压铆机压力参数设定表 新
- 格式:xls
- 大小:17.50 KB
- 文档页数:1

一、适用范围本操作规程规定了压铆的操作方法、压铆工件的工艺要求、使用安全注意事项及日常维护与保养。
适用于本公司的压铆的操作。
二、压铆机的主要部件1.压铆机主要有机身、液压箱、脚踏开关、配电箱等组成三、开关机顺序1. 开机顺序:配电箱电源开关打开压铆机电源打开开关2.关机顺序:按下开关关闭压铆机电源配电箱电源开关四、压铆作业前的准备1)检查设备每天开机前应按设备点检卡内容进行设备点检。
2)开机按开机顺序开机。
3)安装压铆模具4)根据图纸要求,选出相应的螺母,选择对应的模具。
5)在加工压铆工件时,下模选择平整光滑的模具,在安装上模时要切断电源,安装好上模后要空压一下使上模牢固。
五、加工时的安全使用和工艺要求1)调节压铆机压力时,要根据图纸的要求,选择螺母对应的压力来调节压力(可参照相对应的参数表)调好压力后,把螺母放在需压工件的孔内,踏下开关。
2)检查所压的螺母是否有逢隙,工件是否变形,螺母的扭力是否达到要求。
3)在加工时脚不可以连续放在脚踏开关上,手放螺母时,脚一定要离开开关。
4)在加工工件时,各种型号的螺母不可以混放在一起,以免压错铆钉。
5)在加工电镀件时要佩戴手套、袖套,机器台面要清理干净,严禁裸手触摸工件,做好“三防”工作。
6)在加工涨铆螺母和螺钉时,要做到表面无压印,背面无凸包。
7)加工后的工件要摆放整齐,电镀件用纸皮隔离。
8)压铆后的工件,要用扭力批进行检验,达到所要求的扭力。
六、设备保养1.每天上班前对设备进行日保养2.每次工作完之后清扫工作台面,擦试机器给压铆机架内加润滑油翼鹏QY8-500C气压机(压力在350 Par以内使用)压力值参照表压铆螺母S 规格铁板压力(板厚0.8~3.2)铝板压力(板厚0.8~3.2)M3 60~90 Par 45~60 ParM4 90~110 Par 60~90 ParM5 110~130 Par 90~110 ParM6 130~160 Par 110~130 ParM8 160~190 Par 130~150 Par涨铆螺母Z 规格铁板压力(板厚0.8~3.2)铝板压力(板厚0.8~3.2)M3 60~80 Par 30~50 ParM4 80~100 Par 40~60 ParM5 100~130 Par 60~90 ParM6 130~160 Par 90~120 ParM8 150~170 Par 120~140 Par压铆螺柱BSO规格铁板压力(板厚0.8~3.2)铝板压力(板厚0.8~3.2)3.5M3 140~160 Par 115~125 ParM4 160~180 Par 125~135 ParM5 180~200 Par 130~150 ParM6 200~240 Par 150~190 Par压铆螺钉FHS规格铁板压力(板厚0.8~3.2)铝板压力(板厚0.8~3.2)M3 130~170 Par 40~70 ParM4 170~190 Par 70~100 ParM5 190~210 Par 100~130 ParM6 210~230 Par 130~160 Par翼鹏QY8-500C压铆机压力增大键压力减小键压力显示表(Par)Haeger(哈格)618PLUS-H气压机压力值参照表压铆螺母S 规格铁板(板厚0.8~3.2)铝板(板厚0.8~3.2)M3 20~40 Par 15~35 ParM4 40~50 Par 30~40 ParM5 50~60 Par 40~50 ParM6 60~75 Par 不优选M8 70~85 Par 不优选涨铆螺母Z M3 25~35 Par 15~25 Par M4 35~45 Par 25~35 Par M5 45~55 Par 35~45 Par M6 55~65 Par 45~50 Par M8 65~80 Par 不优选压铆螺柱BSO M3 70~80 Par 40~50 Par M4 80~90 Par 50~60 Par M5 90~110 Par 55~70 Par压铆螺钉FH M3 80~90 Par 50~60 Par M4 90~100 Par 55~65 Par M5 100~110 Par 60~70 ParHaeger(哈格)618PLUS-H压铆机压力显示表(Par)压力调整键,顺时针增大,逆时针减小M6110~120 Par不优选耐克斯RN-5T5气压机 压力值参照表 (单位:T )螺母规格S型号铁板(板厚0.8~3.2)铝板(板厚0.8~3.2) 铜排(板厚0.8~3.2)M3 0.8~1.4 T 0.3~0.8 T 0.6~1.2 T M4 1.2~1.8 T 0.8~1.3 T1.1~1.4 T M5 1.4~2.4 T 1.0~1.8 T 1.4~2.2 T M6 1.5~3.0 T 1.1~2.3 T 1.4~2.3 T M8 1.8~3.5 T 1.8~2.5 T 2.0~3.0 T 涨铆螺母ZM3 0.6~1.2 T 0.2~0.8 T 0.5~0.9 T M4 0.8~1.6 T 0.4~1.2 T 0.8~1.5 T M5 1.6~2.5 T 1.0~1.8 T 1.2~2.0 T M6 2.0~3.0 T 1.8~2.4 T 1.4~1.8 T M8 2.5~3.5 T 2.0~3.0 T 2.2~3.2 T 压铆螺柱BSO M3 1.6~2.2 T 1.2~1.8 T 1.8~2.5 T M4 1.8~2.5 T 1.3~2.0 T 1.6~2.4 T M5 2.0~2.7 T 1.4~2.2 T 1.8~2.6 T M6 2.7~3.0 T 2.0~2.3 T 2.6~2.8 T 压铆螺钉FHM3 1.2~1.8 T 0.8~1.3 T 1.2~1.6 T M4 1.5~2.4 T 1.0~1.8 T 1.4~2.2 T M5 2.0~2.8 T 1.4~2.3 T 1.8~2.6 T M62.8~3.5 T2.0~3.0 T2.5~3.2 T注:压力低于2.5T ,气压小于或等于0.45mpa ,大于2.5T,气压大于0.45mpa 或等于6mpa耐克斯RN-5T5压铆机压力减小压力增大压力显示表(T )液压压铆机压力表(华龙液压机)。
第1篇一、操作前的准备1. 确认设备处于正常状态,电源、液压系统、机械传动系统等均无异常。
2. 检查压铆机各部位紧固情况,确保安全可靠。
3. 检查工作台面、模具、压铆头等是否清洁,如有污垢,应进行清洁。
4. 熟悉设备操作面板上的按钮、开关、指示灯等标识,了解各自功能。
