凝结水处理树脂分离技术的比较
- 格式:doc
- 大小:89.50 KB
- 文档页数:10

关于凝结水精处理系统树脂再生的经验小结——钠离子浓度超标分析与处理摘要:凝结水精处理系统(ATE)混合离子交换器(混床)出水钠离子浓度超标,二回路水质不合格将严重制约机组整体功率上升,现场紧急组织分析原因,并采取有效处理措施,使得混床出水水质合格,可为后续核电厂凝结水精处理系统的调试提供参考。
关键词:凝结水精处理、树脂再生、再生水平、酸耗1 背景描述福清核电1号机组凝结水精处理系统(ATE)中离子交换过滤器采用陶氏的凝胶型均粒树脂,阳树脂为强酸性,阴树脂为强碱性。
【1】在现场调试过程中,严格按照设计参数执行再生操作,前置阳床出水水质均合格,高速混床出水钠离子浓度在0.147~0.213ppb之间波动,超标。
需分析水质不合格原因,并采取有效措施。
2 过程分析与解决措施离子交换树脂使用一段时间后,吸附的杂质接近饱和状态,就要进行再生处理,用化学药剂将树脂所吸附的离子和其他杂质洗脱除去,使之恢复原来的组成和性能。
树脂的再生特性与它的类型和结构有密切关系。
强酸性和强碱性树脂的再生比较困难,再生剂用量需成倍高于理论值;而弱酸性或弱碱性树脂则较易再生,所用再生剂量只需稍多于理论值。
【2】凝胶型和交联度高的树脂更需要较长的再生反应时间。
混合离子交换器(混床),就是把阴阳离子交换树脂置于同一交换器中,运行前,先将其分别再生成OH型和H型,然后混合均匀。
混床可以看作由许许多多阴阳树脂紧密交错排列而组成的无数微型复床,反复进行脱盐,经H型离子交换树脂产生的H+和经OH型离子交换树脂产生的OH-都不会累积起来,而是马上相互中和生成H2O,基本上消除了反离子的影响,这就使得交换反应进行得非常彻底,出水水质好。
经整体分析,影响混床出水钠离子超标原因,主要有以下几个方面:a、混床内阴阳树脂混合不均匀,大部分阴树脂沉积在床体底部,导致阳离子泄露;b、混床运行流速不足,水流无法刺穿树脂表面水膜,导致钠离子浓度偏高;c、阴阳树脂体外分离不彻底,阴树脂混杂大量阳树脂,阴树脂受到交叉污染;d、阳树脂再生度不足。
我厂二期凝结水精处理再生系统树脂分离间歇性乱层原因分析和解决摘要:火力发电厂凝结水精处理系统树脂失效后需要进行再生,再生过程的阴阳树脂分离是树脂再生的关键步骤。
树脂再生不彻底,会缩短精处理系统运行周期,严重的还会造成精处理系统出水水质恶化。
我厂凝结水精处理再生系统在基建调试完成投运半年后,在树脂再生过程间断性地出现树脂分离乱层现象。
针对该现象,我们对树脂分离塔的运行控制程序、参数、附属系统设备、阀门运行的可靠性等方面进行跟踪排查、试验和分析,最终找到问题所在并加以解决。
关键词:凝结水精处理系统;再生;分离;水质火力发电厂凝结水精处理系统树脂失效后需要进行再生,再生过程的阴阳树脂分离是树脂再生的关键步骤。
阴阳树脂分离结果的好坏直接关系到后续树脂再生的质量,树脂再生不彻底,会缩短精处理系统运行周期,严重的还会造成精处理系统出水水质恶化。
因此,凝结水精处理系统树脂再生必须控制好树脂分离效果。
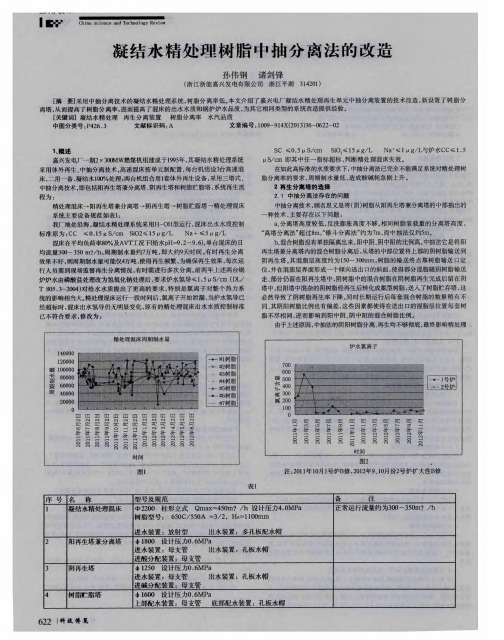
我厂二期工程2*1000MW机组凝结水精处理树脂再生系统树脂分离采用“高塔法”进行分离。
系统在基建调试完成投运半年后,在树脂再生过程间断性地出现树脂分离乱层现象,现象为:同一套树脂进行分离,一次分离效果很好,进行二次分离时出现乱层或上套失效树脂再生时分离效果很好,下套树脂再生时分离出现乱层,树脂分离效果不好,需反复重新进行分离,极大地影响树脂再生效率,对再生用水也造成较大浪费。
