洁SP3 St3 St3燃烧清洁 SP4 F1 喷砂处理白金属SP5 Sa3 No1 Sa3喷砂处理商用级SP6 Sa2 No3 Sa2喷砂处理普通级SP7 Sa1 No4 Sa1化学清洁 SP8喷砂处理近白金属SP9 Sa2.5 No2 Sa2.5机动清洁裸金属 SP10湿喷砂 SP11 No5钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE)英国标准ISO 8501-1 / BSI BS 7079瑞典标准 Swedish Standard国标GB-3092 / GB-8923-88金属防腐涂装表面处理通常金属表面会附有尘埃、油污、氧化皮、锈蚀层、污染物、盐份或松脱的旧漆膜。
其中氧化皮是比较常见但最容易被忽略的部分。
氧化皮是在钢铁高温锻压成型时所产生的一层致密氧化层,通常附着比较牢固,但相比钢铁本身则较脆,并且其本身为阴极,会加速金属腐蚀。
如果不清除这些物质直接涂装,势必会影响整个涂层的附着力及防腐能力。
据统计,大约有70%以上的油漆问题是由于不适当的表面处理所引起的。
因此,对于一个金属防腐涂装油漆系统的性能体现,合适的表面处理是至关重要的。
通常我们按三个步骤进行表面处理:a) 铲除各种松脱物质;b) 溶剂清洗除去油脂;c) 使用各种手工或电动工具或喷砂等方法处理表面至上漆标准。
在附录A中,列出了SSPC表面处理标准。
在决定表面处理等级标准前,还需界定表面锈蚀等级。
在附录B中,我们列出了各锈蚀等级及喷砂处理后的图片。
在附录C中,还列出了各不同国际组织表面处理标准的相关联系。
SA 2.5级除锈标准,是国际上广泛应用的一种金属表面处理标准,用于评估金属表面对除锈处理的质量和效果。
SA 2.5级除锈标准对应的国标也是在我国的金属工业中具有重要意义的标准之一。
在今天的文章中,我们将深入探讨SA 2.5级除锈标准对应国标的相关内容,探讨其深度和广度,并共享个人观点和理解。
1. 了解SA2.5级除锈标准对应国标的背景和意义SA 2.5级除锈标准对应国标,是指金属表面处理中一种与除锈处理相关的国家标准。
SA 2.5级的除锈标准是由国际上的金属工业组织制定的,它对金属表面进行了严格的要求和评定,以确保金属表面的质量和使用寿命。
在国内,这一标准也得到了全面的应用,对于提高金属制品的质量和延长使用寿命起到了关键作用。
2. SA 2.5级除锈标准对应国标的具体内容和要求根据我国国家标准《金属表面处理技术钢铸铁表面清理质量要求》,SA 2.5级除锈标准对应的国标具体规定了金属表面处理的技术要求和质量标准。
其中包括了:表面清理方法、清理后的表面状况、清理后的表面粗糙度、表面清理后的油污和杂质、表面清理后的残余盐份等方面的严格要求。
只有满足了这些要求,才能符合SA 2.5级除锈标准对应国标的要求。
3. 从实际应用角度看SA 2.5级除锈标准对应国标的意义和价值SA 2.5级除锈标准对应国标的实际应用价值是非常重要的。
随着国家经济的快速发展和工业化进程的加速推进,金属制品在各个领域的应用越来越广泛。
而金属制品的质量直接关系到它们的使用寿命和安全性。
SA 2.5级除锈标准对应国标的实施,可以有效提高金属制品的质量、保障其使用寿命,并且为相关行业的健康发展提供了有力支撑。
4. 个人观点和理解作为一名金属表面处理领域的从业者,我深知SA 2.5级除锈标准对应国标的重要性。
在实际工作中,我们要严格按照这一标准的要求进行操作,以确保产品质量和客户满意度。
我也认为国家标准的制定是行业健康发展的重要保障,只有严格执行国家标准,才能使我们的产品在国际市场上获得更好的竞争力。
三防国标要求
三防国标是指国家制定的三防标准,即防尘、防水、防震等方面的标准。
这些标准通常用于规定电子、电器、通讯等产品的防护性能,以确保其在特定环境下的稳定性和可靠性。
下面将分别介绍三防国标的要求。
1. 防尘
防尘是指产品在特定的使用环境下,能够防止尘埃、污垢等颗粒物进入产品内部,从而保持产品内部的清洁度和稳定性。
在防尘方面,三防国标通常会规定产品的密封性、外壳表面处理、进风口设计等方面的要求。
2. 防水
防水是指产品在特定的使用环境下,能够防止水分进入产品内部,从而保证产品的正常工作。
在防水方面,三防国标通常会规定产品的防水等级、防水构造、防水材料等方面的要求。
3. 防震
防震是指产品在特定的使用环境下,能够承受一定的冲击和振动,从而保证产品的稳定性和可靠性。