5. 确认操作人员已穿戴好个人防护用品,如安全帽、防护眼镜、防护手套等。
二、操作步骤1. 打开设备电源,启动液压系统。
2. 调整压铆机至合适的工作位置,确保模具、压铆头等部件处于正确位置。
3. 根据所需压铆件尺寸,选择合适的模具,并将其安装在模具座上。
4. 将待压铆件放置在模具的指定位置,确保其平稳。
5. 调整压力表数值,根据实际需求设定所需的压力值。
6. 按下脚踏开关,启动压铆过程。
待压铆头完成压铆动作后,自动停止。
7. 观察压铆效果,确认压铆质量符合要求。
8. 按下脚踏开关,启动压铆头下降,取出压好的铆件。
9. 清理工作台面、模具、压铆头等,准备下一批次压铆。
三、注意事项1. 操作过程中,严禁无关人员进入操作区域。
2. 严禁操作人员站在压铆机前方或侧面,以免发生意外。
3. 严禁在设备未停机的情况下,调整压力表数值或更换模具。
4. 压铆过程中,如发现异常,应立即停止操作,检查原因,排除故障后方可继续。
5. 模具、压铆头等部件如有磨损,应及时更换,确保压铆质量。
6. 操作人员应熟悉设备性能,掌握正确的操作方法,提高操作技能。
7. 定期检查设备各部件,发现异常应及时维修或更换。
8. 严格遵守设备操作规程,确保生产安全。
四、操作后的维护1. 关闭设备电源,停止液压系统。
2. 清洁工作台面、模具、压铆头等,确保设备清洁。
3. 检查设备各部件,如有磨损、损坏,应及时更换。
4. 定期对设备进行保养,确保设备正常运行。
5. 记录设备运行情况,为设备维护提供依据。
通过以上操作规程,可以有效保证自动压铆机的安全、高效运行,提高生产效率。
操作人员应严格遵守操作规程,确保生产安全。
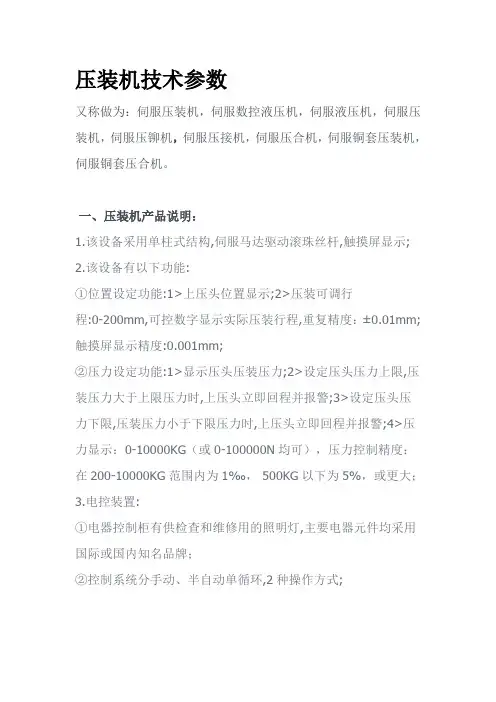
压装机技术参数又称做为:伺服压装机,伺服数控液压机,伺服液压机,伺服压装机,伺服压铆机,伺服压接机,伺服压合机,伺服铜套压装机,伺服铜套压合机。
一、压装机产品说明:1.该设备采用单柱式结构,伺服马达驱动滚珠丝杆,触摸屏显示;2.该设备有以下功能:①位置设定功能:1>上压头位置显示;2>压装可调行程:0-200mm,可控数字显示实际压装行程,重复精度:±0.01mm;触摸屏显示精度:0.001mm;②压力设定功能:1>显示压头压装压力;2>设定压头压力上限,压装压力大于上限压力时,上压头立即回程并报警;3>设定压头压力下限,压装压力小于下限压力时,上压头立即回程并报警;4>压力显示:0-10000KG(或0-100000N均可),压力控制精度:在200-10000KG范围内为1‰, 500KG以下为5%,或更大;3.电控装置:①电器控制柜有供检查和维修用的照明灯,主要电器元件均采用国际或国内知名品牌;②控制系统分手动、半自动单循环,2种操作方式;③PLC采用日本三菱品牌,触摸屏为MCGS品牌,滚珠丝杆为台湾上银品牌,伺服马达和控制器为日本安川品牌,光电保护器为深圳同创品牌;二、4.压装机技术参数:4.1设备精确可控压力:500-10000KG,4.2压头运动时相对于下工作面的垂直精度: ≤0.02mm/100mm 4.3压装可调行程:0-200mm,可控,重复精度:±0.01mm4.4压装压力显示:0-10000KG可调4.5压装压力显示数值与实际压力误差: 1‰(在500-10000KG 范围内)5.下压速度:快速160mm/s,探测速度:0.1-10mm/s, 压装速度:0.1-5mm/s (技术服务:400-6626-500)6.三种压装模式选择:•恒定压装速度,设定精确位置停止‚恒定压装速度,设定精确压力停止ƒ恒定压装速度,设定精确位移停止。

图1 压铆参数列表
节拍提升实验过程
通过观察铆接过程,我们知道了各个参数所代表的意义,Eckold的铆
图2 根据现场实际制定合理的Sr值
结语
上述只是笔者从参数方面对压铆铆枪节拍的提升做了一些尝试,由于试验机盖是钢制机盖,因此取消了酒精喷射系统,为了最大化地提升节拍,还进行了线平衡和铆点方向改变等一系列改善,但是节拍的主要调整工具还是需要S r及T wk值的合理化,既满足现场要求,又满
130铆枪铆点S r值对比表
1505150614641444
100100100100
100756580
图3 钢件和铝件的剖面图
微信号。
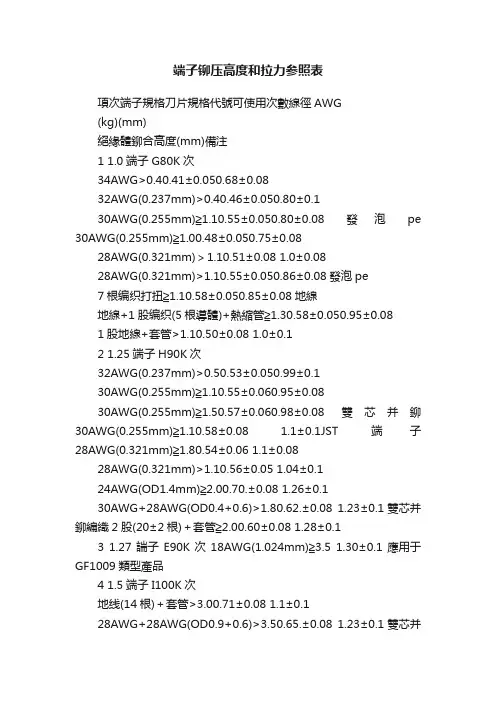
端子铆压高度和拉力参照表項次端子規格刀片規格代號可使用次數線徑AWG(kg)(mm)絕緣體鉚合高度(mm)備注1 1.0端子G80K次34AWG>0.40.41±0.050.68±0.0832AWG(0.237mm)>0.40.46±0.050.80±0.130AWG(0.255mm)≧1.10.55±0.050.80±0.08發泡pe 30AWG(0.255mm)≧1.00.48±0.050.75±0.0828AWG(0.321mm)>1.10.51±0.08 1.0±0.0828AWG(0.321mm)>1.10.55±0.050.86±0.08發泡pe7根编织打扭≧1.10.58±0.050.85±0.08地線地線+1股编织(5根導體)+熱縮管≧1.30.58±0.050.95±0.081股地線+套管>1.10.50±0.08 1.0±0.12 1.25端子H90K次32AWG(0.237mm)>0.50.53±0.050.99±0.130AWG(0.255mm)≧1.10.55±0.060.95±0.0830AWG(0.255mm)≧1.50.57±0.060.98±0.08雙芯并鉚30AWG(0.255mm)≧1.10.58±0.08 1.1±0.1JST端子28AWG(0.321mm)≧1.80.54±0.06 1.1±0.0828AWG(0.321mm)>1.10.56±0.05 1.04±0.124AWG(OD1.4mm)≧2.00.70.±0.08 1.26±0.130AWG+28AWG(OD0.4+0.6)>1.80.62.±0.08 1.23±0.1雙芯并鉚編織2股(20±2根)+套管≧2.00.60±0.08 1.28±0.13 1.27諯子E90K次18AWG(1.024mm)≧3.5 1.30±0.1應用于GF1009類型產品4 1.5端子I100K次地线(14根)+套管>3.00.71±0.08 1.1±0.128AWG+28AWG(OD0.9+0.6)>3.50.65.