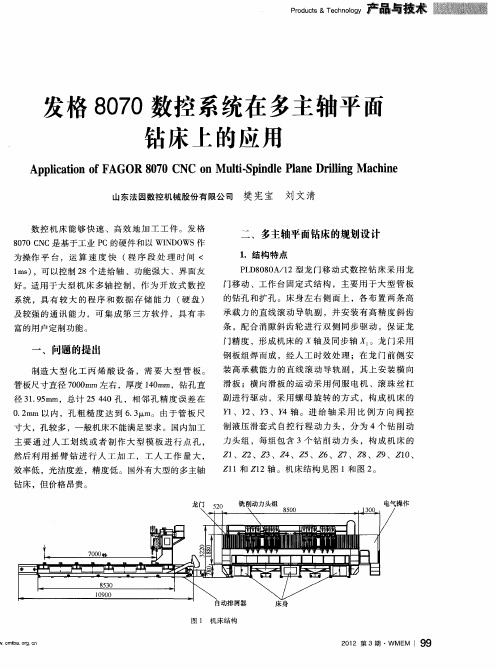
发格数控系统 CNC8070 执行通道手册
- 格式:pdf
- 大小:1.43 MB
- 文档页数:123


G代码是数控程序中的指令 G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
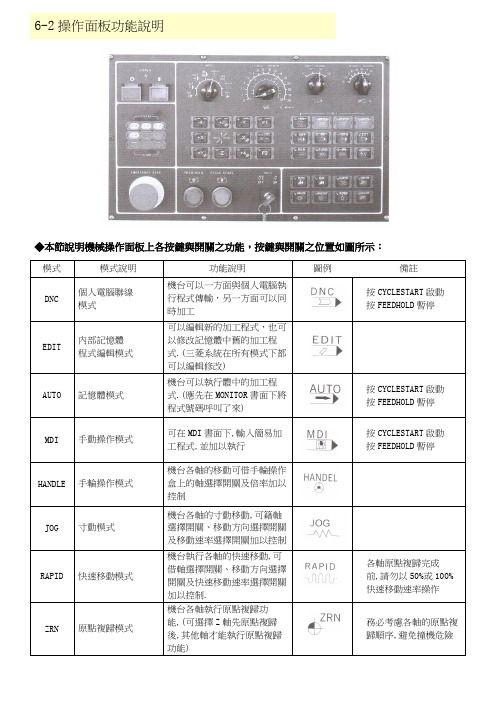
6-2操作面板功能說明◆本節說明機械操作面板上各按鍵與開關之功能,按鍵與開關之位置如圖所示:模式模式說明功能說明圖例備註DNC 個人電腦聯線模式機台可以一方面與個人電腦執行程式傳輸,另一方面可以同時加工按CYCLESTART啟動按FEEDHOLD暫停EDIT 內部記憶體程式編輯模式可以編輯新的加工程式,也可以修改記憶體中舊的加工程式.(三菱系統在所有模式下都可以編輯修改)AUTO 記憶體模式機台可以執行體中的加工程式.(應先在MONITOR書面下將程式號碼呼叫了來)按CYCLESTART啟動按FEEDHOLD暫停MDI 手動操作模式可在MDI書面下,輸入簡易加工程式,並加以執行按CYCLESTART啟動按FEEDHOLD暫停HANDLE 手輪操作模式機台各軸的移動可借手輪操作盒上的軸選擇開關及倍率加以控制JOG 寸動模式機台各軸的寸動移動,可籍軸選擇開關、移動方向選擇開關及移動速率選擇開關加以控制RAPID 快速移動模式機台執行各軸的快速移動,可借軸選擇開關、移動方向選擇開關及快速移動速率選擇開關加以控制.各軸原點複歸完成前,請勿以50%或100%快速移動速率操作ZRN 原點複歸模式機台各軸執行原點複歸功能,(可選擇Z軸先原點複歸後,其他軸才能執行原點複歸功能)務必考慮各軸的原點複歸順序,避免撞機危險◆軸的移動方向移動速率選擇開關名稱功能說明圖例有效模式JOG/FEEDRATE OVERRIDE各軸的寸動及切削移動速率選擇開關,JOG模式下各軸的移動速率 mm/min為單位,DNC/AUTOMDI等模式以%為單位JOG/DNC/AUTO/MDIRAPID OVERRIDE 快速移動速率選擇開關RAPID/ZRN/DNC/AUTO/MDI+X +X 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN-X -X 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN+Y +Y 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN-Y -Y 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN◆軸的移動方向移動速率選擇開關名稱功能說明圖例有效模式+Z +Z 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN-Z -Z 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN+4 +4 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN-4 -4 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN◆主軸控制功能開關名稱功能說明圖例有效模式SPENDLE OVERRIDE 主軸旋轉轉速調整DNC/AUTO/MDT SPINDLE CW 主軸CW旋轉HANDLE/JOG/RAPID/ZRN SPINDLE STOP 主軸停止旋轉HANDLE/JOG/RAPID/ZRN SPINDLE CCW 主軸CCW旋轉HANDLE/JOG/RAPID/ZRN SPINDLE ORT 主軸定位HANDLE/JOG/RAPID/ZRN◆自動操作功能開關名稱開關說明功能說明圖例CYCLE START 程式啟動啟動程式的執行.(應先在MONITOR 書面下將程式號碼呼叫出來)。