在防震方面,三防国标通常会规定产品的抗震性能、防震材料、防震结构等方面的要求。
综上所述,三防国标的要求是针对产品的防护性能而制定的,旨在确保产品在不同环境下的稳定性和可靠性。
对于电子产品制造商来说,遵守三防国标的要求是保证产品质量和市场竞争力的必要条件。
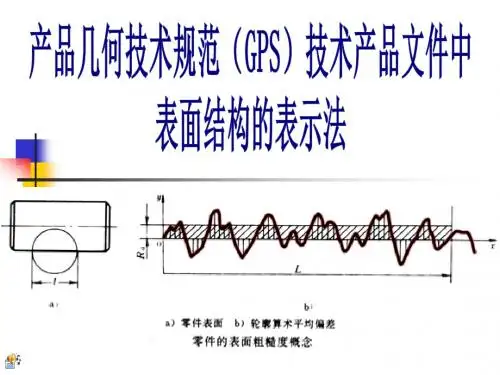
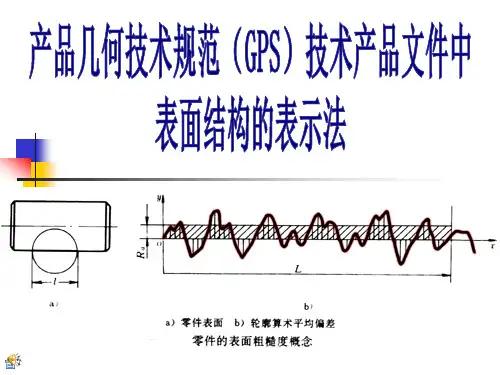
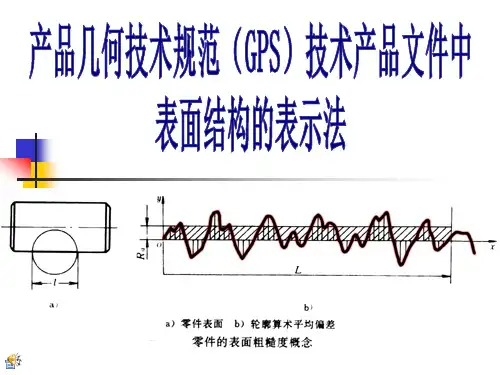
表面结构的图样表示法加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。
这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。
一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。
因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。
1.评定表面结构常用的轮廓参数①算术平均偏差Ra是指在一个取样长度内纵坐标值Z(x)绝对值的算术平均值② 轮廓的最大高度Rz是指在同一取样长度内,最大轮廓峰高和最大轮廓谷深之和的高度图9-27 评定表面结构常用的轮廓参数2.有关检验规范的基本术语检验评定表面结构参数值必须在特定条件下进行。
国家标准规定,图样中注写参数代号及其数值要求的同时,还应明确其检验规范。
有关检验规范方面的基本术语有取样长度、评定长度、滤波器和传输带以及极限值判断规则。
本有关检验规范仅介绍取样长度与评定长度和极限值判断规则。
(1)取样长度和评定长度以粗糙度高度参数的测量为例,由于表面轮廓的不规则性,测量结果与测量段的长度密切相关,当测量段过短,各处的测量结果会产生很大差异,但当测量段过长,则测得的高度值中将不可避免地包含了波纹度的幅值。
因此,在X轴上选取一段适当长度进行测量,这段长度称为取样长度。
但是,在每一取样长度内的测得值通常是不等的,为取得表面粗糙度最可靠的值,一般取几个连续的取样长度进行测量,并以各取样长度内测量值的平均值作为测得的参数值。
这段在X轴方向上用于评定轮廓的并包含着一个或几个取样长度的测量段称为评定长度。
当参数代号后未注明时,评定长度默认为5 个取样长度,否则应注明个数。
例如:Rz0.4、Ra30.8、Rz13.2分别表示评定长度为5个(默认)、3个、1个取样长度。
国标镀层厚度公差标准下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!镀层是一种常见的表面处理工艺,可以有效提高材料的耐腐蚀性能、机械强度和感应性。
表面处理 --- 除锈程度
ISO8501-1:1988
锈蚀等级 (Rust Grades)
A:钢表面完全被粘附的氧化皮覆盖,极少量或无可见锈B:钢表面被氧化皮和锈覆盖
C:钢表面完全被锈覆盖,极少量或无可见点蚀
D:钢表面完全被锈覆盖,可见点蚀
除锈程度
Sa : 喷砂除锈
Sa1/Sa2/Sa2.5/Sa3(SSPC SP7/SP6/SP10/SP5)
St : 手工或动力工具除锈
St2 / St3
Fl : 火焰清洁
AFl/BFl/CFl/DFl
ISO8501-2 --- 已有涂层表面的表面处理等级
P Sa : 已有涂层表面局部彻底的喷砂处理
P Sa2/P Sa2.5/P Sa3
P St : 已有涂层表面局部手工和动力工具处理
P St2/P St3
P Ma : 已有涂层表面局部机械打磨处理
P Ma
下列国家标准,涉及了防腐蚀的各种要求:
GB8923涂装钢材表面锈蚀等级和除锈等级(相对国际标准 ISO 8501-1:1988)
GB6060.5表面粗糙度比较样板抛(喷)丸、喷砂加工表面(相对国际标准.ISO8503-2 :1995)GB6484铸钢丸
GB6485铸钢砂
GB/T13312钢铁件涂装前除油程度检验方法(验油试纸法)
HG/T 3656钢结构桥梁漆
JB/Z350高压无气喷涂典型工艺
GB1764漆膜厚度测定法
GB/T 5210涂层附着力的测定法,拉开法
GB/T 1771色漆和清漆耐中性盐雾性能的测定(相对国际标准ISO 7253:1984)
GB/T 1865色漆和清漆人工气候老化和人工辐射曝露(相对国际标准ISO 11341:1994)