±0.08 1.23±0.1雙芯并鉚28AWG(0.321mm)>1.10.65±0.08 1.2±0.1線材OD0.9 28AWG(0.321mm)>1.10.65±0.08 1.02±0.1線材OD0.7(富強) 28AWG(0.321mm)>1.10.64±0.08 1.02±0.1線材OD=0.6mm 26AWG(0.405)电子线≧2.50.66±0.08 1.15±0.124AWG(0.511mm)>3.50.63±0.08 1.42±0.17根地線+1股編織(5根導体)≧2.00.63±0.08 1.15±0.085 2.0端子A110K次32AWG(0.237mm)>0.70.71±0.08 1.20±0.132AWG(0.237mm)×2>1.50.72±0.08 1.30±0.1雙芯并鉚30AWG(0.255mm)≧1.20.60±0.05 1.1±0.0830AWG(0.255mm)>0.70.58±0.08 1.10±0.128AWG(0.321mm)≧2.50.72.±0.08 1.58±0.08OD=0.6+0.9mm 28AWG(0.321MM)+1股編織(5根導体)+地線(7根導体)≧5.00.74.±0.081.60±0.08(導+0.13T熱縮管+端子T)适用于GWH1057-1類型產品28AWG(0.321mm)>1.30.65±0.08 1.27±0.1線材OD1.2mm28AWG(0.321mm)>1.70.65±0.08 1.22±0.1苾線并地線28AWG(0.321mm)>1.30.65±0.08 1.08±0.0828AWG(0.321mm)>1.30.65±0.08 1.68±0.08線材OD1.2(燦達低腳端子) 26AWG(0.405mm)>2.50.60±0.1 1.70±0.124AWG(OD1.4mm)≧3.50.70.±0.08 1.65±0.124AWG(OD1.4mm)≧3.50.80.±0.08 1.50±0.1燦達端子24AWG(0.511mm)>2.90.70±0.08 1.25±0.1線材OD1.0 22AWG(0.644mm)>4.90.95±0.08 1.80±0.1JST端子22AWG(0.644mm)>4.90.95±0.08 1.63±0.122AWG(0.644mm)>4.90.75±0.08 1.80±0.1加煒端子7根编织打扭≧1.20.62±0.05 1.1±0.08地線編織(15±3根)1+套管>2.00.65±0.08 1.22±0.16 2.5端子B150K 28AWG(0.321mm)>1.10.71±0.08 1.38±0.128AWG(0.321mm)>1.10.71±0.08 1.6±0.1OD0.6mm 26AW(0.405mm)>1.80.75±0.08 1.73±0.122AWG(0.644mm)>4.90.88±0.08 1.82±0.1项次端子规格刀片规格代号可使用次数线径AWGkg(mm)绝缘体铆合高度(mm)备注62.5端子B150K26AW(0.405mm)×2>4.50.94±0.08 1.95±0.1雙芯并鉚24AWG(0.511mm)≧5.00.88.±0.08 1.84±0.1雙芯并鉚24AWG(0.511mm)>3.50.80±0.08 1.80±0.122AWG(0.644mm)×2>7.0 1.30±0.8 1.88±0.1雙芯并鉚22AWG(0.644mm)×2≧3.0 1.0±0.08 1.80±0.1雙芯并鉚(加成) 20AWG(0.812mm)≧5.00.98.±0.08 1.75±0.118AWG(1.024mm)>5.0 1.05±0.08 1.95±0.115±2根编织铜丝≧1.80.76±0.08 1.2±0.172.54端子c170K次32AWG(0.237mm)>0.60.65±0.08 1.34±0.1同軸線30A WG(0.255mm)>0.70.70±0.08 1.35±0.1同軸線30AWG(銅軸線)並打>1.20.82±0.05 2.27±0.08德開端子30AWG(銅軸線)單打>1.00.80±0.05 1.65±0.0830AWG(0.255mm)>0.70.68±0.08 1.05±0.128AWG(3芯并鉚)≧5.00.82±0.081.62±0.1應用于GWH0924-1類型產品28AWG(0.321mm)≧1.10.66±0.081.05±0.1線材OD0.8mm28AWG(0.321mm)≧1.10.72±0.081.32±0.1燦達端子(od1.2mm)28AWG(0.321mm)×2>3.50.73±0.08 1.56±0.1芯線去外被穿HST.并鉚28AWG電子線.>1.20.80±0.05 1.40±0.0828AWG(0.321mm)>3.50.73±0.08 1.65±0.1雙並芯線28AWG(0.321mm)>1.10.66±0.08 1.25±0.128AWG(0.321MM)+1股編織(5根導体)+地線(7根導体)≧5.00.78.±0.081.48±0.1(導+0.13T熱縮管+端子T)适用于GWH1057-1類型產品28AWG(0.321MM)+地線(7根導体)≧3.00.76.±0.08 1.15±0.128AWG(0.321mm)≧2.00.73±0.081.45±0.08線材OD1.55mm 26AWG(0.405)×2≧4.50.95±0.08 1.82±0.1雙芯并鉚26AWG(0.405)×2≧4.50.95±0.08 1.65±0.1MOLEX2.54諯子并打26AWG(0.405)≧3.50.90±0.08 1.52±0.1燦達端子26AW(0.405mm)×3>6.0 1.02±0.08 1.84±0.1三芯并鉚26AWG(0.405mm)>1.80.75±0.08 1.58±0.1線材OD1.324AWG(0.511)+7根铜絲(0.376mm)≧3.50.85±0.08 1.65±0.08 24AWG(OD1.4mm)≧5.70.74±0.08 2.0±0.0824AWG(0.511mm)>2.90.78±0.1 1.40±0.122AWG(0.644mm)>4.90.88±0.1 1.62±0.120AWG(0.812mm)﹥5 1.02.±0.08 1.85±0.1地線3股>30.90±0.05 1.70±0.08地線2股並打>30.85±0.08 1.80±0.14股編織(每股10根)+熱縮管﹥3.50.85.