针对该现象我们对树脂分离塔的运行控制程序、参数、附属系统设备、阀门运行的可靠性等方面进行跟踪排查、试验和分析,找出问题关键所在并加以解决。
1、从分离塔运行控制步序进行排查树脂分离塔树脂分离是根据控制系统设定好的程序自动运行树脂分离步序的。
精处理高速混床失效树脂倒入分离塔后先注水用压缩空气进行擦洗,完成擦洗步骤后才开始对阴阳树脂进行分离。
树脂分离分5个步序顺序进行,共执行两次。
离塔操作步序和控制参数如下表(表1-1)所示:表1-1 分离塔次操作步序和控制参数第一次分离完成后,关闭反洗水进水调节阀,开启阴再生罐下部排水阀、分离罐阴树脂出脂阀、上部进水限位阀、托脂进水阀;调节上部进水限位阀流量到20m3/h,底部托脂进水阀流量到8m3/h,将分离塔上部阴树脂输送到阴树脂塔,输送时间720秒。
凝结水精处理现状及新技术应用研究摘要:本文分析了凝结水精处理现状,指出树脂分离与混合的固有矛盾是技术上的不足之处,另一不足之处是树脂分离再生工艺较为复杂,而以时间为步骤的程骤控制方式过于机械,简单,二者不能匹配是程控系统投入不好的主要原因。
关键词:凝结水精处理;再生;浮床;程序控制中国的电网很大,高参数、大容量机组相继推出,对凝结水精处理也有更高的要求。
水是火力发电机组机炉间能量传递的唯一介质,为此,它对机组安全、经济作用是很大的,特别是凝结水的质量(相对于整个汽水系统)起着决定作用。
1 精处理系统的不足之处1.1 程控系统投入不好或不能投入从现场的运行效果来看,精处理的程控系统普遍投入不好,部分精处理的程控系统甚至从未调试成功,即使调试投入,在生产过程也不能稳定运行。
其表现为:按照程控步序完成树脂分离、再生后,树脂不能得到再生并且树脂的混和效果不好,从而影响混床制水量或水质。
运行人员只能逐个操作有关阀门完成树脂再生和混和过程,这不仅大大增加了运行人员的工作量,而且对设备投资造成极大浪费。
且认为是控制设备诸如气动阀门、反馈信号装置等性能和质量不好造成的。
经原因分析可知:以固定时间步序为主的程控系统和复杂的树脂再生过程存在矛盾,这种矛盾的产生是由于树脂再生过程的时间参数不确定性造成的。
程控系统投入不好就成为精处理系统的普遍现象。
1.2 混床出水水质和制水量有时出现问题当阴阳树脂经过正确再生输送到混床内投入不久,混床即失效;其周期制水量明显低于正常值,有时还伴有混床出水pH偏低和水质下降的现象。
2 原因分析精处理系统的制水量和出水水质发生问题是由于精处理工艺中树脂不能实现完全分离和完全混合所致。
而树脂的完全分离和混合是不能实现的,这一点也就成为精处理系统的主要技术不足。
2.1 混合不完全产生的问题在长期的生产实践中发现,阴阳树脂经过再生后,制水量和出水水质出现问题主要是由于再生后的阴阳树脂混合不匀所致。
凝结水精处理技术凝结水精处理技术主要包括膜分离技术和离子交换技术。
欧梅塞尔是同时拥有膜和离子交换树脂两大技术和产品的公司。
从蒸汽凝结水零排放到炼油废水处理,从电子超纯水到海水淡化处理,欧梅塞尔膜和离子交换技术和产品都能够为用户提供各种需求的水资源解决方案。
中国蒸汽凝结水回收率不足30%。
其中很主要的原因是所回收的凝结水中含有过量油类等污染物,包括动植物油脂,石油烃类,环烷酸,酚醛等衍生物。
高温凝结水中水和油的比重、粘度降低、油水分散的阻力减少。
除悬浮状态的机械分散油(15〜100um)外,高温凝结水中油主要以乳化油(0.5〜15um)和溶解油(0.005um)形式存在。
通常分散由悬浮在水面上,乳化油稳定分散在水中,溶解油则完全溶解在水中。
