机械加工精度定位误差
- 格式:ppt
- 大小:3.08 MB
- 文档页数:93
关于机械加工精度与加工误差的分析笔者具体分析了加工精确度和加工误差等的基础内容。
以实践情况为例,具体的论述了误差产生的缘由,并且论述了降低误差现象发生几率的措施。
标签:加工精度;加工误差;减小误差引言在平时的工作中,我们不乏见到加工方面的内容,对精确性和误差等都不陌生。
不过真正深入了解的话,会发现其是一门非常深入的学科知识。
不管我们工作中如何努力,都无法将误差发生的几率降低为零,因此我们可以做的只能是通过合理的措施来切实的提升精确性,进而降低误差现象的发生几率。
1 加工精度与加工误差概述所谓的精确度,具体的说是零件在生产之后的具体的数值和设想数值之间符合程度。
不论是我们如何努力,都无法保证生产的零件和我们期待中的一模一样,都会存在各种各样的问题,我们将这种问题称为误差。
以工艺体系来看,它的组成部分有四个,分别是机床、刀具、工件以及夹具。
它们在工作的时候会生成很多不一样的误差,而此类误差在不一样的状态中会通过不一样的形式体现出来。
2 机械加工精度与加工误差的分析2.1 工艺系统集合误差2.1.1 机床的几何误差。
在工作中,刀具的的成形活动均是经由机床来实现的,所以,零件的加工精确性会对机床的精确性产生很大的干扰。
常见的机床生产方面的误差有如下的一些:主轴回转误差、导轨误差等。
如果机床磨损的话,就会导致它的精确性明显的变低。
(1)主轴回转误差。
主轴是机床非常关键的一个组成部分,它把力和运动传递给刀具等,一旦它出现了回转误差的话,就会导致零件的精确性受到很大的干扰。
所谓的回转误差,具体的说是主轴短时间的回转轴线比对于它的平均轴线来讲,出现的变动量。
常见的类型有三个,分别是径向圆跳动、轴向窜动和角度摆动。
导致它形成的原因有很多,比如轴承自身的问题,主轴的挠度等等。
不过它们对回转精确性的影响并不是完全一样的,会因为加工状态而产生变化。
产生轴向窜动的主要原因是主轴轴肩端面和轴承承载端面对主轴回转轴线有垂直度误差。
机械加工出现误差的原因与防范措施摘要:机械加工误差导致的原因是各种各样的,要想减少加工误差产生的机率,就需要提高产品性能与使用寿命。
本文首先从相关概念着手,分析了机械加工误差导致的原因,然后提出了机械加工误差防范措施,以供相关工作人员研究和参考。
关键词:机械加工;误差;原因;防范措施基于机械加工零件类型不一样的情况,通常需要使用各种加工技艺,结合加工零件用途的差异性,灵活选择和运用。
精准的加工工艺可以提高机械零件质量,继而保证产品使用年限延长。
据此,技术工作者需要进一步认识到机械加工的重要性,持续改革与创新产品工艺,保证机械加工质量,从而有效预防机械加工过程中出现的误差。
一、概念分析所谓机械加工误差,指的就是零件加工以后的实际几何参数和理想中的几何参数相互之间的偏差。
在具体实践过程中,实际加工以后的零件和理想中的零件无法完全相同。
在机械加工过程中,加工误差对加工精度有很大的影响。
对于某些加工误差问题,需要采用科学方法进行综合分析,找出产生加工误差的原因并进行解决。
虽然不能完全避免误差产生,不过可以提升加工工艺,提高操作者操作能力,根据主观与客观方面,尽可能地降低加工误差产生的概率,从而增加机械加工精度[1]。
二、误差原因机械加工过程中,出现误差可以说是必然的,需要经过防范误差提高精度,从而满足精度要求。
在机械加工中,误差的出现通常是由多种因素导致的,为了确保机械加工质量,对机械加工误差原因进行分析有一定的现实作用与意义。
(一)定位误差通常而言,定位误差就是机械阿积功过程未能精准定位,继而造成定位原界河加工零件二者之间产生了误差。
该种误差会缩小机械零件于尺寸、规格上的精度,带来质量与使用年限等问题。
通常而言,该种因为定位导致的误差涵盖了基准不重合、定位基准错误两种,所谓基准不重合就是技术工作者加工过程尚未全部根据施工图纸进行,定位基准有所偏差,造成加工零件于规格、尺寸等精度受到了不良影响。