±0.08 1.38±0.1兩股編織+地線+熱縮管≧2.00.84±0.081.35±0.1燦達端子8 3.0端子DP1200K次22AWG(0.644mm)>7.0 1.86±0.1 3.07±0.13根線並打22AWG(0.644mm)>8.0 1.88±0.1 3.08±0.14根線並打20AWG(0.812mm)>7.0 1.1±0.08 1.85±0.193.0“o"型端子J200K次24AWG(0.511mm)>2.20.75±0.13根芯線並打,不需打絕緣體24AWG(0.511mm)>2.00.7±0.12根芯線並打,不需打絕緣體24AWG(0.511mm)>1.80.65±0.1單根打端,不需打絕緣體项次端子规格刀片规格代号可使用次数线径AWG標準拉(kg)导体铆合高度(mm)绝缘体铆合高度(mm)备注10 3.2端子Y200K次20AWG(0.812mm)>7.7 2.40±0.14根芯線並打,不需打絕緣體18AWG(1.024mm)>10 1.80±0.13根芯線並打,不需打絕緣體11 3.5端子L170K 24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子12 3.96端子D200K次20AWG(0.812mm)﹥5 1.20.±0.08 2.4±0.1燦達端子13 5.08端子E200K次22AWG+26AWG>7.0 1.42±0.1 2.50±0.122AWG+26AWG+26AWG>7.5 1.52±0.1 3.05±0.122AWG>6.0 1.13±0.1 2.05±0.122AWG(OD2.1mm)>10 1.75±0.08 3.15±0.118AWG(OD2.1mm)>10 1.4±0.08 2.4±0.118AWG(1.024mm)備注欄 1.25±0.1 2.20±0.1>7.5<10kg 22AWG(0.644mm)>6.0 1.13±0.1 2.05±0.114SATA15PIN端子F200K次20AWG(OD1.8mm)≧3.6 1.35±0.0.08 1.27端子18AWG(OD1.8mm)≧10 1.40±0.08 2.4±0.1SATA7+6PIN端子F200K次26AWG(0.405)电子线≧2.50.64±0.06按鍍錫后再鉚壓量測SATA7+15PIN端子F200K次18AWG(1.024mm)電子線﹥6.0 1.40±0.0815S-ATA端子F200K次30AWG(0.255mm)>1.00.62±0.03宏技新CONNECTOR30AWG(0.255mm)>1.00.69±0.03上端CONNECTOR30AWG(0.255mm)>1.20.80±0.03(双苾并打)28AWG(0.321mm)>1.80.74±0.0528AWG(0.321mm)>1.80.85±0.06(双苾并打)26AWG(0.405mm)>2.00.78±0.0522AWG電子線>3.6 1.16±0.130AWG(0.255mm)≧1.00.56﹢0﹣0.04第1.7PIN單芯(創意新)新刀模30AWG(0.255mm)>1.20.70﹢0﹣0.05第4芯線雙芯並打鉚高(創意新)新刀模30AWG(0.255mm)≧1.00.60﹢0﹣0.05第 2.3.5.6PIN單芯(創意新)新刀模28AWG(0.321mm)>1.80.60±0.04第四芯線並打鉚高0.75±0.08 26AWG(0.405mm)>2.00.70±0.0816HDMI端子HDMI500K次30AWG(0.255mm)>0.70.60±0.06鉚高為芯線鍍錫后高度备注:刀模编号为:刀模编号+端子供应商编号加成:刀模编号+JA加纬:刀模编号+JW灿达:刀模编号+CD维林:刀模编号+WL升呜:刀模编号+SM富强:刀模编号+FQ朝贵:刀模编号+CG 如:加成2.0端子:AJA核準:審核制表:。

苏州丹卡精密机械有限公司技术规范压铆力矩技术规范核准:审核:制定:日期:2012.08.28苏州丹卡精密机械有限公司工程版次:V1.0第1页,共14页1.目的为针对本公司压铆类产品的生产及性能检测特拟定本规范。
2.适用范围本标准适用于本公司的压铆类产品的生产及质量检验,也可用于指导外购件的验收。
当客户有指定标准时,则依客户标准为准。
3.加工工艺要求3.1产品生产时采用冲床或油压机进行加工。
3.2压铆的安装力矩大小需依附表为基准,若有需要,视实际生产情况作适当调节。
3.3压铆后,需保证其与被压产品表面垂直、相吻合,无压偏、压斜、变形、间隙、漏压等现象。
4.质量检验4.1压铆后,应对其抗推力、扭力及螺纹作检测。
检测标准依附表为标准,每批生产零件至少测三件。
4.2生产方必须具有以下检测仪器:推力计、扭力计、螺纹规,并能进行合格的操作。
所有检测仪器设备都必须具有有效的检验合格证。
5.鉴定状态的保持经过富力达公司鉴定的工艺,在未得到富力达公司工艺部门和质检部门的同意之前,改变任何可影响性能质量的工艺参数,否则将重新进行鉴定。
6.附表6.1压铆螺钉力矩规范(公、英制),共6页。
6.2压铆螺母力矩规范(公、英制),共4页。
6.3压铆螺柱力矩规范(公、英制),共2页。
版次:V1.0第2页,共14页压铆螺钉力矩规范(PEM/公制)规格类型及材料板厚及材质材质硬度(HRB)安装力(KN)抗推力(N)扭力矩(N.m)底孔尺寸(mm)HFH 1.5mm铝板1513778 5.4 6.35HFH 1.5mm钢板652615568.1 6.35 M5HFHS 1.62mm铝板3512.41446 5.4 6.35 HFHS 1.47mm钢板5421.720268 6.35HFHB 1.5mm铜板2815.61115 3.86 6.35HFH 1.5mm铝板4329162016.37.49HFH 1.5mm钢板4933202016.47.49 M6HFHS 1.62mm铝板3515.4167213.37.49 HFHS 1.6mm钢板4524.6201914.27.49HFHB 1.5mm铜板2825.31600 6.927.49HFH 2.3mm铝板3935.6178031.29.53HFH 2.3mm钢板5844.5289036.69.53 M8HFHS 2.23mm铝板4424.4178026.29.53 HFHS 2.48mm钢板4337.8289032.69.53HFHB 3.2mm铜板3233225015.99.53HFH 2.3mm铝板394024453811.56HFH 2.3mm钢板5854400048.811.56 M10HFHS 2.3mm铝板4433.3231033.911.56 HFHS 2.3mm钢板4446.7387043.311.56HFHB 3.2mm铜板3242267033.211.56第3页,共14页压铆螺钉力矩规范(PEM/公制)规格类型及材料板厚及材质材质硬度安装力(KN)抗推力(N)扭力矩(N.m)抗拉力(N)FH 