第五章 刀具磨损刀具磨损和耐用度
- 格式:ppt
- 大小:1006.50 KB
- 文档页数:2

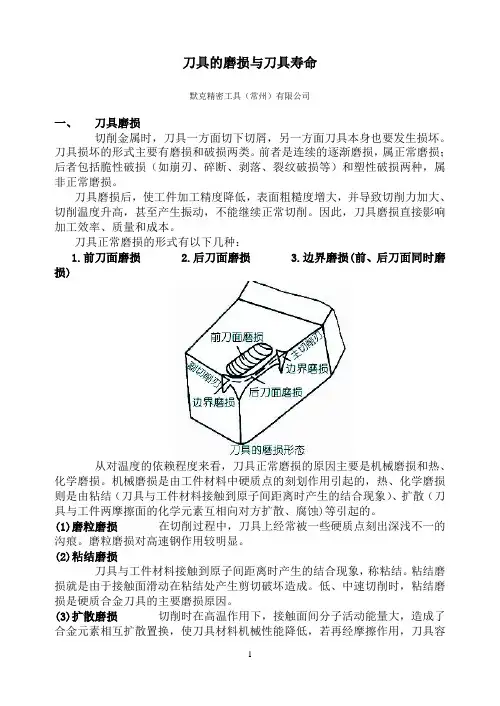
刀具的磨损与刀具寿命默克精密工具(常州)有限公司一、刀具磨损切削金属时,刀具一方面切下切屑,另一方面刀具本身也要发生损坏。
刀具损坏的形式主要有磨损和破损两类。
前者是连续的逐渐磨损,属正常磨损;后者包括脆性破损(如崩刃、碎断、剥落、裂纹破损等)和塑性破损两种,属非正常磨损。
刀具磨损后,使工件加工精度降低,表面粗糙度增大,并导致切削力加大、切削温度升高,甚至产生振动,不能继续正常切削。
因此,刀具磨损直接影响加工效率、质量和成本。
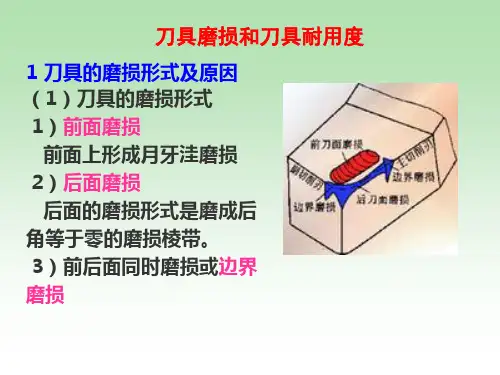
刀具正常磨损的形式有以下几种:1.前刀面磨损2.后刀面磨损3.边界磨损(前、后刀面同时磨损)从对温度的依赖程度来看,刀具正常磨损的原因主要是机械磨损和热、化学磨损。
机械磨损是由工件材料中硬质点的刻划作用引起的,热、化学磨损则是由粘结(刀具与工件材料接触到原子间距离时产生的结合现象)、扩散(刀具与工件两摩擦面的化学元素互相向对方扩散、腐蚀)等引起的。
(1)磨粒磨损在切削过程中,刀具上经常被一些硬质点刻出深浅不一的沟痕。
磨粒磨损对高速钢作用较明显。
(2)粘结磨损刀具与工件材料接触到原子间距离时产生的结合现象,称粘结。
粘结磨损就是由于接触面滑动在粘结处产生剪切破坏造成。
低、中速切削时,粘结磨损是硬质合金刀具的主要磨损原因。
(3)扩散磨损切削时在高温作用下,接触面间分子活动能量大,造成了合金元素相互扩散置换,使刀具材料机械性能降低,若再经摩擦作用,刀具容易被磨损。
扩散磨损是一种化学性质的磨损。
(4)相变磨损当刀具上最高温度超过材料相便温度时,刀具表面金相组织发生变化。
如马氏体组织转变为奥氏体,使硬度下降,磨损加剧。
因此,工具钢刀具在高温时均用此类磨损。
(5)氧化磨损氧化磨损是一种化学性质的磨损。
刀具磨损是由机械摩擦和热效应两方面因素作用造成的。
1)在低、中速范围内磨粒磨损和粘结磨损是刀具磨损的主要原因。
通常拉削、铰孔和攻丝加工时的刀具磨损主要属于这类磨损。
2)在中等以上切削速度加工时,热效应使高速钢刀具产生相变磨损、使硬质合金刀具产生粘结、扩散和氧化磨损。
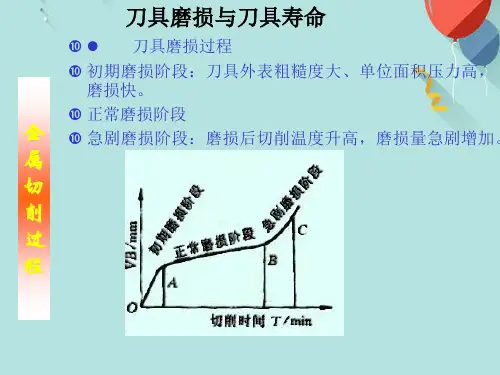
切削加工时,刀具一方面切下切屑,另一方面本身也要发生磨损或局部破损。
刀具磨损后,可明显地发现切削力加大,切削温度上升,切屑颜色改变,工艺系统产生振动,加工表面粗糙度值增大,加工精度降低。
因此,刀具磨损到一定程度后,必须进行重廓或更换新刀。
刀具磨损和耐用度直接关系到切削加工的效率、质量和成本,是切削加工中十分重要的问题之一。
刀具磨损主要决定于刀具材料及工件材料的物理机械性能和切削条件。
各种条件下刀具磨损有不同的特点。
掌握这些特点,才能合理地选择刀具及切削条件,提高切削效率,保证加工质量。
第一节 切削力的计算和影响因素在切削过程中,切削力直接影响切削热、刀具磨损与耐用度、加工精度和已加工表面质量。
在生产中,切削力又是计算切削功率,设计机床、刀具、夹具以及监控切削过程和刀具工作状态的重要依据。
研究切削力的规律,对于分析切削过程和生产实际都有重要意义。
一、切削力的来源、切削合力及分力、切削功率1.切削力的来源金属切削时,刀具使加工材料变形成为切屑所需的力,称为切削力。
切削力的来源有二方面(1)切削层金属、切屑和工件表面层金属的弹性、塑性变形所产生的抗力。
(2)刀具与切屑、工件表面间的摩擦阻力。
2.切削合力及分力切削力的总和形成作用在车刀上的合力Fr 。
为便于测量和应用,可以将合力Fr 分解成三个互相垂直的分力:1)Fz ——主切削力或切向力。
它垂直于基面,切于切削表面并与切削速度v 的方向一致。
一般,Fz 在分力中最大,是计算切削功率,设计机床零件的主要依据。
2)Fy ——切深抗力,或称背向力、径向力、吃刀力。
它在基面里并与进给方向(即工件轴线方向)垂直。
Fy 约为(O.15~0.7)Fz ,它虽不作功,但能使工件变形或振动,对加工精度和己加工表面质量影响较大。
3)Fx ——进给抗力,或称轴向力、走刀力。
它在基面里并与进给方向(即工件轴线方向)相平行。
Fx 约为(0.1~0.6)Fz ,是设计走刀机构时所必需的数据。