定位基准错误就是技术工作者的主观意愿符合图纸要求,可是加工过程中定位错误,造成不能精准固定加工零件具体位置。
机械加工误差产生的原因及措施汇报人:2024-01-01•机械加工误差产生的原因•减小机械加工误差的措施•机械加工误差的补偿措施目录•提高机械加工精度的途径01机械加工误差产生的原因原理误差总结词原理误差是由于加工原理的不完善而导致的误差。
详细描述原理误差主要表现在机床或刀具的转动和移动过程中,由于设计原理或机构原理的限制,导致加工出的零件与理论值存在偏差。
例如,齿轮加工中,由于齿轮的齿廓理论是完美的,但在实际加工中,由于机床和刀具的精度限制,无法完全复制理想的齿廓形状,从而产生原理误差。
工具、夹具与机床的制造误差总结词工具、夹具与机床的制造误差是由于这些设备的制造精度不足而导致的误差。
详细描述工具、夹具和机床是机械加工中的重要组成部分,它们的制造精度直接影响着零件的加工精度。
例如,刀具的制造误差会导致加工表面的粗糙度不均匀,夹具的定位精度不高会导致零件的位置精度偏差,机床的主轴回转误差则会影响零件的圆度等。
调整误差是由于加工过程中的调整不准确而导致的误差。
详细描述在机械加工过程中,需要对工具、夹具和机床进行多次调整,如刀具的更换、夹具的定位、机床的校准等。
由于调整过程中的人为操作和设备本身的特性,往往会产生一定的调整误差。
例如,刀具的安装角度偏差会影响切削深度和表面粗糙度,夹具的调整不当会导致零件的定位不准确。
总结词VS总结词测量误差是由于测量设备的精度限制和测量方法的不完善而导致的误差。
要点一要点二详细描述测量是机械加工中不可或缺的一环,但由于测量设备的精度限制和测量方法的不完善,往往会产生测量误差。
例如,使用卡尺测量时,由于卡尺的刻度精度有限,会导致测量结果存在误差;同时,测量方法的不正确也会导致误差的产生。
如测量时没有保证工件与卡尺之间的平行度或垂直度,就会产生测量误差。
02减小机械加工误差的措施直接减小或消除误差法直接减小或消除误差法是通过直接减少或消除原始误差来降低加工误差的方法。
例如,通过提高机床的几何精度、减小刀具和夹具的制造误差、提高工件的定位精度等措施,可以有效地减小加工误差。
影响机械加工精度的因素机械加工系统(简称工艺系统)由机床、夹具、刀具和工件组成。
影响加工精度的原始误差主要包括以下几方面:1) 工艺系统的几何误差(包括机床、夹具和刀具等的制造误差及其磨损);2) 工件装夹误差;3) 工艺系统受力变形引起的加工误差;4) 工艺系统受热变形引起的加工误差;5) 工件内应力重新分布引起的变形;6) 其它误差(包括原理误差、测量误差、调整误差)。
一、工艺系统的几何误差(一)机床的几何误差加工中,刀具相对于工件的成形运动,通常都是通过机床完成的,工件的加工精度在很大程度上取决于机床的精度。
机床制造误差中对工件加工精度影响较大的误差有:主轴回转误差、导轨误差和传动误差。
1. 主轴回转误差主轴回转误差是指主轴实际回转轴线相对其平均回转轴线的变动量。
为便于分析,可将主轴回转误差分解为径向圆跳动、轴向圆跳动和角度摇摆三种不同形式的误差。
2.导轨误差导轨是确定机床各主要部件相对位置关系的基准。
(1)导轨在水平面内的直线度误差对加工精度的影响(2)导轨在垂直平面内的直线度误差对加工精度的影响(3)导轨间的平行度误差对加工精度的影响3.传动链误差传动链误差是指传动链始末两端传动元件间相对运动的误差,一般用传动链末端元件的转角误差来衡量。
(二)刀具的几何误差刀具误差对加工精度的影响随刀具种类的不同而不同。
采纳定尺寸刀具(例如钻头、铰刀、键槽铣刀、圆拉刀等)加工时,刀具的尺寸误差和磨损将直接影响工件尺寸精度。
采纳成形刀具(例如成形车刀、成形铣刀、成形砂轮等)加工时,刀具的外形误差和磨损将直接影响工件的外形精度。
对于一般刀具(例如车刀、镗刀、铣刀等),其制造误差对工件加工精度无直接影响。
