齿轮模具设计步骤
- 格式:doc
- 大小:389.50 KB
- 文档页数:11
1、根据负载、以及运动状态(速度、是垂直运动还是水平运动)来计算驱动功率2、初步估定齿轮模数(必要时,后续进行齿轮强度校核,若在强度校核时,发现模数选得太小,就必须重新确定齿轮模数,关于齿轮模数的选取,一般凭经验、或是参照类比,后期进行安全校核)3、进行初步的结构设计,确定总传动、以及确定传动级数(几级传动)4、根据总传动比进行分配,计算出各级的分传动比5、根据系统需要进行详细的传动结构设计(各个轴系的详细设计),这样的设计一般还在总装图上进行。
6、在结构设计的时候,若发现前期的参数不合理(包括齿轮过大、相互有干涉、制造与安装困难等),就需要及时的返回上面程序重新来过7、画出关键轴系的简图(一般是重载轴,当然,各个轴系都做一遍当然好),画出各个轴端的弯矩图、转矩图,从而找出危险截面,并进行轴的强度校核8、低速轴齿轮的强度校核9、安全无问题后,拆分零件图渐开线圆柱齿轮传动设计程序主要用于外啮合渐开线圆柱标准直齿齿轮传动设计、渐开线圆柱标准斜齿齿轮传动设计和渐开线圆柱变位齿轮传动设计。
程序中的各参数和各设计方法符合相关的国家标准,即:渐开线圆柱齿轮基本轮廓(GB/T1356-2001)、渐开线圆柱齿轮模数(GB/T1357-1987等效采用ISO54-1977),以及《渐开线圆柱齿轮承载能力计算方法》(GB/T3480-1997等效ISO6336-1966)、渐开线圆柱齿轮精度(GB/T10095-2001等效ISO1328-1997)。
程序根据输入的齿轮传动设计参数和相关设计要求,进行齿轮几何尺寸的计算、齿轮接触疲劳强度校核和弯曲疲劳强度校核的计算,以及相关公差值的计算等。
整个设计过程分步进行,界面简洁,操作方便硬齿面齿轮风力发电增速齿轮箱中,其输入轴承受叶片传过来的轴向力、扭矩和颠覆力矩。
中间轴上的齿轮承受输入端传过来的力矩和输出端刹车时传过来的刹车力矩。
输出轴上的齿轮承受中间轴传过来的扭矩,同时也承受输出端刹车时带来的刹车力矩。

ug齿轮建模
建模需要考虑的主要因素是齿轮的几何形状和尺寸。
可以按照以下步骤进行建模:
1. 首先确定齿轮的基本参数,如齿轮的模数、齿数、齿面厚度和压力角等。
这些参数将决定齿轮的几何形状。
2. 根据齿轮的基本参数,在3D建模软件中创建一个新的零件文件。
3. 使用绘图工具在零件文件中绘制齿轮的截面曲线。
根据齿数和齿面厚度,绘制合适的齿形曲线。
4. 将截面曲线复制并沿齿轮的周长方向进行旋转,创建所有的齿。
5. 在齿轮的两侧创建轴孔或齿键孔,以便齿轮可以与其他零件连接。
6. 根据需要,添加齿轮的其他特征,如孔或凸起。
7. 完成齿轮的建模后,使用软件的渲染功能进行预览和调整。
8. 最后保存建模文件,以便后续使用和导出。
上述步骤仅是一个基本的建模流程,具体的操作可能会有所差异,取决于使用的建模工具和具体的要求。
齿轮模具设计及制作标准(一)
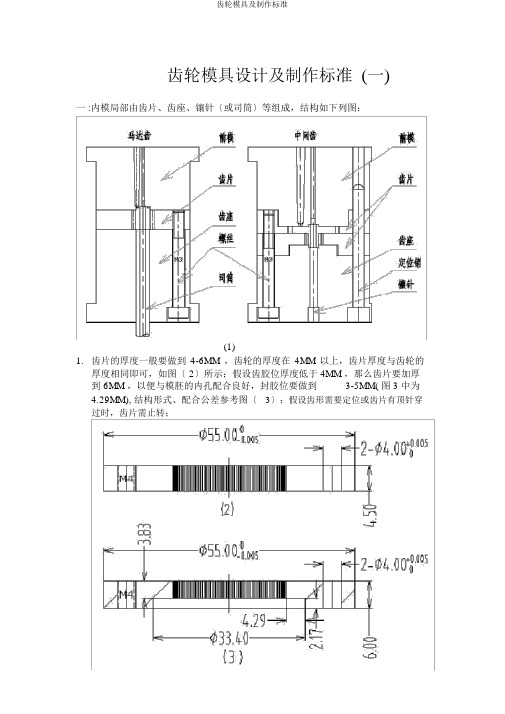
一 :内模局部由齿片、齿座、镶针〔或司筒〕等组成,结构如下列图:
(1)
1.齿片的厚度一般要做到4-6MM ,齿轮的厚度在4MM 以上,齿片厚度与齿轮的
厚度相同即可,如图〔 2〕所示;假设齿胶位厚度低于 4MM ,那么齿片要加厚到 6MM ,以便与模胚的内孔配合良好,封胶位要做到3-5MM( 图 3 中为
4.29MM), 结构形式、配合公差参考图〔3〕;假设齿形需要定位或齿片有顶针穿
过时,齿片需止转;
2.齿座结构形式、配合公差参考图 (4);
(4)
3.镶针的结构形式、配合公差参考图 (5)
〔5〕