1.6mm铝板298.9625 1.12880FHS 1.6mm铝板2911.66250.92070 M2.5FH 1.5mm钢板5911.11025 1.12880FHS 1.5mm钢板5913.810250.92070FH 1.6mm铝板2912.9890 1.73700FHS 1.6mm铝板2912.9890 1.33070 M3FH 1.5mm钢板5914.71250 1.74200FHS 1.5mm钢板5914.71250 1.33070FH 1.6mm铝板2915.6988 2.14500FHS 1.6mm铝板2915.6988 2.14140 M3.5FH 1.5mm钢板5922.31550 2.85560FHS 1.5mm钢板5922.31550 2.14140FH 1.6mm铝板29201290 3.65340FHS 1.6mm铝板2922.31290 3.45250 M4FH 1.5mm钢板5928.91780 5.16540FHS 1.5mm钢板5926.71780 3.95340FH 1.6mm铝板2924.51470 4.56230FHS 1.6mm铝板2924.51470 4.55860 M5FH 1.5mm钢板5933.424407.37560FHS 1.5mm钢板5932.524407.37380FH 2.4mm铝板2828.92000912680FHS 2.4mm铝板2828.920008.411200 M6FH 2.2mm钢板4644.5311013.616600FHS 2.2mm钢板4644.5311012.412300FH 2.4mm铝板2829.8244015.812400FHS 2.4mm铝板2829.8244015.811800 M8FH 2.4mm钢板4644.5378021.519100FHS 2.4mm钢板4649.8378021.516950第4页,共14页压铆螺钉力矩规范(PEM/公制)规格类型及材料板厚及材质材质硬度安装力(KN)抗推力(N)扭力矩(N.m)TFH0.5mm铝板28 5.83560.9TFHS0.5mm铝板28 5.32450.8 M3TFH0.6mm钢板5212.57100.9TFHS0.6mm钢板52 6.74901TFH0.5mm铝板2812.5490 1.4TFHS0.5mm铝板289.8310 1.3 M4TFH0.6mm钢板5217.8755 2.7TFHS0.6mm钢板5213.46703TFH0.5mm铝板2815.6530 1.5TFHS0.5mm铝板2813.4350 1.7 M5TFH0.6mm钢板5226.7845 2.4TFHS0.6mm钢板5217.8710 3.4第5页,共14页压铆螺钉力矩规范(PEM/英制)牙型类型材质材质硬度(HRB)安装力(N) 推力(N) 扭力矩(N.m) 拉力(N)FH 1.6mm 铝板29 8896 6450.682046#2-56 (0.086-56) F HS 1.6mm 铝板29 8896 6450.571481 FH 1.5mm 钢板59 11120 11120.682046 FHS 1.5mm 钢板59 11120 11120.571481 FH 1.6mm 铝板29 16903 890 1.243336#4-40 (0.112-40) F HS 1.6mm 铝板29 14234 890 1.132447 FH 1.5mm 钢板59 19127 1246 1.243336 FHS 1.5mm 钢板59 20906 1246 1.132447 FH 1.6mm 铝板29 16903 979 2.154671#6-32 (0.138-32) F HS 1.6mm 铝板29 15568 979 2.153648 FH 1.5mm 钢板59 20906 1557 2.825249 FHS 1.5mm 钢板59 22241 1557 2.153648 FH 1.6mm 铝板29 21351 1290 3.625427#8-32 (0.164-32) F HS 1.6mm 铝板29 20016 1290 3.395115FH 1.5mm 钢板59 30247 1779 5.086717 FHS 1.5mm 钢板59 24465 1779 3.955605FH 1.6mm 铝板29 24465 1470 4.296228 #10-32(0.190-32) FHS 1.6mm 铝板29 24465 1470 4.526361#10-24(0.190-24) FH 1.5mm 钢板59 33361 2224 6.787740FHS 1.5mm 钢板59 30247 2224 5.656984FH 2.3mm 铝板28 28913 22249.04124551/4-20 FHS 2.3mm 铝板28 28913 200210.1711565 (0.250-20) FH 2.2mm 钢板46 42258 311313.5616014FHS 2.2mm 钢板46 44482 311313.5612722第6页,共14页压铆螺钉力矩规范(PEM/英制)牙型类型材质材质硬度(HRB)安装力(N)推力(N) 扭力(N.m)底孔尺寸(mm)HFH 1.5mm 铝板15 13346 7790.45 6.35HFH 1.5mm 钢板65 26693 15570.68 6.35﹟10-32(0.190-32)HFHS 1.2mm 铝板38 13346 7790.45 6.35HFHS 1.5mm 钢板52 20020 15570.55 6.35HFHB 1.5mm 铜板28 15126 11120.31 6.35HFH 1.5mm 铝板43 24469 1513 1.368.0HFH 1.5mm 钢板59 31142 2669 1.368.01/4-20(0.25-20) HFHS 1.6mm 铝板32 17795 1517 1.138.0HFHS 1.8mm 钢板43 28917 2487 1.16 8.0HFHB 1.5mm 铜板28 26693 16910.558.0HFH 2.3mm 铝板39 35591 1780 2.69.5HFH 2.2mm 钢板58 44488 2892 3.059.55/16-18(0.313-18) HFHS 2.2mm 铝板41 24469 1691 2.159.5HFHS 2.5mm 钢板44 33366 2803 2.369.5HFHB 3.2mm 铜板32 33366 2224 1.289.5HFH 2.3mm 铝板39 40039 2447 3.1611.0HFH 2.2mm 