(三)夹具的几何误差夹具的作用是使工件相对于刀具和机床占有正确的位置,夹具的几何误差对工件的加工精度(特殊是位置精度)有很大影响。
二、装夹误差装夹误差包括定位误差和夹紧误差两个部分。
(一)定位误差的概念因定位不精确而引起的误差称为定位误差。
机床机械加工误差产生的原因剖析机床机械加工误差是指在机床加工过程中,加工零件与理论轨迹或规格要求存在的偏离或差异。
机床机械加工误差会直接影响零件的质量和精度,因此对其原因进行剖析是非常必要的。
一、机床本身因素1.刚度不足:机床刚度不足会导致机床在加工过程中容易产生振动和变形,从而影响零件的精度。
2.导轨精度:机床导轨的精度直接影响机床的定位精度和运动精度,导轨精度不高会导致机床在加工过程中产生偏差。
3.传动系统误差:机床传动系统(如螺杆传动、齿轮传动等)的误差会直接影响机床的定位精度和运动精度。
4.刀具磨损:刀具在长时间使用后会出现磨损,导致加工出来的零件尺寸偏差增大。
二、加工过程因素1.切削力:切削力是机床加工中产生的力,切削力的大小和切削方向会直接影响加工零件的精度和形状。
2.切削温度:切削过程中产生的热量会引起刀具和工件的热膨胀,从而影响加工零件的精度。
3.冷却液不当:冷却液不当会导致切削区温度过高,从而加剧刀具磨损和工件变形,进而影响加工精度。
4.装夹力:工件在机床上的夹紧力不均匀会导致工件在加工过程中产生变形,影响加工零件的精度。
三、操作因素1.操作技术:操作人员的操作技术熟练程度不同会导致机床的使用不当,从而影响加工零件的精度。
2.操作误差:操作人员在操作过程中可能会发生误操作,如切削深度设置错误、切削速度过快等,进而影响加工结果。
3.测量误差:机床的定位精度和运动精度需要通过测量来确认,而测量误差会直接导致加工零件的尺寸偏差。
四、环境因素1.温度变化:环境温度的变化会导致机床零部件的热膨胀或收缩,从而影响机床的定位精度和运动精度。
2.湿度变化:环境湿度的变化会导致机床零部件的腐蚀和生锈,进而影响机床的使用性能和加工质量。
机械加工中技术误差问题及改进措施发表时间:2019-01-10T15:08:40.413Z 来源:《教育学文摘》2019年2月总第290期作者:韩成国[导读] 在加工机械产品的时候,因产品在机械加工的相关技术与基本要求方面存在着一定的差异。
青岛市技师学院山东青岛 266229摘要:近年来,我国社会经济发展水平不断提高,机械工业迅猛崛起,机械产品种类繁多、层出不穷,广泛应用于各行各业。
而随着机械工业产品及产量不断提高,机械产品的工艺精度和质量要求不断受到人们的重视。
当代机械加工企业多数采用生产线作业,工艺技术精度直接影响着产品的质量及性能。
因此,研究和分析技术工艺的误差产生原因,并找出有针对性的控制和减缓对策,对于促进机械行业生产效率的提升、推动机械工业快速发展有着重要的意义。
关键词:机械加工工艺技术误差改进方法在加工机械产品的时候,因产品在机械加工的相关技术与基本要求方面存在着一定的差异,因此,在生产时就必须要充分考虑到产品的基本用途以及规格,将其作为机械加工工艺的控制基础,以此让产品在使用时具有较高的性能。
零件的精度不仅与其外观有着密切的关系,同时也会在很大程度上影响其使用寿命,而且不管加工的哪个环节产生了问题,都会导致零件的精度降低。
所以一定要高度重视机械加工的相关工艺技术,确保零件能够具有较高的稳定性与持久性。
一、机械加工工艺当中普遍存在的误差1.定位方面的误差。
在机械零件的加工过程中,定位方面产生误差的原因大致分为两种,即定位的副加工不够精准和基准没有充分地重合。
所以在加工机械零件的时候一定要严格以定位的基准作为基础,尽可能地选取正确的几何要素。
定位副主要包括两个部分,即工件定位面与夹具定位原件,倘若定位副间或定位副制造间没有正常匹配,就会使零件发生位移,导致该定位副的加工不准确而产生误差。
此情况一般是在使用了调整法时出现的。
2.机床制造方面的误差。
主要包括传动链误差、导轨误差和主轴回转误差等。