蒸汽输送管线材质一般为碳钢,碳钢容易在有氧和酸性环境下腐蚀。
腐蚀产物主要为悬浮态和胶体态的Fe3O4、Fe2O3,少量不溶性的Fe(OH)3以及离子形式的Fe2+和Fe3+。
蒸汽凝结水中铁离子由于氧腐蚀和酸腐蚀。
根据蒸汽凝结水实际温度、流量、水质状况、生产工艺特点以及用户资金状况,可采用不同处理技术进行优化组合。
以满足低压锅炉(含油量W2mg/L,含铁量W0.3mg/L)、中压锅炉(含油量W1mg/L,含铁量W0.05mg/L)、高压锅炉(含油量W0.3mg/L,含铁量W0.03mg/L)的水质标准要求。
前置过滤技术前置过滤装置作为凝结水经处理系统的预处理部分,是去除凝结水中的悬浮物、胶体、金属氧化产物等粒径较大的杂质,起到预处理的作用,保护下游膜分离或离子交换设备免受颗粒无损伤和污染,提高周期制水量。
前置过滤装置可根据蒸汽凝结水的水质实际情况可选择采用精密过滤器、在线自动清洗过滤器、盘式过滤器、多介质过滤器、电磁过滤器等多种过滤方式实现。
除油技术陶瓷中空纤维超滤膜分离技术陶瓷中空纤维超滤膜采用耐温性,机械强度和化学稳定性都极强的a-AL2O3无机材料,超长使用寿命,从容应对各种极端运行条件。
关键词:凝结水处理技术氨化运行锥体分离法高塔法摘要:凝结水处理技术的发展,极大程度的降低了锅炉的腐蚀率。
为了提高凝结水处理装置的效果,考虑氨化混床的延长凝结水混床运行周期,减少再生次数,降低运行人员劳动强度,减少酸碱耗等一些优点,建议采用氨化运行方式。
而氨化运行方式的采用,对再生时的树脂分离技术提出了很高的要求,本文对国内目前普遍采用的二种较成熟的分离技术进行了比较和介绍,使大家对这二种分离技术有一种更深的了解,这二种技术就是英国KENNICOTT公司锥斗分离法(Conesep‘S’)和美国USFILTER公司高塔分离法(FullSep)。
参考文献:武汉水利电力大学李培元主编《火力发电厂水处理及水质控制》张澄信陈龙,“我国凝结水处理混床运行可能遇到的特殊问题”<<热力发电>> 2001年第1期。
60年代末,随着中国第一套凝结水设备在上海杨树浦电厂研究制造以来,凝结水处理技术已有了飞速的发展。
目前,关于是否应设置凝结水处理设备,国内较一致的看法是:由亚临界汽包锅炉供汽的汽轮机组,全容量凝结水宜进行精处理,以往就这一点争议较大,对此问题有一个逐步认识的过程,直到1994年,DL5000-94《火力发电厂设计技术规定》才明确指出“由亚临界汽包锅炉供汽的汽轮机组,全容量凝结水宜进行精处理”。
那么为什么要对凝结水进行处理呢?进入高参数锅炉的水中,少量可溶解杂质有可能被浓缩,例如,在汽包锅炉中,浓度可在局部浓缩104~106倍,也就是说μg/l级的杂质浓度可浓缩到mg/l级。
运行实践证明,有凝结水处理的机组,锅炉的腐蚀都比没有凝结水处理的轻。
另有资料报导,有凝结水处理的超临界锅炉的腐蚀率,低于无凝结水处理的亚临界锅炉的腐蚀率。
在未经处理的凝结水中,一般都含有一定量的杂质,这些杂质来自凝汽器泄漏及热力设备金属的腐蚀和锅炉补给水中残留的杂质等。
凝汽器的泄漏可使冷却水中的悬浮物和盐类进入凝结水中。
而经过凝结水精处理以后,主要可以达到以下作用:1、连续除去热力系统内的腐蚀产物、悬浮杂质和溶解的胶体SiO2,防止汽轮机通流部分积盐;2、机组启动投入凝结水精处理装置,可缩短机组启动时间。
降低汽包锅炉的排污量,节省能耗和经济成本;3、凝汽器微量漏泄时,保障机组安全连续运行。
可除去漏入的盐份及悬浮杂质,有时间采取查漏、堵漏措施,严重漏泄时,可保证机组按预定程序停机;4 、除去漏入凝汽器的空气中的CO2;5、除去因补给水处理装置运行不正常时,带入的悬浮物杂质和溶解盐类。