4.齿片的排气设计,排气一般开在齿片的底面,对于流动性较好 PA、PPS 等料建议先不要开排气,具体结构如图〔 6〕;
〔6〕
5.进胶点的设计,一般齿根圆直径在8MM 以上时,采用三点进胶;小于8MM 时可采用一点进胶;为保证进浇点压力对齿形的影响,浇口的位置可稍远离齿形,具体设计请参考图〔 7〕;
6.模胚的加工要求,模胚加工时模仁孔要求 A 、B 板的模仁孔、定位器孔要同心,
加工时 A 、B 板装夹后,一同加工,下列图为 A 板的模仁孔及定位器孔重点寸法的尺寸公差、形位公差, B 板的标注与 A 板相同;
二、齿轮产品模具的根本结构:。
齿轮模具设计专业班级: ______________________姓名: _______________________________ 学号: _____________________________指导教师: ______________________________ 设计时间: _______________________________物理与电气工程学院2015年6月20日F面一图1-1所示的齿轮为例,介绍CREO2.0模具设计的一般过程。
图1-1齿轮模型1.1.1参照零件的布局(1)启动CREO2.0,执行“文件”中的“设置工作目录”命令,选择一个合适的工作目录。
(2)选择下拉菜单“文件”,“新建”命令对话框。
在“新建”对话框中的“类型”选项中选择“制造”,“子类型”中选择“模具型腔”,在名称文本框中输入模具型腔的文件名为“ chuitou,同时取消选择“使用默认模板”复选框,如图1-2所示。
单击“确定”按钮,在弹出的“新文件选项”对话框,选择“ mmn s_mfg_mold ”模板,如图1-3所示。
单击“新文件选项”对话框中的“确定”按钮,进入模具设计模块。
图本石二4 m 3一匡览亠亠一蚁宰 和总零渎制红格捉布记标 Fxa p%虫 C1B 卡冋鱼 SOOOOOO阪宝件 •掘貝型腔 Ejcpizt :»L "1 皿皿了臭里(3)单击“模具制造“工具栏上的“模具型腔布局”按钮总,弹出“打开” 对话框,同时弹出“布局”对话框,如图1-4所示。
(4)在“打开”对话框中选择“ chuitou.prt”零件后,单击“打开”按钮,弹出“创建参照模型”对话框,如图1-5所示。
在“创建参照模型”对话框中选择“按参照合并”单选框,单击“确定”按钮接受默认的参照模型名称。
(5) 单击“布局”对话框中的“参照模型起点与定向”选项区域中的拾取箭头,出现浮动参照模型窗口,同时出现“坐标系类型”菜单管理器,如图1-6所示。
齿轮模具设计专业班级:姓名:学号:指导教师:设计时间:物理与电气工程学院2015 年6 月20日下面一图11所示得齿轮为例,介绍CREO2、0模具设计得一般过程。
图11齿轮模型1.1.1参照零件得布局(1)启动CREO2、0,执行“文件”中得“设置工作目录”命令,选择一个合适得工作目录。
(2)选择下拉菜单“文件”,“新建”命令对话框。
在“新建”对话框中得“类型”选项中选择“制造”,“子类型”中选择“模具型腔”,在名称文本框中输入模具型腔得文件名为“chuitou,同时取消选择“使用默认模板”复选框,如图12所示。
单击“确定”按钮,在弹出得“新文件选项”对话框,选择“mmns_mfg_mold”模板,如图13所示。
单击“新文件选项”对话框中得“确定”按钮,进入模具设计模块。
图12“新建“对话框图13“新文件选项“对话框(3)单击“模具制造“工具栏上得“模具型腔布局”按钮,弹出“打开”对话框,同时弹出“布局”对话框,如图14所示。