钢板58 53386 4004 4.0711.03/8-16(0.375-16) HFHS 3.2mm 铝板44 33366 2313 2.8211.0HFHS 2.5mm 钢板44 46713 3870 3.6211.0HFHB 3.2mm 铜板32 42264 2669 2.6811.0第7页,共14页压铆螺钉力矩规范(PEM/英制)牙型类型材质材质硬度(HRB)安装力(N) 推力(N)扭力矩(N.m)TFH 0.5mm 铝板28 5783 3600.9﹟4-40 (0.112-40) T FHS 0.5mm 铝板28 5339 2670.9 TFH 0.6mm 钢板52 12457 7120.9 TFHS 0.6mm 钢板52 6673 5560.9 TFH 0.5mm 铝板28 9343 267 1.02 TFHS 0.5mm 铝板28 6673 267 1.02﹟6-32(0.138-32)TFH 0.6mm 钢板52 11122 578 1.92TFHS 0.6mm 钢板52 11122 578 1.92TFH 0.5mm 铝板28 9343 311 1.36﹟8-32 (0.164-32) T FHS 0.5mm 铝板28 9787 311 1.36 TFH 0.6mm 钢板52 13791 667 3.05 TFHS 0.6mm 钢板52 12012 667 3.05 TFH 0.5mm 铝板28 10232 360 1.58﹟10-24(0.190-24)TFHS 0.5mm 铝板28 11122 360 1.58﹟10-32(0.190-32) TFH 0.6mm 钢板52 16461 712 3.16TFHS 0.6mm 钢板52 13346 712 3.16第8页,共14页压铆螺母力矩规范(PEM/英制)牙型类型代号板材安装力(N)推力(N)扭力(N.m)02800.90﹟2-561400 1.135052-H346673-8898(0.086-56)2756 1.47 ﹟4-40S3756 1.47(0.112-40)CLS0467 1.47﹟3-48 (0.099-48)1556 1.7冷轧钢板11122-1557121023 2.03 31023 2.03 0280 1.81﹟6-32 (0.138-32)SCLS1423 1.925052-H3411122-133462845 2.483845 2.480489 1.811578 2.26冷轧钢板13346-2669321223 3.1631223 3.16﹟8-32 (0.164-32)SCLS0303 2.371467 2.605052-H3411122-133462979 3.953979 3.950489 2.941645 3.95冷轧钢板17795-2669321268 5.131268 5.1﹟10-24(0.190-24)﹟10-32 (0.190-32)SCLS0303 2.941489 3.625052-H3411122-1557121112 5.6531112 5.650534 3.621801 4.52冷轧钢板17795-4003921424 4.5231424 6.78﹟12-24 (0.216-24)SCLS15347.1225052-H3411122-2891712687.91312687.9118908.362冷轧钢板26693-3559115579.04315579.0409797.911/4-20S 110.2 5052-H3417795-3114221602314.1(0.250-20)CLS0140113123冷轧钢板26693-35591178017 3/8-16(0.375-16) 3/8-24 (0.375-24)SCLS1231235052-H34冷轧钢板22244-3559131142-489371691186930.536.2第9页,共14页压铆螺母力矩规范(PEM/英制)牙型类型代号板材安装力(N) 推力(N) 扭力(Nm)0578 1.47﹟4-40 (0.112-40) SP 304 不锈钢13346-222441712 1.721290 2.030623 1.8﹟6-32 (0.138-32) SP 304 不锈钢17795-311421712 2.2621513 3.160623 2.94﹟8-32 (0.164-32) SP 304 不锈钢17795-311421801 3.9521602 5.080667 3.6﹟10-32 (0.190-32) SP 304 不锈钢26693-4003911023 4.5221780 6.781/4-20(0.250-20)SP 1304 不锈钢40039-48937 200216.9第10页,共14页压铆螺母力矩规范(PEM/公制)牙型类型代号板材安装力(KN)推力(N) 拉力矩(N.m)0590 1.47M3 SP 304 不锈钢13-221690 1.721260 2.030610 2.9M4 SP 304 不锈钢22-311800421560 5.10660 3.6M5 SP 304 不锈钢26-4011000 4.521760 6.8M6 SP 1304不锈钢40-80220017第11页,共14页压铆螺母力矩规范(PEM/ 公制)规格类型及材料螺母等级材质安装力(KN)抗推力(N)扭力矩(N.m)M2 05052-H34铝材 6.7-8.9 2800.9 400 1.13M2.5SCLS 1750 1.47470 1.47M3 2冷轧钢板11.2-15.6 550 1.71010 2.035052-H34铝材11.2-13.5 280 1.8 400 1.92M3.5SCLS 1840 2.5480 1.82冷轧钢板13.4-26.7 570 2.31210 2.35052-H34铝材11.2-13.4300 2.37470 2.6M4SCLS 19704490 2.952冷轧钢板18-27 64541250 5.15052-H34铝材11.2-15.63003480 3.6M5SCLS 11190 5.7530 3.6 2冷轧钢板18-38 800 4.51410 6.8M6SCLS15052-H34铝材18-329707.910.2158014.1138013冷轧钢板27-362176017M8SCLS15052-H34铝材18-3215702冷轧钢板27-36 187013.618.218.720.315052-H34铝材22-36176032.7 SM10CLS2冷轧钢板32-50202036.2第12页,共14页压铆螺柱力矩规范(PEM/公制)板材1.5mm 