GB/T1740漆膜耐湿热测定法
GB7692涂装作业安全规程涂漆前处理工艺安全
GB6514涂装作业安全规程涂漆工艺安全
GB/T15957-1995大气环境腐蚀性分类
石油行业标准
SYJ0004-1999钢质管道及储罐防腐蚀工程设计规范
SY4058-93埋地钢质管道外防腐层和保温层现场补伤施工及验收规范
SY/T0007-1998钢质管道及储罐腐蚀控制工程设计规范
SY/T0063-99管道防腐层检漏试验方法
SY/T0087-95钢质管道及储罐腐蚀与防护调查方法标准
SY/T0407-1997涂装前钢材表面预处理规范
SY/T0447-96埋地钢质管道环氧煤沥青防腐层技术标准
SY/T4091-1995滩海石油工程防腐蚀技术规范
SYJ30-87埋地钢质管道及储罐防腐蚀工程基本术语
Q/CNPC37-2002非腐蚀性天然气输送管内壁覆盖层推荐做法
一、涂装标准的类别
涂装标准从类别上划分可分为:
1、公司标准
如:国际油漆公司高压水喷射表面处理标准、海洋石油工程公司涂装施工程序等
2、行业标准
如:石油天然气工业标准
3、国家标准
如:GB, BS, DIN, ASTM, Norsok Standard, SSPC
4、地区标准
如:欧洲标准 ( CEN)
5、国际标准
如:ISO
二、涉及了防腐蚀的各种要求:
GB8923涂装钢材表面锈蚀等级和除锈等级(相对国际标准 ISO 8501-1:1988)
GB6060.5表面粗糙度比较样板抛(喷)丸、喷砂加工表面(相对国际标准.ISO8503-2 :1995)GB6484铸钢丸
GB6485铸钢砂
GB/T13312钢铁件涂装前除油程度检验方法(验油试纸法)
HG/T 3656钢结构桥梁漆
JB/Z350高压无气喷涂典型工艺
GB1764漆膜厚度测定法
GB/T 5210涂层附着力的测定法,拉开法
GB/T 1771色漆和清漆耐中性盐雾性能的测定(相对国际标准ISO 7253:1984)
GB/T 1865色漆和清漆人工气候老化和人工辐射曝露(相对国际标准ISO 11341:1994)
GB/T1740漆膜耐湿热测定法
GB7692涂装作业安全规程涂漆前处理工艺安全
GB6514涂装作业安全规程涂漆工艺安全
GB/T15957-1995大气环境腐蚀性分类
三、附着力测试标准
ISO 2409:1972色漆和清漆-划格法测试
ISO 4624:1978色漆和清漆-附着力拉开法测试
ASTM D 3359-87胶带纸附着力标准测试法
ASTM D 5162-01标准操作规程-金属底材上不传导型保护用涂料的不连续性(漏涂)测试
NACE RP 0188-99标准测试规程-保护用涂料的不连续性(漏涂)测试法
无机富锌漆的MEK测试
ASTM D 4752-87无机硅酸富锌漆的耐MEK溶剂擦拭标准测试法
四、国际上常用的相关标准有:
1、新钢材表面锈蚀等级 --- ISO 8501-1:1988 / SSPC Vis
2、已有涂层表面的锈蚀等级 --- ISO4628 / ASTM D610
3、底材表面可溶性盐的检测 --- ISO8502-6
4、表面处理等级 --- ISO8501:1988 / SSPC SP / DIN 55928
5、表面粗糙度 --- ISO8503 / ASTM D 4417 / RUGOTEST No.3
6、喷砂磨料标准 --- ISO11124/ 11125/ 11126/ 11127
7、底材表面灰尘 --- ISO8502-3
8、干膜厚度的测量 --- SSPC PA2 / DIN 55929 / ISO2808
9、附着力 --- ISO4624 / SIS184171 / ASTM D3359 / ISO2409
10、无机富锌底漆固化程度 --- ASTM D4752
11、针孔检测 --- DIN 55670
12、已有涂层的评估 --- ISO4628 / ASTM D714
表面处理相关标准
除锈程度
ISO8501-1/ISO8501-2/SSPC SP
底材表面清洁程度
ISO8502-1~9
表面粗糙度
ISO8503/ASTM D4417/RUGOTEST No.3
喷砂磨料标准
ISO11124/ISO11125/ISO11126/ISO11127
THANKS
致力为企业和个人提供合同协议,策划案计划书,学习课件等等
打造全网一站式需求
欢迎您的下载,资料仅供参考。