(4)在“打开”对话框中选择“chuitou、prt”零件后,单击“打开”按钮,弹出“创建参照模型”对话框,如图15所示。
在“创建参照模型”对话框中选择“按参照合并”单选框,单击“确定”按钮接受默认得参照模型名称。
图14“布局”对话框图15“创建参考模型”对话框(5)单击“布局”对话框中得“参照模型起点与定向”选项区域中得拾取箭头,出现浮动参照模型窗口,同时出现“坐标系类型”菜单管理器,如图16所示。
1.1.2设置收缩率(1)单击“模具制造”工具栏上得“按比例收缩”按钮,弹出“选取”对话框,按照提示单击任何一个参照模型,选中得模型变成红色。
(2) 在弹出得“按比例收缩”对话框中选择“1+S”收缩率公式,选中参照模型中得坐标系PRT_CSYS_DEF,在“收缩率”文本框中输入0、005,如图18所示。
(3) 单击“按比例收缩”对话框中得“确定”按钮,即可完成全部零件得收缩率设置。

齿模制作的流程齿模制作是一项重要的技术活,用于制造各种类型的齿轮和齿条。
下面将详细介绍齿模制作的流程,以帮助读者更好地了解这一过程。
第一步:设计齿模。
在制作齿模之前,需要先进行设计。
设计师根据齿轮或齿条的要求,使用计算机辅助设计(CAD)软件进行绘图。
设计师需要确定齿轮的模数、齿数、压力角等参数,并绘制出齿轮的剖面图和三维模型。
第二步:制作齿模母件。
齿模的母件一般采用高硬度、高强度的金属材料,如合金钢。
首先,根据设计图纸,将母件的外形切割成适当大小的块状。
然后,使用铣床、车床等机床进行精确的加工,将母件的外形和内部空腔加工成所需的形状。
第三步:热处理。
齿模母件经过加工后,需要进行热处理,以提高其硬度和耐磨性。
常用的热处理方法包括淬火和渗碳。
淬火是将母件加热至临界温度,然后迅速冷却,使其达到所需的硬度。
渗碳是将母件浸入含有碳的介质中,通过碳的渗入来增加表面硬度。
第四步:精密加工。
经过热处理的齿模母件,需要进行进一步的精密加工。
这一步骤主要包括车削、磨削和铣削等工序。
通过这些加工过程,可以使齿模母件的尺寸和形状达到设计要求,并确保其表面的光洁度和平整度。
第五步:电火花加工。
电火花加工是齿模制作中重要的工序之一。
通过电火花加工,可以将齿模母件的内部空腔中的一些复杂形状进行加工,如内孔、内槽等。
电火花加工利用电火花的高温和高压力,将电极和工件之间的材料溶解和脱离,从而实现加工效果。
第六步:组装和调试。
齿模制作完成后,需要将各个零部件进行组装。
组装包括将齿模母件与其他配件(如轴、销等)进行连接,并进行调试。
调试的目的是确保齿模的各个部分能够正常工作,齿轮或齿条的传动效果良好。
第七步:表面处理。
为了提高齿模的表面硬度和耐磨性,还可以进行表面处理。
常用的表面处理方法包括镀铬、氮化和喷涂等。
通过这些处理,可以使齿模具有更好的抗腐蚀性和耐磨性,从而延长其使用寿命。
总结:齿模制作是一个复杂而精密的过程,需要经过设计、制作、加工、热处理、电火花加工、组装和调试等多个步骤。
制造齿轮的一般流程宝子们,今天来唠唠制造齿轮的那些事儿。
一、设计环节。
咱制造齿轮得先有个设计图不是?这就像盖房子得先有个蓝图一样。
设计师们得根据齿轮的用途来确定它的各种参数呢。
比如说,这个齿轮是用在小型机械上,像那种精致的手表里,那它的尺寸肯定就特别小,精度要求还超高。
要是用在大型的工业设备里,像那种大吊车啥的,尺寸就会很大,而且要能承受巨大的力量。
在设计的时候,还要考虑齿轮的齿形。
常见的有渐开线齿形,就像那种很优美的曲线,这个形状对齿轮的传动效率和稳定性可有很大影响呢。
而且呀,设计师还要确定齿轮的模数,这模数就像是齿轮的“身份证号码”,每个模数都对应着不同的尺寸和强度要求。
二、选材。
设计好了,接下来就得选材料啦。