机械制造装备定位误差计算在机械制造领域中,定位误差是一个重要的指标,它反映了加工装备的定位精度和稳定性。
定位误差是指实际位置与目标位置之间的差异。
在机械加工中,定位误差直接影响产品的尺寸精度和质量。
因此,准确计算定位误差对于提高加工装备的精度和质量至关重要。
定位误差的计算方法主要有以下几种:1.基本误差计算方法:基本误差是指加工装备在一次定位中发生的实际偏移量与理论偏移量之间的差异。
基本误差可以通过测量实际位置与目标位置的差异来计算。
通常,采用光学测量仪器或激光干涉仪等精密测量设备进行实验测量,然后根据测量结果计算出基本误差。
2.累积误差计算方法:累积误差是指加工装备在多次定位中发生的实际偏移量与理论偏移量之间的差异的累积效果。
累积误差可以通过在多次定位中进行实际测量来获取每次定位的误差,并进行加总计算得到。
3.随机误差计算方法:随机误差是指由于各种因素引起的加工装备在定位过程中的不确定性。
随机误差通常采用统计学方法进行分析和计算,可以采用标准差、方差、正态分布等指标来描述。
4.系统误差计算方法:系统误差是指由于加工装备本身的结构特点、机械传动系统、控制系统等因素引起的定位误差。
系统误差通常需要通过理论分析和实验测试的方法进行计算和分析。
在实际应用中,定位误差计算通常是一个复杂的过程,需要综合考虑多种因素。
首先,需要对加工装备的结构特点、传动系统、控制系统等进行详细的分析和理解。
在分析的基础上,可以选择合适的测量仪器和方法进行实验测量。
最后,根据测量数据进行计算和分析,得出定位误差的具体数值和分布情况。
通过定位误差的计算和分析,可以得到加工装备的定位精度和稳定性情况,并为改进设计、加工工艺和控制系统提供依据。
定位误差的减小对于提高产品的尺寸精度和质量具有重要的意义,因此,定位误差的计算和分析是机械制造领域中的一个重要研究方向。
机械加工精度的误差分析与优化机械加工在现代制造业中占据着重要地位,而加工精度的误差成为了制约产品质量和性能的重要因素。
因此,对机械加工精度的误差进行分析与优化显得尤为重要。
本文将从误差的来源、误差分析的方法以及优化策略等方面进行论述。
一、误差的来源机械加工的误差来源主要包括设备误差、刀具误差、加工工艺误差以及材料误差等多个方面。
设备误差是指机床、夹具、测量装置等在设计、制造、装配等过程中产生的误差。
例如,机床的动力系统、传动系统、控制系统等都会引起误差,而夹具的刚度、精度也会对加工精度产生影响。
刀具误差是指刀具在制造、磨削、使用过程中产生的误差。
刀具的材质、几何形状、刃口磨削质量等都会对加工精度造成一定的影响。
加工工艺误差是指加工过程中由于操作不当、设备调试不当等原因引起的误差。
例如,切割速度、进给速度、径向切宽等参数的选择和调整不当,都可能导致加工误差的增加。
材料误差是指工件的形状、尺寸、物理性能等方面的误差。
材料的不均匀性、热膨胀系数、热导率等特性都会对加工误差产生一定的影响。
二、误差分析的方法误差分析是指通过对机械加工误差的定位、测量、分析等手段,揭示误差产生的原因和机理,以便进行误差补偿和改进的过程。
常用的误差分析方法包括测量法、数学模型法和统计分析法等。
测量法是通过使用测量仪器对加工件进行测量,获取几何形状和尺寸方面的数据,然后与设计要求进行比较,从而得出误差的大小和方向。
测量法可以通过直接测量、间接测量以及三坐标测量等方式进行。
数学模型法是通过建立机床、夹具、刀具、工艺等的数学模型,通过计算和仿真等手段,预测和分析误差的产生和传递路径。
数学模型法可以通过有限元法、多体系统理论等进行。
统计分析法是通过对多个加工件加工数据的收集和分析,利用统计学方法对误差进行分析和判别。
统计分析法可以通过卡尔曼滤波、方差分析等进行。
三、优化策略根据误差分析的结果,我们可以采取一系列的优化策略来降低机械加工精度误差。
机械加工误差分析以及解决措施摘要:在机械加工中,工件上某一尺寸的加工误差,可能是由多项系统误差和多项随机误差共同作用的综合结果。