5052--H34铝板 1.5mm 冷轧板规格类型安装力抗推力扭力矩抗拉力安装力抗推力扭力矩抗拉力(KN)(N)(N.m) (N)(KN)(N)(N.m) (N)普通钢材 4.9710 1.2412459.81000 2.151465M3不銹钢 4.9710 1.249969.81000 2.151172铝材 4.9710 1.24747普通钢材7.61330 2.82137514.71860 3.951690 3.5M3M3.5 不銹钢7.61330 2.82110014.71860 3.951352铝材7.61330 2.82825普通钢材10.71780 5.08257517.824908.473110 M4M5 不銹钢10.71780 5.08206017.824908.472488铝材10.71780 5.081545第13页,共14页压铆螺柱力矩规范(PEM/英制)板材1.5mm 5052--H34铝板 1.5mm 冷轧板规格类型安装力抗推力扭力矩抗拉力安装力抗推力扭力矩抗拉力(N)(N)(N.m) (N)(N)(N)(N.m) (N)普通钢材4894712 1.24124697871001 2.151468﹟4-40(0.112-40不銹钢4894712 1.2499797871001 2.151174铝材4894712 1.24747普通钢材75631335 2.821379146811869 3.951691﹟6-32(0.138-32) 不銹钢75631335 2.821103146811869 3.951352铝材75631335 2.82827﹟8-32 (0.164-32) ﹟10-32 (0.190-32) 普通钢材106771780 5.0825801779524918.473114不銹钢106771780 5.0820641779524918.472491铝材106771780 5.081548第14页,共14页。
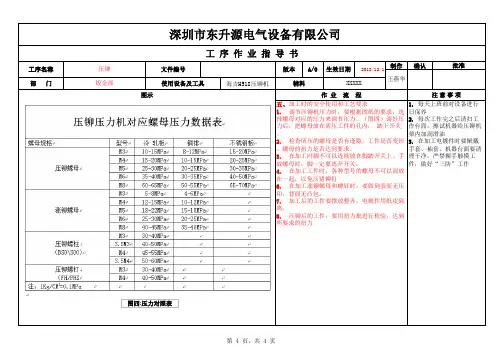
制作确认海吉H518压铆机图示作 业 流 程注 意 事 项
五、加工时的安全使用和工艺要求1. 调节压铆机压力时,要根据图纸的要求,选择螺母对应的压力来调节压力。
(图四)调好压力后,把螺母放在需压工件的孔内, 踏下开关。
2. 检查所压的螺母是否有逢隙,工件是否变形。
螺母的扭力是否达到要求。
3. 在加工时脚不可以连续放在脚踏开关上。
手放螺母时,脚一定要离开开关。
4. 在加工工件时,各种型号的螺母不可以混放
在一起,以免压错铆钉
6. 在加工涨铆螺母和螺钉时,要做到表面无压
印,背面无凸包。
7. 加工后的工件要摆放整齐,电镀件用纸皮隔
离。
8. 压铆后的工件,要用扭力批进行检验,达到
所要求的扭力
1. 每天上班前对设备进行
日保养
2. 每次工作完之后清扫工
作台面,擦试机器给压铆机
架内加润滑油
3. 在加工电镀件时要佩戴
手套、袖套。
机器台面要清
理干净,严禁裸手触摸工
件,做好“三防”工作批准王燕华部 门钣金部
使用设备及工具辅料XXXXX 深圳市东升源电气设备有限公司
工 序 作 业 指 导 书
工序名称
压铆文件编号版本A/0生效日期2018/12/1图四:压力对照表
第 4 页,共 4 页。

压铆螺钉扭力规范发布日期:2008-7-6 [ 收藏评论没有找到想要的知识]压铆螺钉扭力规范规格类型及材料板厚及材质材质硬度压铆力抗推力(KN) 扭力矩(N.M) 抗拉力NM2.5 FH 1.6mm铝板29 8.9 625 1.1 2880 FHS 1.6mm铝板29 11.6 625 0.9 2070 FH 1.5mm普通板59 11.1 1025 1.1 2880 FHS 1.5mm普通板59 13.8 1025 0.9 2070M3 FH 1.6mm铝板29 12.9 890 1.7 3700 FHS 1.6mm铝板29 12.9 890 1.3 3070 FH 1.5mm普通板59 14.7 1250 1.7 4200 FHS 1.5mm普通板59 14.7 1250 1.3 3070M3.5 FH 1.6mm铝板29 15.6 988 2.1 4500 FHS 1.6mm铝板29 15.6 988 2.1 4140 FH 1.5mm普通板59 22.3 1550 2.8 5560 FHS 1.5mm普通板59 22.3 1550 2.1 4140M4 FH 1.6mm铝板29 20 1290 3.6 5340 FHS 1.6mm铝板29 22.3 1290 3.4 5250 FH 1.5mm普通板59 28.9 1780 5.1 6540 FHS 1.5mm普通板59 26.7 1780 3.9 5340M5 FH 1.6mm铝板29 24.5 1470 4.5 6230 FHS 1.6mm铝板29 24.5 1470 4.5 5860 FH 1.5mm普通板59 33.4 2440 7.3 7560FHS 1.5mm普通板59 32.5 2440 7.3 7380M6 FH 2.4mm铝板28 28.9 2000 9 12680 FHS 2.4mm铝板28 28.9 2000 8.4 11200 FH 2.2mm普通板46 44.5 3110 13.6 16600 FHS 2.2mm普通板46 44.5 3110 12.4 12300M8 FH 2.4mm铝板28 29.8 2440 15.8 12400 FHS 2.4mm铝板28 29.8 2440 15.8 11800 FH 2.4mm普通板46 44.5 3780 21.5 19100 FHS 2.4mm普通板46 49.8 3780 21.5 16950前一篇文章: 钣金的基本认识后一篇文章: 钣金展开图的绘制技巧(二)在百度搜索“压铆螺钉扭力规范”在百度搜索“压铆螺钉扭力规范”在谷歌搜索“压铆螺钉扭力规范”在谷歌搜索“压铆螺钉扭力规范”文章评论暂时还没有任何记录!!本站所有评论均为网友个人观点,并不代表本站认同或支持其观点,仅作大家学习参考之用!不得发表有关政治、色情、宗教或违背国家法律的任何言论!最近更新∙PCB冲孔质量与疵病对策研究∙钣金工艺术语汇集∙钣金工艺过程∙冲裁模间隙以及对冲片质量和模具∙数控转塔冲床技术简介∙数控转塔冲床主传动的发展动向∙金属冲压和钣金行业的发展方向探∙不锈钢薄板拉伸时出现的问题及对∙冲压的应用领域∙模块式的冲压本类热门∙钣金工艺流程表∙钣金基础介绍(二)∙钣金展开图的绘制技巧(二)∙钣金展开图的绘制技巧∙钣金基础介绍(一)∙钣金技术简介∙展开图之审核∙钣金用材料介绍-冷轧钢板∙压铆螺钉扭力规范∙钣金点焊生产流程工具快速导航∙英汉工程词汇互译∙常见外汇报价查询∙普通V带传动设计计算∙螺联结强度计算∙尺寸形位公差极限偏差∙常用单位换算∙常见几何图形面积计算∙常见几何体体积计算∙常见型材重量计算∙压强公式计算∙表面粗糙度推荐值查询螺丝扭力标准目前常用之螺丝扭力标准A B C D EM3 8 8 6 10 12M3.5 10 8 6 ——M4 16 12 8 20 22M5 30 20 12 ——M6 50 30 ———M8 120 70 ———M10 240 140 ———M12 420 260 ———单位:Kgf.cm;容许误差:±10%A、铁螺丝与铁螺帽(螺孔)之固定,如:*箱体各组件之组合。