这就像给齿轮挑“衣服”,得合适才行。
如果是要求比较低的、不太受力的小齿轮,可能就会选择一些普通的碳素钢。
这种材料比较常见,价格也相对便宜,就像我们平时买东西选性价比高的那种感觉。
但要是那种在恶劣环境下工作,或者要承受很大压力的齿轮,那就得用好材料啦,像合金钢之类的。
合金钢就像齿轮界的“高富帅”,性能特别好,又耐磨又能扛得住大力气,不过价格也比较贵。
这就好比你要参加一个很重要的比赛,肯定得给自己准备最好的装备呀。
三、毛坯制造。
选好材料后就开始制造毛坯了。
这就像是给齿轮打个基础。
一种方法是铸造,就像做小泥人一样,把融化的金属倒进模具里,等冷却了就成了齿轮的毛坯形状。
这种方法适合制造形状比较复杂的齿轮,但是呢,铸造出来的毛坯可能精度不是特别高,就像刚捏出来的小泥人还得再加工加工。
还有一种方法是锻造,这就像是打铁一样,把金属材料加热然后用锤子或者压力机锻打。
锻造出来的齿轮毛坯,内部组织比较紧密,强度高,就像经过锻炼的人身体更结实一样。
不过锻造的形状相对简单些,要是形状太复杂就不太好操作了。
四、机械加工。
毛坯有了,就开始精加工啦。
这一步可重要了,就像给齿轮做美容一样。
首先是车削,把齿轮的外圆、内孔这些地方加工到设计的尺寸。
1、根据负载、以及运动状态(速度、是垂直运动还是水平运动)来计算驱动功率2、初步估定齿轮模数(必要时,后续进行齿轮强度校核,若在强度校核时,发现模数选得太小,就必须重新确定齿轮模数,关于齿轮模数的选取,一般凭经验、或是参照类比,后期进行安全校核)3、进行初步的结构设计,确定总传动、以及确定传动级数(几级传动)4、根据总传动比进行分配,计算出各级的分传动比5、根据系统需要进行详细的传动结构设计(各个轴系的详细设计),这样的设计一般还在总装图上进行。
6、在结构设计的时候,若发现前期的参数不合理(包括齿轮过大、相互有干涉、制造与安装困难等),就需要及时的返回上面程序重新来过7、画出关键轴系的简图(一般是重载轴,当然,各个轴系都做一遍当然好),画出各个轴端的弯矩图、转矩图,从而找出危险截面,并进行轴的强度校核8、低速轴齿轮的强度校核9、安全无问题后,拆分零件图渐开线圆柱齿轮传动设计程序主要用于外啮合渐开线圆柱标准直齿齿轮传动设计、渐开线圆柱标准斜齿齿轮传动设计和渐开线圆柱变位齿轮传动设计。
程序中的各参数和各设计方法符合相关的国家标准,即:渐开线圆柱齿轮基本轮廓(GB/T1356-2001)、渐开线圆柱齿轮模数(GB/T1357-1987等效采用ISO54-1977),以及《渐开线圆柱齿轮承载能力计算方法》(GB/T3480-1997等效ISO6336-1966)、渐开线圆柱齿轮精度(GB/T10095-2001等效ISO1328-1997)。
程序根据输入的齿轮传动设计参数和相关设计要求,进行齿轮几何尺寸的计算、齿轮接触疲劳强度校核和弯曲疲劳强度校核的计算,以及相关公差值的计算等。
整个设计过程分步进行,界面简洁,操作方便硬齿面齿轮风力发电增速齿轮箱中,其输入轴承受叶片传过来的轴向力、扭矩和颠覆力矩。
中间轴上的齿轮承受输入端传过来的力矩和输出端刹车时传过来的刹车力矩。
输出轴上的齿轮承受中间轴传过来的扭矩,同时也承受输出端刹车时带来的刹车力矩。
齿轮设计步骤
齿轮设计步骤主要包括以下几个方面:
1. 确定齿轮的使用要求和工作条件,如承受的负荷、转速、工作环境等。
这些参数将决定齿轮的材料、尺寸和齿形等。
2. 选择合适的齿轮模数和齿数。
齿轮的模数和齿数是直接影响齿轮传动效率和承载能力的关键因素,应根据设计要求合理选择。
3. 设计齿轮的几何尺寸和齿形。
这包括齿轮的啮合角、齿顶高、齿根圆弧半径、侧面压力角等参数的计算和优化,以确保齿轮传动的可靠性和效率。