由于在加工每一尺寸时,作用在其上的偶然因素的组合都不一样,因此,即使是同一设备、同一操作工人加工出的同一批工件,其实际尺寸也是变化的,这就是尺寸分散现象。
一批工件的尺寸分散范围若在公差范围之内,则合格;反之,若尺寸分散范围超出公差范围,则超出的部分工件为不合格品。
本文主要针对机械加工误差分析以及解决措施进行简要分析。
关键词:机械加工;误差;解决措施1机械加工精度及误差的含义所谓机械加工精度,指的是机械产品在进行机械加工之后,其实际的几何参数与图纸中所规定的数值的符合程度,符合程度越大,则证明机械加工精度越高,反之,则证明机械加工精度较低,加工后机械产品的实际几何参数与图纸中规定的数值之间的差值,就是机械加工误差,加工误差越小,说明机械产品的质量越好,加工误差永恒存在,不可消除,但如何控制加工误差,是一个亟待解决的问题。
2机械加工精度的具体内容机械加工精度主要包括三方面内容,分别是尺寸精度、几何形状精度以及相互位置精度,衡量机械加工精度的高低,要从这三方面人手。
尺寸精指的就是机械产品零件的实际尺寸与图纸中所标注的尺寸的符合程度。
几何形状精度指的是机械产品零件表面实际的宏观形状与图纸中所绘制的宏观形状的符合程度。
相互位置精度指的则是机械零件与基准之间的相互位置与图纸中所要求的相互位置的符合程度。
3机械加工误差产生的原因3.1原理误差在加工的过程中没办法采用理想的加工运动方式而采用了近似的加工运动方式,由此产生的加工误差称为原理误差。
从实际的情况考虑,如果采用理论中的加工原理对工件进行加工,那么就需要十分复杂的加工机构来实现这一目标,这会造成资源的极大浪费。
机械加工企业只需要将加工件的误差控制在一定范围内,能够满足功能需求即可,并不需要提高成本来彻底消除误差。
因此,在实际加工中原始误差是一定会存在的,这就会给加工件的加工精度带来影响。
如前所述,为保证工件的加工精度,工件加工前必须正确的定位。
所谓正确的定位,除应限制必要的自由度、正确地选择定位基准和定位元件之外,还应使选择的定位方式所产生的误差在工件承诺的误差范畴以内。
本节即是定量地分析运算定位方式所产生的定位误差,以确定所选择的定位方式是否合理。
使用夹具时造成工件加工误差的因素包括如下四个方面:〔 1 〕与工件在夹具上定位有关的误差,称为定位误差Δ D ;〔 2 〕与夹具在机床上安装有关的误差,称为安装误差Δ A ;〔 3 〕与刀具同夹具定位元件有关的误差,称为调整误差Δ T ;〔 4 〕与加工过程有关的误差,称为过程误差Δ G 。
其中包括机床和刀具误差、变形误差和测量误差等。
为了保证工件的加工要求,上述误差合成后不应超出工件的加工公差δ K ,即Δ D + Δ A + Δ T + Δ G ≤δ K本节先分析与工件在夹具中定位有关的误差,即定位误差有关的内容。
由定位引起的同一批工件的设计基准在加工尺寸方向上的最大变动量,称为定位误差。
当定位误差Δ D ≤ 1/3 δ K ,一样认为选定的定位方式可行。
一、定位误差产生的缘故及运算造成定位误差的缘故有两个:一个是由于定位基准与设计基准不重合,称为基准不重合误差〔基准不符误差〕;二是由于定位副制造误差而引起定位基准的位移,称为基准位移误差。
〔一〕基准不重合误差及运算由于定位基准与设计基准不重合而造成的定位误差称为基准不重合误差,以Δ B 来表示。
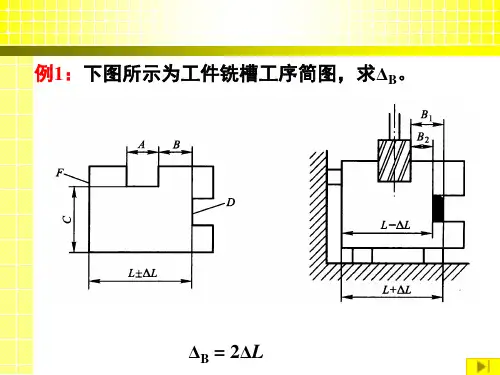
图 3 -61a 所示为零件简图,在工件上铣缺口,加工尺寸为 A 、 B 。
图3-61b 为加工示意图,工件以底面和 E 面定位, C 为确定刀具与夹具相互位置的对刀尺寸,在一批工件的加工过程中 C 的位置是不变的。
加工尺寸 A 的设计基准是 F ,定位基准是 E ,两者不重合。
当一批工件逐个在夹具上定位时,受尺寸S ±δ S /2 的阻碍,工序基准 F 的位置是变动的,F 的变动阻碍 A 的大小,给 A 造成误差,那个误差确实是基准不重合误差。