是否设置凝结水处理设备,取决于很多因素,综合起来,有以下几点:1、热力设备的参数和容量;2、锅炉的型式(直流炉或汽包炉)及燃料类别(烧油或烧煤);3、凝汽器管材(黄铜管、镍铜管或钛管)及冷却水介质(淡水、苦咸水或海水);4、机组的运行特性(带基本负荷或尖峰负荷);5、锅内水处理方式(碱性处理、中性处理或联合处理)。
凝结水处理设备与热力系统的连接有两种方式,即“低压系统”和“中压系统”。
低压系统,是指凝结水处理设备串联在凝结水泵和凝结水升泵之间,凝结水处理设备承受的压力较小(一般不超过1Mpa),因而此种设备易国产化。
所谓中压系统是指凝结水处理设备串联在凝结水泵和低压加热器之间,回而凝结水处理设备承受的压力较高(一般为2.5~3.5 Mpa),此系统的优点是简化了热力系统,但中压自动防腐阀门还有待国产化。
《水处理设计技术规定》中规定,对于亚临界及以上参数的电厂,可以设计中压系统。
目前国内在使用的凝结水精处理方式基本上全是中压系统。
凝结水处理系统主要分为有前置过滤深层混床系统和无前置过滤深层混床系统,目前采用的精处理装置一般都无前置过滤器的,高速混床本身就具有过滤和离子交换双重功能。
这里主要对树脂再生时的分离技术作一重点介绍,近年来国内凝结水精处理大多采用先进的国外分离技术,如英国KENNICOTT公司锥斗分离法(Conesep‘S’)和美国USFILTER公司高塔分离法(FullSep)。
为什么分离技术对凝结水处理技术这么重要呢?首先我们必须对氨化运行要有一个深入的了解。
一、氨化运行的介绍凝结水精处理混床运行方式分为氢运行(H/OH)和氨化运行(NH4/OH)。
凝结水的pH值一般在8.5 ~ 9.4之间,水中绝大部分离子为NH4+,其NH4+是由给水、凝结水为调节锅炉给水pH值而加入一定的氨水形成。
NH4+浓度保证在一定值时,既能使给水、炉水保持一定的pH值,也不至于使热力系统设备及管道腐蚀。
其NH4+在水中存在一定量时,不会对任何热力设备产生负作用。
1、什么叫氨化运行对于强酸性阳树脂,在稀溶液中常见阳离子的选择性顺序如下:Fe3+>Al3+>Ca2+>Mg2+>K+≈NH4+>Na+>H+对于强碱性阴树脂,在酸性稀溶液中阴离子的选择性顺序如下:SO42->Cl->HCO3->HSiO3-H/OH型混床反应的产物为H2O,其反应式如下:RSO3H+R≡NOH+NaCl = RSO3Na+R≡NaCl+H2O至于NH4/OH型混床,离子交换反应产物为NH4OH,反应式如下:RSO3NH4+R≡NOH+NaCl = RSO3Na+R≡NCl+NH4OH因NH4OH的电离度比H2O大得多,因此逆反应倾向比较大,出水中容易发生Na+和Cl-漏过现象。
而氨化运行就是在运行一段时间后,水中NH4+不被去除,树脂呈RSO3NH4形态,同时用来置换水中阳离子如Na+等。
本文氨化运行说的是运行氨化混床以H/OH型方式投运,利用凝结水中的氨在运行过程中进行树脂转型。
2、怎样实现氨化运行混床内的阳、阴脂再生度要求高表1 氨化混床正常运行所要求的树脂再生度提高阳阴树脂的再生度,必须做到如下两点:(1)阴、阳树脂分离率高,使得阴阳树脂不会再生时出现交叉污染,阴阳树脂再生彻底。
首先,要保证树脂输送彻底(即失效树脂和再生好树脂输送完全)。
目前精处理混床采用锅底形多孔板+水帽型式,基本能保证混床内树脂输送率>99.9%。
树脂输送管道在设计时最好采用双管,使得树脂送出、送入完全分开,且树脂输送管不易过长,不允许有死角,采用弯曲半径大的弯头。
第二,阴、阳树脂分离要彻底,再生前阳、阴树脂分离率不得<96%。