4. 绘制齿轮的图样和工艺流程,包括轴孔、键槽、齿轮齿面加工等细节。
这些细节的设计和制造将影响齿轮的装配和使用效果。
5. 进行齿轮的CAD模型设计和仿真分析,以验证齿轮传动的可靠性和性能。
在这个步骤中,需要使用专业的CAD软件和仿真工具,并进行多种负荷和条件下的仿真分析。
6. 根据设计要求制造齿轮,并进行质量检测和装配调试。
在制造过程中,需要注意齿面加工、热处理、表面处理等细节环节,以确保齿轮具有较高的质量和性能。
以上就是齿轮设计的主要步骤,必须在专业的知识和工具支持下完成,以确保设计和制造的质量和效果。
齿轮模具设计
专业班级:
姓名:
学号:
指导教师:
设计时间:
物理与电气工程学院
2015 年6 月20日
下面一图1-1所示的齿轮为例,介绍CREO2.0模具设计的一般过程。
图1-1齿轮模型
1.1.1参照零件的布局
(1)启动CREO2.0,执行“文件”中的“设置工作目录”命令,选择一个合适的工作目录。
(2)选择下拉菜单“文件”,“新建”命令对话框。
在“新建”对话框中的
“类型”选项中选择“制造”,“子类型”中选择“模具型腔”,在名称文本框中输入模具型腔的文件名为“chuitou,同时取消选择“使用默认模板”复选框,如图1-2所示。
单击“确定”按钮,在弹出的“新文件选项”对话框,选择“mmns_mfg_mold”模板,如图1-3所示。
单击“新文件选项”对话框中的“确定”按钮,进入模具设计模块。
图1-2“新建“对话框
图1-3“新文件选项“对话框
(3)单击“模具制造“工具栏上的“模具型腔布局”按钮,弹出“打开”对话框,同时弹出“布局”对话框,如图1-4所示。
(4)在“打开”对话框中选择“chuitou.prt”零件后,单击“打开”按钮,弹出“创建参照模型”对话框,如图1-5所示。
在“创建参照模型”对话框中选择“按参照合并”单选框,单击“确定”按钮接受默认的参照模型名称。
图1-4“布局”对话框图1-5“创建参考模型”对话框
(5)单击“布局”对话框中的“参照模型起点与定向”选项区域中的拾取箭头,出现浮动参照模型窗口,同时出现“坐标系类型”菜单管理器,如图1-6所示。
1.1.2设置收缩率
(1)单击“模具制造”工具栏上的“按比例收缩”按钮,弹出“选取”对话框,按照提示单击任何一个参照模型,选中的模型变成红色。
(2)在弹出的“按比例收缩”对话框中选择“1+S”收缩率公式,选中参照模型中的坐标系PRT_CSYS_DEF,在“收缩率”文本框中输入0.005,如图1-8所示。
(3)单击“按比例收缩”对话框中的“确定”按钮,即可完成全部零件的收缩率设置。
图1-8 设置按比例收缩参数
1.1.3创建工件
创建工件步骤如下:
(1)选择“模具”菜单管理器中的“模具模型”,“创建”,“工件”,“自动”
命令,将弹出“自动工件”对话框,选择MOLD_DEF_CSYS坐标系作为模具原点,从“形状”下拉列表中选择工件的形状为“标准矩形”,单位为mm,并接受默认的工件名称,图形区中将显示包容零件的工件,如图1-9所示。
(2)“偏移”选项区的数字由灰色变成可操作的黑色,在统一“统一偏距”文本中输入20,单击ENTER键,在图形区显示各方向尺寸边界。
在“整体尺寸”区的“X,Y+Z型腔,-Z型腔”文本框中输入1-10所示的数据,单击“确定”按钮,完成工件的设置。
图1-9 包容零件工件
图1-10 设置整体参数及其工件结果
1.1.4创建分型面
(1)单击“模具制造”工具栏上的“分型曲面”按钮,进入分型面创建方式。
(2)单击工具栏上的“拉伸”,选择MOLD_FRONT平面为基准平面绘制分型平面.