G代码是数控程序中的指令 G00——----快速定位G01--——--直线插补G02-—--——顺时针方向圆弧插补G03—--—-—逆时针方向圆弧插补G04———---定时暂停G05-—-—-—通过中间点圆弧插补G07-—--—-Z 样条曲线插补G08--—-—-进给加速G09—-—---进给减速G20—-——-—子程序调用G22-—-———半径尺寸编程方式G220----—系统操作界面上使用G23—--——-直径尺寸编程方式G230—————系统操作界面上使用G24-—----子程序结束G25—--—-—跳转加工G26——-———循环加工G30-——--—倍率注销G31——---—倍率定义G32-—-——-等螺距螺纹切削,英制G33--——--等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54——-—--设定工件坐标系一G55———--—设定工件坐标系二G56-—-———设定工件坐标系三G57—-—-——设定工件坐标系四G58—-----设定工件坐标系五G59---——-设定工件坐标系六G60--——-—准确路径方式G64-—---—连续路径方式G70-----—英制尺寸寸G71-—--—-公制尺寸毫米G74————--回参考点(机床零点)G75--——-—返回编程坐标零点G76-——-—-返回编程坐标起始点G81-——-——外圆固定循环G331—--—-螺纹固定循环G90—-----绝对尺寸G91——-—-—相对尺寸G92--—--—预制坐标G94————-—进给率,每分钟进给G95—--—-—进给率,每转进给G00-快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W—100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
G S—JFL600刀库机交机工作1.出厂时准备齐送货单物品,机床清干净,收拾好搬机2.提醒客户准备:场地、电器(三相五线制)20#润滑油10升、切削冷却(白矿油)油30升、冷冻机用主轴油/白矿油(油性)20升、编程电脑,传输电脑,试机程序,试机材料及刀具磨刀机,受培训人员。
机到位准备卸车,给我们厂家一个准备:过去培训的内容。
3.到客户方交机:1)将机床放到恰适位置,拆两护板,将机床调至工作台X、Y方向大致水平将Y轴导轨扭曲度调到1格范围,此时后脚松、前脚紧2)加润滑油、冷冻油、切削油。
3)接电三相五线制→U/V/W/N /PE→通电→注意水泵转向和冷冻机转向(不对则换相注意:零(N)、地(PE)线要分清楚。
)4)对送货单。
5)安装传输软件。
6)试编简单程序,传输加工。
7)培训按说明书顺序。
8)客户签收,带回单回来。
敬告1、开机之前请先检查、确认电源线连接是否正确2、开机之前请先检查机床是否需要添加润滑机油3、操作本机床人员,必须经过专业培训方可上岗,以免损坏机床4、加工前先确认检查对刀坐标是否正确,加工零点是否与工件零点相一致、以免造成加工失误5、加工过程中操作人员不得任意离开机床,若有紧急情况,需及时按“紧急键”6、加工时为确保安全请先关门再进行加工7、加工完毕后或清洁机床时不得用气枪吹击机床,以免切削乱飞,造成电气及传动部件故障8、完成工作离开车间时要关闭总电源,雷雨天要断开电源目录第一章安装调试1、机床规格2、机床搬运与安装及调整3、电气接电试验第二章加工操作说明1、面板基本操作2、对刀操作3、刀库操作4、DNC操作5、零件加工步骤第三章机床维护与保养1、主轴2、对刀仪3、机床润滑4、整机维护第四章常见问题的处理1、常见问题的处理方法第一章安装调试铲:拆开水箱和冷冻机从后面铲入2、机床调整1)先将工作台调到大至水平(使用前两调整垫和后中间调整垫,三点定平面)2)再将水平仪摆至//X轴方向,Y轴方向全长移动工作台(0.02/1000的水平仪)调整后两侧调整垫,调到一格范围内§三、电气接电试验1、机床动力电源采用三相四线制,请按国家标准进行接线使用2、在机床总电源前须安装稳压器3、为保证操作者人身安全和机床的正常使用,须用6平方线径的电缆进行接地保护,地线须打入地下2米深以下第二章加工操作说明§一、主菜单(面板)基本操作1、执行:1)内存:选择文件号后,按“Enter”打开该文件,按运行键运行存储在系统内存中的程序(调机人员使用)。