文件修订履历表文件名称压铆工序作业指导书文件编号DLS/ZZ-A006全3页制定制定日2011年10月26日版本A版次0制定部门制造部批准审查制作新规制定修订修订日版本版次0修订部门制造部批准审查制作修订内容修订修订日版本版次1修订部门制造部批准审查制作修订内容文件名称压铆工序作业指导书制订日期2011.10.26 版本 A 页数 3 修订日期版次0 页码 1 文件编号DLS/ZZ-A0061目的为确保成品的质量符合客户的要求,对本工序的操作进行严格规范。
2 职责2.1 车间主管要做好生产的安排、协调和管理(包括6S管理),并对压铆的质量进行检查;2.2 操作人员要严格按作业指导书要求作业,并作好自检。
3 工作程序3.1 物料交接车间主管负责组织人员对上道工序流转下来的物料(零部件)进行检验和清点,与上道工序作好沟通。
3.2压铆工序的准备工作3.2.1技术准备TOX压铆设备应由专人保养,专人操作(操作者必须经过培训,掌握TOX用户手册中关于设备功能、操作常识和安全规范等内容)。
同时,本工序施工前,操作者应充分了解产品蓝图和加工工艺内容。
3.2.2 TOX设备的预调整a)接通电源、气源(气压不得超过6bar);b)旋开紧急按钮(红色),转动电源锁开关钥匙使其处于开位置,此时绿色指示灯亮,进入工作准备状态;c)设备工作前要检查气路是否密封,如能听到或看到异常的情况,应对气路进行卸载;d)选用下列经验参数表进行气压预调整:8吨压铆机系统压边参数(kgf/cm2)系统嵌入压力指示件母件M3螺母M4螺母M5螺母M6螺母普通酸洗钢板 1.6 1.9 2 2.2普通热轧钢板 1.4 1.8 1.9 2优质冷轧钢板 1.2 1.6 1.8 2注:①本表只适用于公司自制8吨压铆机输入气压参数调整。
②本设备系统压力极限值为3.8kgf/cm2。
自制3吨压铆机气压初调参数(bar)系统嵌入压力指示件母件M3螺母M4螺母M5螺母M6螺母纯铝,防锈钢 1 2 2 2.5 硬铝,锻铝 2.5 4 4.5 4.7 普通酸洗钢板 3.2 4.8 5.5 6 普通热轧钢板 3 4.4 5 5.5 优质冷轧钢板 3 4.4 5 5.5 注:①本表只适用于公司自制3吨压铆机输入气压参数调整;②气源最大气压值不得超过6bar;③气源发生器(空气压缩机等)应具有过滤功能(以保证提供洁净和干燥的气体)。
S,CLS 类压铆螺母的安装力、推卖力、扭力标准S 型碳钢压铆螺母及CLS 不锈钢压铆螺母的安装力,推卖力及扭力值(公制):上述以及下述表格中的各项安装力,推卖力以及扭卖力值为在指定的安装条件下,按正常的操作流程安装所测得数值的均匀值。
安装孔的尺寸,安装板材质以及操作步骤的变化,均会致使最后测试数据的差别。
以上参数仅供参照。
美制规格的S 型碳钢压铆螺母及CLS 不锈钢压铆螺母的安装力,推卖力及扭力值:产品种类螺纹编码铆接厚度代码测试安装板材质安装力推卖力扭卖力(lbs.)(lbs.)(in lbs.)0638S?? CLS15052-H34 铝材1500-20009010 256217013 348317013440012312S?? CLS6323 0 1 2 3 0 1 2S?? CLS8323 0 1 2 3240 3212S?? CLS 3 0 1 2 3 1 2S?? CLS12243 1 2 3 0 1S?? CLS42023冷轧钢5052-H34铝材冷轧钢5052-H34铝材冷轧钢5052-H34铝材冷轧钢5052-H34铝材冷轧钢5052-H34铝材冷轧钢105132500-350012515230182301863162500-300095171902219022110163000-600013020275282752868212500-3000105232203522035110264000-600014535285452854568262500-3500110321905022550120324000-9000180402506032060120632500-65002857028570200746000-80003508035080220704000-7000903601256000-8000315115124001503518112052425052-H34铝材4000-70003801603S?? CLS11652冷轧钢6000-80004201803616162425052-H34铝材5000-8000400270S?? CLS312冷轧钢7000-11000460320381315052-H34铝材7000-9000475350S?? CLS82021冷轧钢1050735SP 类不锈铁压铆螺母的安装力、推卖力及扭力值公制规格的 SP 不锈铁压铆螺母的安装力推卖力及扭力:产品种类 ?螺纹编码 ?铆接厚度代码测试安装板 ?安装力 ?推卖力 ?扭卖力 ?材质 ?(kN)?(N)?0575SP M31304不锈钢板4072521290040645SP M41304不锈钢板80024916000800SP M51304不锈钢板102521775SP M61304不锈钢板60200017美制规格的SP 不锈铁压铆螺母的安装力推卖力及扭力:产品种类 ?螺纹编码 ?铆接厚度代码测试安装板 ?安装力 ?推卖力 ?扭卖力 ?材质 ?(lbs.)?(lbs.)?(in? lbs.)?0800013014 SP4401304 不锈钢板900016517210000290180850014018 SP6321304不锈钢板950017024210500340280900014530 SP8321304不锈钢板1000018037211000360450950018035 SP321304不锈钢板105002304521150040060 SP4201304不锈钢板135********。