图1-13 创建分型平面
(3)在草绘界面中绘制一条直线。
单击“完成”结束。
(4)在拉伸界面中,以MOLD_FORNT面为基准同时向两侧拉伸70mm。
单击“完成”结束。
创建一张分型面。
分割体积块
(1)单击“模具制造”工具栏上的“分割工件”按钮,弹出“分割体积块”菜单,如图1-14所示。
选择“两个体积块”,“所有工件“,“完成”命令,弹出“分割”对话框,如图1-15所示。
(2)在图形区选择上一步所创建的分型曲面作为分割曲面,单击“选取”对话框中的“确定”按钮,然后再单击如图1-15所示的“分割”对话框中的“确定”按钮。
图1-14 “分割体积快”菜单图1-15 “分割”对话框(3)系统弹出“属性”对话框,如图1-16所示。
在“名称”文本框中输入“CORE”,单击“属性”对话框中“确定”按钮,创建体积块,如图1-17所示。
(4)系统弹出另一个“属性”对话框。
在“名称”文本框中输入“CA VITY”,单击“属性”对话框中的“确定”按钮,创建体积块,如图1-19所示。
图1-19着色体积块
1.1.5抽取模具原件
(1)单击“模具制造”工具栏上的“模具元件”按钮,在弹出的“创建模具元件”对话框中单击“选择全部体积块”按钮,选择所有的模具体积块,如图1-20所示。
图1-20 “创建模具元件”对话框
(2)单击“确定”按钮,完成模具元件抽取。
1.1.6浇注系统
(1)单击右键“模具”菜单中的“特征”,“型腔组件”,“实体”,“切减材料”,“旋转实体/完成”命令。
此时系统打开“旋转”操控面板。
(2)在图形窗口中单击鼠标右键,并在弹出的快捷菜单中选择“定义内部草绘”命令,打开“草绘”对话框。
选取基准平面“MOLD_FRONT”为草绘平面,系统将自动选择基准平面“MOLD_RIGHT”为“右”参照平面。
然后单击鼠标中键,进入草绘模式。
(3)绘制图1-21所示的二位截面,并单击“草绘器工具”工具栏上的“完成”按钮,完成草绘操作,返回“旋转”操控板。
(4)单击“旋转”操控板右侧的“完成”按钮,完成主流道创建,如图1-22所示。
此时,系统将返回“特征操作”菜单。
1.1.7
铸模与开模仿真
(1)单击右侧“模具”菜单中的“铸模”命令,系统弹出“铸模”菜单。
单击“创建”命令,并在消息区的文本框中输入名称为zhumo,如图1-23所示。
图1-23 输入铸模文件名称
(2)单击ENTER键,完成产品的填充。
(3)单击“模具制造”工具栏上的“开模仿真”按钮,选择菜单“定义间距”,“定义移动”命令,选择凹模,单击“选取”对话框中的“确定”按钮,选择如图1-24所示的表面为移动方向,在“消息区”输入移动距离为100,单击“确定”按钮。
(4)重复上述步骤,选择如图1-25所示的凸模和移动方向平面。
并输入移动距离为-100。
(5)选择“模具空”,“定义间距”,“完成”,完成开模仿真,如图1-26所示。
(6)选择下拉菜单中“视图”,“分解”,“取消分解视图”命令,视图又回到原来的装配模型。
选择下拉菜单中的“视图”,“分解”,“分解视图”命令,视图可以恢复到开模状态。
图1-26 开模仿真结果。