近年来国内凝结水精处理大多采用先进的国外分离技术,如英国KENNICOTT公司锥斗分离法(Conesep ‘S’)和美国USFILTER公司高塔分离法(FullSep)。
锥斗法分离率:设计值为:阴中阳:0.04%,阳中阴:0.1%保证值为:阴中阳:≤0.07%,阳中阴:≤0.4%;高塔法分离率:设计值为:阴中阳:0.1%,阳中阴:0.1%;(2)阳树脂的再生剂酸碱必须达到一定的纯度,才能保证树脂达到一定的再生度,对于再生剂浓度,市场上一般盐酸的纯度高、质量较好,能满足阳树脂再生要求。
而碱的纯度对于不同的生产工艺,差别很大,其再生度差别也很大,列表说明如下:表2 与不同纯度碱平衡时,强碱阴树脂的OH型与Cl型含量因此,凝结水精处理强碱阴树脂的再生剂建议采用高纯度的离子交换膜液碱或固体碱。
3.凝结水精处理氨化混床运行小结3.1 氨化混床运行优点:目前氨化混床运行以H/OH型方式投运,利用氨在运行过程中进行转型。
a 混床运行周期长,再生次数少。
运行人员劳动强度降低,酸碱耗少,具有明显的经济效益。
b 避免氨被混床去除造成的浪费。
3.2氨化混床运行缺点:a 树脂需深度再生b 对进水水质波动的适应性差c 除硅能力差d 运行水平要求高3.3采用氨化混床运行在系统设计和设备选型时,应做到:a 选择高排脂率的混床,b 选择高分离率的再生设备,c 树脂输送管设计应不宜过长、通畅、采用双管制。
3.4 氨化混床在运行时应做到:a 阴阳树脂再生采用高纯度的酸、碱,b 对运行人员要进行严格的培训。
3.5 目前许多电厂已具备实现氨化混床运行的条件,但考虑到树脂再生度比较高,混床氢运行周期比较长(10~12天),凝结水水质比较好,且氨化混床运行在树脂氨化阶段的初期出现一个漏钠量稍高于1μg/L的小尖峰,而漏钠量高于5μg/L将导致凝结水精处理出水水质超标,因此许多电厂不愿按氨化混床运行。
二、英国KENNICOTT水处理公司的锥体分离法技术体外再生单元包括阴树脂再生/分离塔、树脂隔离罐和阳树脂再生/贮存塔及其管道阀门和控制仪表,运行操作按5大步序进行程序控制。
1、树脂清洗高速混床失效的树脂,输送到阴树脂再生/分离塔,经空气擦洗和正洗,洗去树脂表面污物。
根据树脂脏污程度确定清洗次数,一般只反复擦洗3~4次,最多可擦洗数由操作设定,以清除树脂表面污物为目的。
2、树脂分离失效树脂经正洗后,先快速进水,托起全部树脂,再降低流速,慢慢进水,使阳树脂先向下沉降。
等全部树脂沉降完后,从阴塔底部进水和一小股CO2气,使水酸度为2mg/L。
将阳树脂从下部送到阳树脂再生/贮存塔内,由树脂管上的电导率仪和光电界面检测仪表来监测树脂输送终点。
其后将阴塔内混脂输送到树脂隔离塔内,由反冲洗水将树脂管内残存树脂冲到树脂隔离塔内去。
3、阳树脂再生将已准备好的100~128kg/m3•R的31%浓盐酸液用喷射器(或计量泵)调配成4%浓度的酸液送入阳再生/贮存塔内,对阳树脂进行再生、置换和正洗,如有必要还可选择空气擦洗步骤,一般可不擦洗。
4、阴树脂再生将已准备好的100~128kg/m3.R的30~42%碱液用喷射器(或计量泵)调配成4%浓度的碱液送入阴树脂再生/分离塔内对阴树脂进行再生、置换和正洗,同时还进行空气擦洗2~3次,再反洗进行二次分离,将残存的阳树脂和碎粒,送入混脂罐。
将阴树脂正洗直至合格为止。
通过对比发现,二种分离技术的树脂分离效果都非常好,都能达到混床氨化运行的目的。
究竟选用哪种作为再生系统,主要还要看控制系统及运行的实际效果、占地面积是否能满足用户要求以及投资费用的情况,还有一点就是设备运行的可靠性。